Спосіб отримання препрега
Номер патенту: 39733
Опубліковано: 10.03.2009
Автори: Сахаров Олександр Сергійович, Сівецький Володимир Іванович, Степаненко Борис Євгенович, Колосова Олена Петрівна, Колосов Олександр Євгенович

Формула / Реферат
Спосіб отримання препрега, що включає заливку зв'язуючого в просочувальну ванну і його ультразвукову обробку протягом 20-30 хв., ультразвукове просочення армуючого волокнистого наповнювача, намотування і сушіння одержаного композитного матеріалу, який відрізняється тим, що обробку зв'язуючого проводять при амплітуді ультразвукових коливань 15-80 мкм при статичному тиску 0,3-0,4 МПа, а ультразвукову обробку просоченого наповнювача здійснюють перед його намотуванням у просторі між віджимними валками і оправкою двома концентраторами, що працюють у протифазі, при частоті ультразвукових коливань 18-22 кГц, амплітуді 5-12 мкм, інтенсивності 4-8 Вт/см2 протягом 0,5-1 с.
Текст
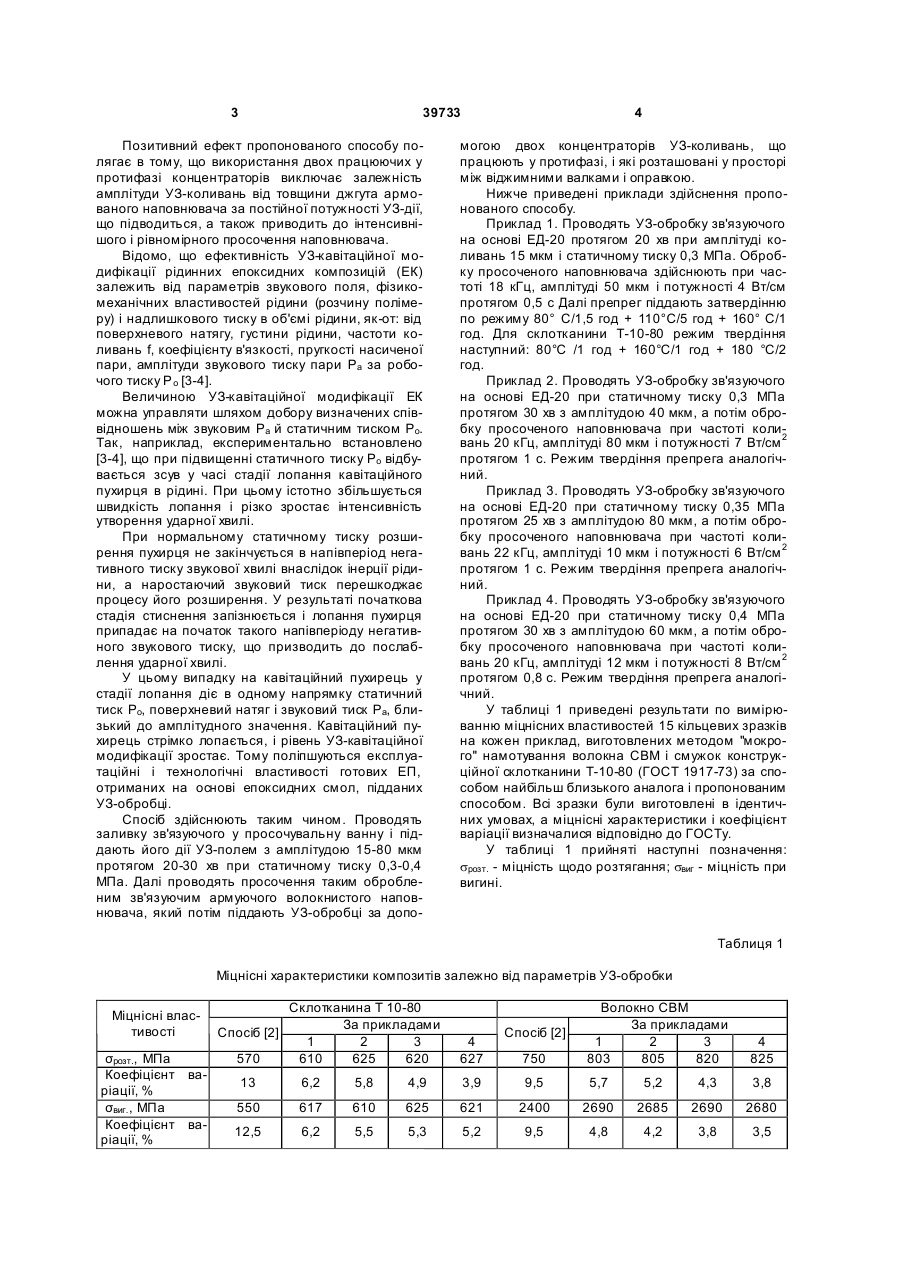
Спосіб отримання препрега, що включає заливку зв'язуючого в просочувальну ванну і його 3 39733 Позитивний ефект пропонованого способу полягає в тому, що використання двох працюючих у протифазі концентраторів виключає залежність амплітуди УЗ-коливань від товщини джгута армованого наповнювача за постійної потужності УЗ-дії, що підводиться, а також приводить до інтенсивнішого і рівномірного просочення наповнювача. Відомо, що ефективність УЗ-кавітаційної модифікації рідинних епоксидних композицій (ЕК) залежить від параметрів звукового поля, фізикомеханічних властивостей рідини (розчину полімеру) і надлишкового тиску в об'ємі рідини, як-от: від поверхневого натягу, густини рідини, частоти коливань f, коефіцієнту в'язкості, пругкості насиченої пари, амплітуди звукового тиску пари Рa за робочого тиску Р о [3-4]. Величиною УЗ-кавітаційної модифікації ЕК можна управляти шляхом добору визначених співвідношень між звуковим Ра й статичним тиском Ро. Так, наприклад, експериментально встановлено [3-4], що при підвищенні статичного тиску Ро відбувається зсув у часі стадії лопання кавітаційного пухирця в рідині. При цьому істотно збільшується швидкість лопання і різко зростає інтенсивність утворення ударної хвилі. При нормальному статичному тиску розширення пухирця не закінчується в напівперіод негативного тиску звукової хвилі внаслідок інерції рідини, а наростаючий звуковий тиск перешкоджає процесу його розширення. У результаті початкова стадія стиснення запізнюється і лопання пухирця припадає на початок такого напівперіоду негативного звукового тиску, що призводить до послаблення ударної хвилі. У цьому випадку на кавітаційний пухирець у стадії лопання діє в одному напрямку статичний тиск Ро, поверхневий натяг і звуковий тиск Ра, близький до амплітудного значення. Кавітаційний пухирець стрімко лопається, і рівень УЗ-кавітаційної модифікації зростає. Тому поліпшуються експлуатаційні і технологічні властивості готових ЕП, отриманих на основі епоксидних смол, підданих УЗ-обробці. Спосіб здійснюють таким чином. Проводять заливку зв'язуючого у просочувальну ванну і піддають його дії УЗ-полем з амплітудою 15-80 мкм протягом 20-30 хв при статичному тиску 0,3-0,4 МПа. Далі проводять просочення таким обробленим зв'язуючим армуючого волокнистого наповнювача, який потім піддають УЗ-обробці за допо 4 могою двох концентраторів УЗ-коливань, що працюють у протифазі, і які розташовані у просторі між віджимними валками і оправкою. Нижче приведені приклади здійснення пропонованого способу. Приклад 1. Проводять УЗ-обробку зв'язуючого на основі ЕД-20 протягом 20 хв при амплітуді коливань 15 мкм і статичному тиску 0,3 МПа. Обробку просоченого наповнювача здійснюють при частоті 18 кГц, амплітуді 50 мкм і потужності 4 Вт/см протягом 0,5 с Далі препрег піддають затвердінню по режиму 80° С/1,5 год + 110°С/5 год + 160° С/1 год. Для склотканини Т-10-80 режим твердіння наступний: 80°С /1 год + 160°С/1 год + 180 °С/2 год. Приклад 2. Проводять УЗ-обробку зв'язуючого на основі ЕД-20 при статичному тиску 0,3 МПа протягом 30 хв з амплітудою 40 мкм, а потім обробку просоченого наповнювача при частоті коливань 20 кГц, амплітуді 80 мкм і потужності 7 Вт/см 2 протягом 1 с. Режим твердіння препрега аналогічний. Приклад 3. Проводять УЗ-обробку зв'язуючого на основі ЕД-20 при статичному тиску 0,35 МПа протягом 25 хв з амплітудою 80 мкм, а потім обробку просоченого наповнювача при частоті коливань 22 кГц, амплітуді 10 мкм і потужності 6 Вт/см 2 протягом 1 с. Режим твердіння препрега аналогічний. Приклад 4. Проводять УЗ-обробку зв'язуючого на основі ЕД-20 при статичному тиску 0,4 МПа протягом 30 хв з амплітудою 60 мкм, а потім обробку просоченого наповнювача при частоті коливань 20 кГц, амплітуді 12 мкм і потужності 8 Вт/см 2 протягом 0,8 с. Режим твердіння препрега аналогічний. У таблиці 1 приведені результати по вимірюванню міцнісних властивостей 15 кільцевих зразків на кожен приклад, виготовлених методом "мокрого" намотування волокна СВМ і смужок конструкційної склотканини Т-10-80 (ГОСТ 1917-73) за способом найбільш близького аналога і пропонованим способом. Всі зразки були виготовлені в ідентичних умовах, а міцнісні характеристики і коефіцієнт варіації визначалися відповідно до ГОСТу. У таблиці 1 прийняті наступні позначення: sрозт. - міцність щодо розтягання; sвиг - міцність при вигині. Таблиця 1 Міцнісні характеристики композитів залежно від параметрів УЗ-обробки Міцнісні властивості σрозт., МПа Коефіцієнт варіації, % σвиг. , МПа Коефіцієнт варіації, % Склотканина Т 10-80 За прикладами Спосіб [2] 1 2 3 570 610 625 620 4 627 750 Волокно СВМ За прикладами 1 2 3 803 805 820 4 825 Спосіб [2] 13 6,2 5,8 4,9 3,9 9,5 5,7 5,2 4,3 3,8 550 617 610 625 621 2400 2690 2685 2690 2680 12,5 6,2 5,5 5,3 5,2 9,5 4,8 4,2 3,8 3,5 5 39733 Як видно з таблиці, пропонований спосіб найбільш ефективний при використанні вказаних параметрів УЗ-обробки. УЗ-обробка за способом найбільш близького аналога дає незначне збільшення міцнісних властивостей пластиків, що може бути обумовлене погіршенням технологічних властивостей зв'язуючого при його обробці в просочувальній ванні, а також відсутністю оптимальних параметрів УЗ-дії при обробці армуючого наповнювача після просочення. Останній чинник значно утрудняє розповсюдження УЗ-коливань уздовж армуючого матеріалу, унаслідок чого зв'язуюче не проникає у міжволоконний капілярний простір. Таким чином, пропонований спосіб забезпечує збільшення міцності препрегів на 10-12 %, а також збільшення стабільності властивостей готового Комп’ютерна в ерстка Д. Шев ерун 6 виробу в 2 і більше разів. Використання пропонованого способу УЗ-обробки при виготовленні виробів (наприклад, оболонкових конструкцій) з волокнистих композитів дозволяє при збереженні нормативного запасу міцності знизити вагу виробу. В даний час в лабораторії композиційних матеріалів НТУУ КПІ виготовлені дослідні зразки оболонок діаметром 350 мм. Джерела інформації: 1. Патент Великобритании № 1319629, кл. D1R, опубл. 1973 г. 2. А. С. СССР № 570932, кл. В05С3/04, 1976 г. 3. Ультразвук. Маленькая энциклопедия / Под ред. Голяминой И.П. - М.: Советская энциклопедия, 1979. - 400 с. 4. Гершгал Д.А., Фридман В.М. Ультразвуковая технологическая аппаратура. - М, 1976. - 316с. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of producing prepreg
Автори англійськоюKolosov Oleksandr Yevhenovych, Sivetskyi Volodymyr Ivanovych, Sakharov Oleksandr Serhiiovych, Kolosova Olena Petrivna, Stepanenko Borys Yevhenovych
Назва патенту російськоюСпособ получения препрега
Автори російськоюКолосов Александр Евгеньевич, Сивецкий Владимир Иванович, Сахаров Александр Сергеевич, Колосова Елена Петровна, Степаненко Борис Евгеньевич
МПК / Мітки
МПК: C08J 5/24, B29B 13/00
Мітки: спосіб, отримання, препрега
Код посилання
<a href="https://ua.patents.su/3-39733-sposib-otrimannya-preprega.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання препрега</a>
Спосіб отримання препрегу
Номер патенту: 38218
Опубліковано: 25.12.2008
Автор: Колосов Олександр Євгенович
МПК: C08J 5/24, D06M 10/00, B05C 3/00
Мітки: отримання, препрегу, спосіб
Формула / Реферат:
Спосіб отримання препрегу на основі епоксидних зв'язуючих і волокнистих наповнювачів, що включає транспортування наповнювача, його низькочастотну ультразвукову обробку в просочувальній ванні на частоті 18-22 кГц, амплітуді 30-80 мкм при 50-80 °С, а потім низькочастотну ультразвукову обробку просоченого волокнистого наповнювача при частоті коливань 17-22 кГц, амплітуді 10-90 мкм при тій же температурі, який відрізняється тим, що...
Спосіб отримання високоміцного препрегу на основі епоксидних зв’язуючих і волокнистих наповнювачів
Номер патенту: 39730
Опубліковано: 10.03.2009
Автори: Сахаров Олександр Сергійович, Колосова Олена Петрівна, Сівецький Володимир Іванович, Колосов Олександр Євгенович, Степаненко Борис Євгенович
Мітки: наповнювачів, волокнистих, основі, препрегу, спосіб, високоміцного, епоксидних, зв'язуючих, отримання
Формула / Реферат:
Спосіб отримання високоміцного препрегу на основі епоксидних зв'язуючих і волокнистих наповнювачів, що включає транспортування наповнювача, його ультразвукове просочення у ванні з епоксидним зв'язуючим і сушку, який відрізняється тим, що епоксидне зв'язуюче і непросочений волокнистий наповнювач перед просоченням піддають окремій низькочастотній контактній ультразвуковій обробці, причому непросочений волокнистий наповнювач обробляють при...
Спосіб отримання засобу для лікування серцево-судинних захворювань, для регулювання метаболічних процесів, спосіб отримання калію аспарагінату і спосіб отримання магнію аспарагінату
Номер патенту: 47601
Опубліковано: 15.03.2005
Автори: Бережних Лідія Борисівна, Байдюк Іван Миколайович
МПК: A61K 31/195, C07C 229/24, C07F 1/00, C07F 3/00, A61K 33/06, A61P 9/00
Мітки: метаболічних, магнію, калію, регулювання, засобу, отримання, захворювань, спосіб, аспарагінату, серцево-судинних, процесів, лікування
Формула / Реферат:
1. Спосіб отримання лікарського засобу для лікування серцево-судинних захворювань, для регулювання метаболічних процесів, що включає змішування магнію аспарагінату з крохмалем, одержання водного концентрату калію аспарагінату, сполучення суміші аспарагінату магнію та крохмалю з водним концентратом калію аспарагінату, одержуваного змішуванням води очищеної з D,L- acпарагіновою кислотою та гідроокисом калію при температурі 50-90°С, обробку...
Спосіб отримання засобу для лікування сердцево-судинних захворювань, для регулювання метаболічних процесів, спосіб отримання калію аспарагінату і спосіб отримання магнію аспарагінату
Номер патенту: 47601
Опубліковано: 15.07.2002
Автори: Байдюк Іван Миколайович, Бережних Лідія Борисівна
МПК: A61K 33/06, C07F 1/00, A61P 9/00, A61K 31/195, C07C 229/24, C07F 3/00
Мітки: процесів, захворювань, регулювання, метаболічних, отримання, засобу, калію, лікування, аспарагінату, магнію, спосіб, сердцево-судинних
Формула / Реферат:
1. Спосіб отримання лікарського засобу для лікування серцево-судинних захворювань, для регулювання метаболічних процесів, що включає змішування магнію аспарагінату з крохмалем, одержання водного концентрату калію аспарагінату, сполучення суміші аспарагінату магнію та крохмалю з водним концентратом калію аспарагінату, одержуваного змішуванням води очищеної з D,L- acпарагіновою кислотою та гідроокисом калію при температурі 50-90°С, обробку...
Спосіб отримання сухого продукту з молочної сироватки
Номер патенту: 28334
Опубліковано: 16.10.2000
Автор: Марчевський Віктор Миколайович
МПК: A23C 21/00
Мітки: продукту, отримання, сироватки, сухого, спосіб, молочної
Формула / Реферат:
Спосіб отримання сухого продукту з молочної сироватки, включаючий пастеризацію сироватки, згущення, додавання наповнювача, охолодження та сушку отриманої суміші, який відрізняється тим, що як наповнювач використовують соняшникові фосфатиди, які вводять в згущену сироватку в кількості 0,5-1,5% в розрахунку на сухі речовини сироватки, а охолодження сироватки проводять після додавання наповнювача.
Попередній патент: Мікрохвильова інтегрована телерадіоінформаційна система мітріс-вн
Наступний патент: Спосіб фарбування шкіри
Випадковий патент: Безконтактний лінійний електричний двигун