Автоматичний пристрій для змащення прес-форм і прес-поршнів при литті під тиском
Номер патенту: 40613
Опубліковано: 27.04.2009
Автори: Падєрін Володимир Миколайович, Падєрін Олексій Володимирович
Формула / Реферат
Автоматичний пристрій для змащення прес-форм і прес-поршнів при литті під тиском, що містить дві матриці, розпорошувальний пристрій з бачком з мастильним складом і підйомний механізм, прикріплений до матриць і до розпорошувального пристрою, що діє при переміщенні матриць, він додатково оснащений пневмоциліндром, корпус якого через важіль з'єднаний з однією матрицею, а його поршень через шток і важіль з'єднаний з іншою матрицею, при цьому під час переміщення поршня стиснуте повітря, що утворюється у порожнині пневмоциліндра, оснащеного зворотним пневмоклапаном, при розкритті матриць надходить трубопроводом через електропневморозподільник і реле часу, настроєне на час видалення виливків з матриць, у розпорошувальний пристрій, а стиснуте повітря, що утворюється у порожнині пневмоциліндра, оснащеного зворотним пневмоклапаном, при закриванні матриць надходить через трубопровід і інший зворотний пневмоклапан, розташований протилежно, з бачком з мастильним складом, оснащений регулятором тиску повітря, який через трубопровід з'єднаний з розпорошувальним пристроєм, який відрізняється тим, що він додатково обладнаний камерою пресування з кільцевою канавкою розрахункового об'єму для мастила прес-поршня і електрогідроклапаном, який з одного боку сполучений з кільцевою канавкою камери пресування, а з іншого трубопроводом з бачком для мастила, в якому знаходиться тиск, а також кінцевим вимикачем з планкою, встановленою на пресуючому штоку гидроциліндра пресування для включення і виключення електрогідроклапана по довжині, рівною прес-поршню, внаслідок чого при русі прес-поршня по кільцевій канавці під час запресовки розплаву електрогідроклапан відкритий і мастило під тиском з бачка надходить в неї і змащує поверхню прес-поршня, а після проходження прес-поршнем кільцевої канавки планка через кінцевий вимикач відключає електрогідроклапан і мастило припиняє надходити в кільцеву канавку камери пресування, а при поверненні прес-поршня в початкове положення планка в момент, коли прес-поршень доходить до кільцевої канавки, включає електрогідроклапан і мастило знову надходить в кільцеву канавку камери пресування і змащує поверхню прес-поршня.
Текст
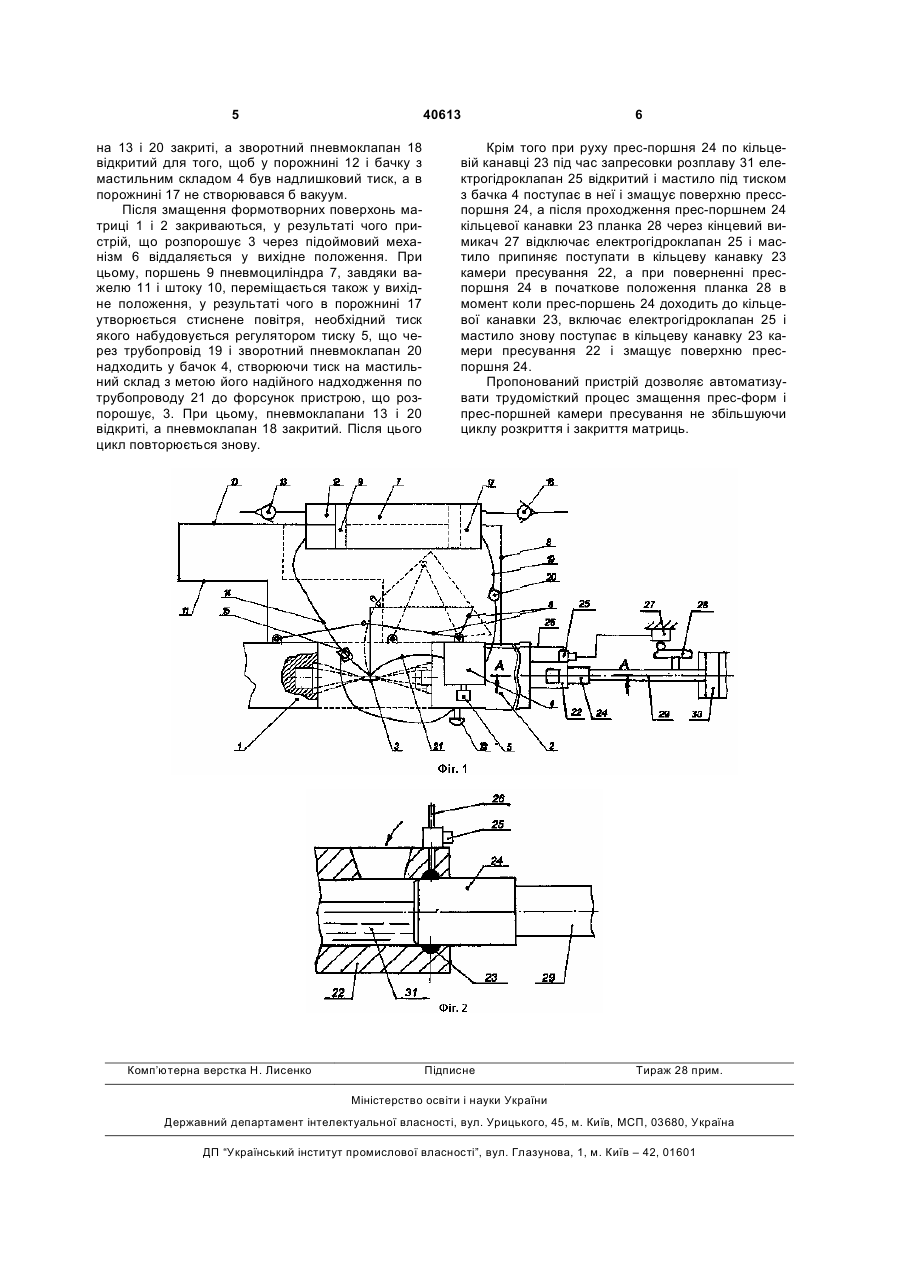
Автоматичний пристрій для змащення пресформ і прес-поршнів при литті під тиском, що містить дві матриці, розпорошувальний пристрій з бачком з мастильним складом і підйомний механізм, прикріплений до матриць і до розпорошувального пристрою, що діє при переміщенні матриць, він додатково оснащений пневмоциліндром, корпус якого через важіль з'єднаний з однією матрицею, а його поршень через шток і важіль з'єднаний з іншою матрицею, при цьому під час переміщення поршня стиснуте повітря, що утворюється у порожнині пневмоциліндра, оснащеного зворотним пневмоклапаном, при розкритті матриць надходить трубопроводом через електропневморозподільник і реле часу, настроєне на час видалення виливків з матриць, у розпорошувальний пристрій, а стиснуте повітря, що утворюється у порожнині пневмоциліндра, оснащеного зворотним пневмоклапаном, при закриванні матриць надходить через трубопровід і інший зворотний пневмоклапан, U 2 (19) 1 3 матриць, він додатково оснащений пневмоциліндром, корпус якого через важіль з'єднаний з однією матрицею, а його поршень через шток і важіль з'єднаний з іншою матрицею, при цьому під час переміщення поршня стиснуте повітря, що утворюється у порожнині пневмоциліндра, оснащеного зворотним пневмоклапаном, при розкритті матриць надходить трубопроводом через електропневморозподільник і реле часу, настроєне на час видалення виливків з матриць, у розпорошувальний пристрій, а стиснуте повітря, що утворюється у порожнині пневмоциліндра, оснащеного зворотним пневмоклапаном, при закриванні матриць надходить через трубопровід і інший зворотний пневмоклапан, розташований протилежно, в бачком з мастильним складом, оснащений регулятором тиску повітря, який через трубопровід з'єднаний з розпорошувальним пристроєм. Недоліком зазначеного пристрою є відсутність в нім автоматичного змащення прес-поршня камери пресування, що не дозволяє автоматизувати процес литва під тиском. Поставлена мета досягається тим, що у відомому пристрої, що містить дві матриці, розпорошувальний пристрій з бачком з мастильним складом і підоймовий механізм, прикріплений до матриць і до розпорошувального пристрою, що діє при переміщенні матриць, він додатково оснащений пневмоциліндром, корпус якого через важіль з'єднаний з однією матрицею, а його поршень через шток і важіль з'єднаний з іншою матрицею, при цьому під час переміщення поршня стиснуте повітря, що утворюється у порожнині пневмоциліндра, оснащеного зворотним пневмоклапаном, при розкритті матриць надходить трубопроводом через електропневморозподільник і реле часу, настроєне на час видалення виливків з матриць, у розпорошувальний пристрій, а стиснуте повітря, що утворюється у порожнині пневмоциліндра, оснащеного зворотним пневмоклапаном, при закриванні матриць надходить через трубопровід і інший зворотний пневмоклапан, розташований протилежно, з бачком з мастильним складом, оснащений регулятором тиску повітря, який через трубопровід з'єднаний з розпорошувальним пристроєм, він додатково обладнаний камерою пресування з кільцевою канавкою розрахункового об'єму для мастила прес-поршня і електрогидроклапаном, який з одного боку сполучений з кільцевою канавкою камери пресування, а з іншого - трубопроводом з бачком для мастила, в якому знаходиться тиск, а також кінцевим вимикачем з планкою встановленою на пресуючому штоку гідроциліндра пресування для включення і виключення електрогідроклапана по довжині рівною прес-поршню, внаслідок чого при руху преспоршня по кільцевій канавці під час запресовки розплаву електрогідроклапан відкритий і мастило під тиском з бачка надходить в неї і змащує поверхню прес-поршня, а після проходження преспоршнем кільцевої канавки планка через кінцевий вимикач відключає електрогідроклапан і мастило припиняє надходити в кільцеву канавку камери пресування, а при поверненні прес-поршня в початкове положення планка в момент коли прес 40613 4 поршень доходить до кільцевої канавки, включає електрогідроклапан і мастило знову надходить в кільцеву канавку камери пресування і змащує поверхню прес-поршня. На підставі вищевикладеного очевидно, що пропоноване технічне рішення має суттєві відмінності від відомих рішень. На схемі (див. Фіг.1) показаний автоматичний пристрій для змащення прес-форм і прес-поршней при литті під тиском у робочому положенні при розкритих матрицях (жирні лінії), і в не робочому положенні при закритих матрицях (пунктирні лінії). На Фіг.2 показаний, розріз А-А на Фіг.1. Пристрій складається з матриць 1 і 2, пристрою що розпорошує 3 з бачком з мастильним складом 4, постаченого регулятором тиску повітря 5, підйомного механізму 6, прикріпленого до матриць 1 і 2 і до пристрою, що розпорошує 3, пневмоциліндра 7 розрахункового діаметра і довжини, корпус якого через важіль 8 з'єднаний з матрицею 2, а його поршень 9 через шток 10 і важіль 11 з'єднаний з матрицею 1. При цьому, під час переміщення поршня 9 стиснуте повітря, що утвориться у порожнині 12 пневмоциліндра 7, постаченого зворотним пневмоклапаном 13, при розкритті матриць 1 і 2 з'єднане через трубопровід 14 і електропневморозподільник 15 з реле часу 16, набудоване на час видалення виливка з прес-форми з пристроєм, що розпорошує 3, а стиснуте повітря, що утворюється, у порожнині 17 пневмоциліндра 7, постаченого зворотним пневмоклапаном 18 через трубопровід 19 і інший зворотний пневмоклапан 20, розташований протилежно при закриванні матриць 1 і 2, з'єднане з бачком з мастильним складом 4 пристрою, що розпорошує 3. Крім того в пристрій входить камера пресування 22, з кільцевою канавкою 23 розрахункового об'єму для мастила пресс-поршня 24 і електрогідроклапаном 25, який з одного боку сполучений з кільцевою канавкою 23 камери пресування 22, а з іншою трубопроводом 26 з бачком для мастила 4, в якому знаходиться тиск, а також кінцевим вимикачем 27 з планкою 28 встановленою на пресуючому штоку 29 гидроциліндра пресування 30 для включення і виключення електрогідроклапана 25 по довжині рівною прес-поршню 24 і розплав 31. Пристрій працює в такий спосіб. При розкритті матриць 1 і 2 пристрій, що розпорошує, 3 за допомогою підоймового механізму 6 переміщується між ними до положення, при якому відбувається змазування формотворних поверхонь. При цьому, одночасно з рухом підоймового механізму відбувається переміщення поршня 9 пневмоциліндра 7 через шток 10 і важіль 11, у результаті чого, у порожнині 12 утворюється стиснене повітря, необхідне для змазування матриць. Після розкриття матриць і витягу з них виливків, спрацьовує реле часу 16, що відкриває електропневмоклапан 15, і стиснене повітря з порожнини 12 по трубопроводу 14 надходить до пристрою, що розпорошує 3, і, змішуючись з мастильним складом, надходячого з бачка 4, знаходячогося під тиском, по трубопроводу 21 теж до пристрою, що розпорошує, у результаті чого відбувається змазування матриць. При цьому зворотні пневмоклапа 5 40613 на 13 і 20 закриті, а зворотний пневмоклапан 18 відкритий для того, щоб у порожнині 12 і бачку з мастильним складом 4 був надлишковий тиск, а в порожнині 17 не створювався б вакуум. Після змащення формотворних поверхонь матриці 1 і 2 закриваються, у результаті чого пристрій, що розпорошує 3 через підоймовий механізм 6 віддаляється у вихідне положення. При цьому, поршень 9 пневмоциліндра 7, завдяки важелю 11 і штоку 10, переміщається також у вихідне положення, у результаті чого в порожнині 17 утворюється стиснене повітря, необхідний тиск якого набудовується регулятором тиску 5, що через трубопровід 19 і зворотний пневмоклапан 20 надходить у бачок 4, створюючи тиск на мастильний склад з метою його надійного надходження по трубопроводу 21 до форсунок пристрою, що розпорошує, 3. При цьому, пневмоклапани 13 і 20 відкриті, а пневмоклапан 18 закритий. Після цього цикл повторюється знову. Комп’ютерна верстка Н. Лисенко 6 Крім того при руху прес-поршня 24 по кільцевій канавці 23 під час запресовки розплаву 31 електрогідроклапан 25 відкритий і мастило під тиском з бачка 4 поступає в неї і змащує поверхню пресспоршня 24, а після проходження прес-поршнем 24 кільцевої канавки 23 планка 28 через кінцевий вимикач 27 відключає електрогідроклапан 25 і мастило припиняє поступати в кільцеву канавку 23 камери пресування 22, а при поверненні преспоршня 24 в початкове положення планка 28 в момент коли прес-поршень 24 доходить до кільцевої канавки 23, включає електрогідроклапан 25 і мастило знову поступає в кільцеву канавку 23 камери пресування 22 і змащує поверхню преспоршня 24. Пропонований пристрій дозволяє автоматизувати трудомісткий процес змащення прес-форм і прес-поршней камери пресування не збільшуючи циклу розкриття і закриття матриць. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюAutomatic device for lubrication of molds and press pistons at injection molding
Автори англійськоюPadierin Volodymyr Mykolaiovych, Padierin Oleksii Volodymyrovych
Назва патенту російськоюАвтоматическое устройство для смазки пресс-форм и пресс-поршней при литье под давлением
Автори російськоюПадерин Владимир Николаевич, Падерин Алексей Владимирович
МПК / Мітки
МПК: B22D 17/22
Мітки: прес-поршнів, автоматичний, пристрій, змащення, прес-форм, литті, тиском
Код посилання
<a href="https://ua.patents.su/3-40613-avtomatichnijj-pristrijj-dlya-zmashhennya-pres-form-i-pres-porshniv-pri-litti-pid-tiskom.html" target="_blank" rel="follow" title="База патентів України">Автоматичний пристрій для змащення прес-форм і прес-поршнів при литті під тиском</a>
Автоматичний пристрій для змащення прес-форм і заливки розплаву при литті під тиском
Номер патенту: 29639
Опубліковано: 25.01.2008
Автори: Галух Володимир Іванович, Падєрін Володимир Миколайович
МПК: B22D 17/22
Мітки: розплаву, змащення, литті, заливки, автоматичний, тиском, пристрій, прес-форм
Формула / Реферат:
Автоматичний пристрій для змащення прес-форм і заливки розплаву при литті під тиском, що містить дві матриці (1,2), пристрій (3), що розпорошує масло, бачок (4) з мастильним складом і підоймовий механізм (6), прикріплений до матриць (1,2) і до пристрою (3), що розпорошує масло, діючий при переміщенні матриць (1,2), і пневмоциліндр (7), корпус якого через важіль (8) з'єднаний з однією матрицею (2), а його поршень (9) через шток (10) і важіль...
Автоматичний пристрій для змащення прес-форм при литті під тиском
Номер патенту: 71781
Опубліковано: 15.12.2004
Автори: Падєрін Володимир Миколайович, Іззєтов Надир Абдураманович, Гресько Олександр Павлович, Лук'янов Андрій Олександрович, Галух Володимир Іванович
МПК: B22D 17/22
Мітки: прес-форм, автоматичний, змащення, литті, пристрій, тиском
Формула / Реферат:
Автоматичний пристрій для змащення прес-форм при литті під тиском, що містить дві матриці, розпорошувальний пристрій з бачком з мастильним складом і підоймовий механізм, прикріплений до матриць і до розпорошувального пристрою, що діє при переміщенні матриць, який відрізняється тим, що з метою заміни компресорів або загальних компресорних станцій, що споживають велику кількість електроенергії для забезпечення розпорошувального пристрою...
Спосіб нанесення стійкого захисного покриття на формоутворюючі деталі прес-форм для лиття під тиском
Номер патенту: 43639
Опубліковано: 17.12.2001
Автори: Коваленко Василь Опанасович, Коваленко Ігор Васильович, Коваленко Дмитро Васильович
МПК: C23C 26/00
Мітки: нанесення, покриття, стійкого, лиття, прес-форм, деталі, тиском, спосіб, формоутворюючі, захисного
Формула / Реферат:
Спосіб нанесення стійкого захисного покриття на формоутворюючі деталі прес-форм для лиття під тиском, що включає термічне нанесення цього покриття, який відрізняється тим, що покриття наносять - плакують порошком металевого сплаву на формоутворюючі деталі з маловуглецевої сталі методом гарячого ізостатичного пресування в газостаті при температурі 1200°С і тиску 100 МПа з наступним інтерметалевим зміцненням.
Прес-форма для литва під тиском коробчастих глибоких закритих відливків, зокрема форм для випічки хліба

Номер патенту: 24909
Опубліковано: 15.02.2002
Автор: Титаренко Григорій Володимирович
МПК: B22D 17/22
Мітки: форм, коробчастих, закритих, литва, відливків, випічки, тиском, зокрема, прес-форма, глибоких, хліба
Формула / Реферат:
Прес-форма для литва під тиском коробчастих глибоких закритих відливків, зокрема форм для випічки хліба, що повторює контури відливка і має лінію розмикання по площині відкритої частини відливка, яка відрізняється тим, що її ливники розташовані не ближче 1/2 відстані від середини відливка до його краю.
Прес-форма для литва під тиском глибоких коробчатих закритих відливок, зокрема, форм для випічки хліба
Номер патенту: 24909
Опубліковано: 06.10.1998
Автор: Титаренко Григорій Володимирович
МПК: B22D 17/22
Мітки: тиском, зокрема, глибоких, хліба, випічки, литва, відливок, коробчатих, форм, прес-форма, закритих
Формула / Реферат:
Прес-форма для литва під тиском коробчастих глибоких закритих відливків, зокрема форм для випічки хліба, що повторює контури відливка і має лінію розмикання по площині відкритої частини відливка, яка відрізняється тим, що її ливники розташовані не ближче 1/2 відстані від середини відливка до його краю.
Попередній патент: Слуховий апарат для туговухих і глухих з залишками нейросенсорної чутливості з повною цифровою обробкою сигналу
Наступний патент: Спосіб пластики дефектів кісток
Випадковий патент: Спосіб одержання інсулінотропних пептидів