Автоматичний пристрій для змащення прес-форм і заливки розплаву при литті під тиском
Номер патенту: 29639
Опубліковано: 25.01.2008
Автори: Падєрін Володимир Миколайович, Галух Володимир Іванович
Формула / Реферат
Автоматичний пристрій для змащення прес-форм і заливки розплаву при литті під тиском, що містить дві матриці (1,2), пристрій (3), що розпорошує масло, бачок (4) з мастильним складом і підоймовий механізм (6), прикріплений до матриць (1,2) і до пристрою (3), що розпорошує масло, діючий при переміщенні матриць (1,2), і пневмоциліндр (7), корпус якого через важіль (8) з'єднаний з однією матрицею (2), а його поршень (9) через шток (10) і важіль (11) з'єднаний з іншою матрицею (1), штокова порожнина (12) пневмоциліндра обладнана зворотним пневмоклапаном (13) та з'єднана трубопроводом (14) через електропневморозподільник (15) і реле часу (16), що настроєне на час видалення виливків з матриць, із пристроєм (3), що розпорошує масло, надпоршнева порожнина (17) пнемоциліндра (7) обладнана зворотним пневмоклапаном (18) та з'єднана трубопроводом (19), і зворотний клапан (20) з'єднаний з бачком (4), обладнаний регулятором тиску повітря (5), який через трубопровід з'єднаний із пристроєм (3), що розпорошує масло, який відрізняється тим, що додатково обладнаний вакуумним дозуючим пристроєм (22), встановленим над заливальним вікном камери пресування (26) вище рівня розплаву в тиглі (25) з датчиком об'єму дози (27) і клапаном подачі розплаву (28), робоча камера вакуумного дозуючого пристрою (22) з одного боку з’єднана трубопроводом (32) і електропневмоклапаном (23), що спрацьовує від датчика об'єму дози, зі штоковою порожниною (12) пнемоциліндра (7), і з іншого боку - трубопроводом (24) з тиглем (25) плавильної печі, при цьому зливний патрубок (29) виконаний з можливістю його відкривання клапаном подачі розплаву (28) від включення кінцевого вимикача (30) планкою (31), встановленою на рухомій матриці (1) при повному змиканні матриць (1,2).
Текст
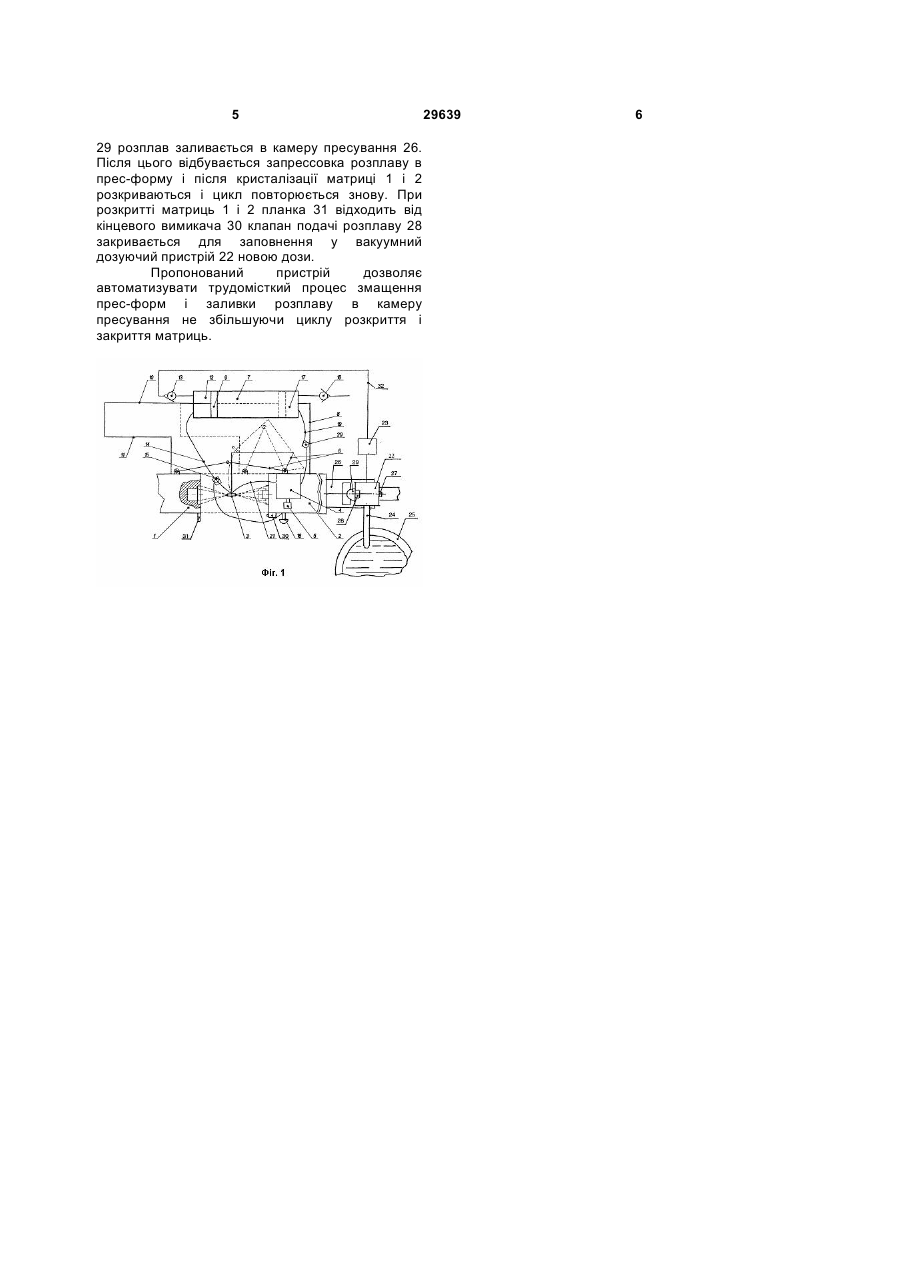
Автоматичний пристрій для змащення пресформ і заливки розплаву при литті під тиском, що містить дві матриці (1,2), пристрій (3), що розпорошує масло, бачок (4) з мастильним складом і підоймовий механізм (6), прикріплений до матриць (1,2) і до пристрою (3), що розпорошує масло, діючий при переміщенні матриць (1,2), і пневмоциліндр (7), корпус якого через важіль (8) з'єднаний з однією матрицею (2), а його поршень (9) через шток (10) і важіль (11) з'єднаний з іншою матрицею (1), штокова порожнина (12) пневмоциліндра обладнана зворотним пневмоклапаном (13) та з'єднана трубопроводом (14) через електропневморозподільник (15) і реле часу (16), що настроєне на час видалення виливків з матриць, із пристроєм (3), що розпорошує масло, U 2 (19) 1 3 з'єднаний з однією матрицею, а його поршень через шток і важіль з'єднаний з іншою матрицею, при цьому під час переміщення поршня стиснуте повітря, що утвориться у порожнині пневмоциліндра, постаченого зворотним пневмоклапаном при розкритті матриць, з'єднане трубопроводом через електропневмораспределитель і реле часу, набудоване на час видалення виливків з матриць із пристроєм, що розпорошує, а стиснуте повітря, що утворюється у порожнині пневмоциліндра, постаченого зворотним пневмоклапаном при закриванні матриць, з'єднане через трубопровід і інший зворотний пневмоклапан, розташований протилежно з бачком з мастильним складом, постаченого регулятором тиску повітря, який через трубопровід з'єднаний з пристроєм, що розпорошує. Недоліком зазначеного пристрою є відсутність в нім автоматичної заливки розплаву в камеру пресування, що не дозволяє автоматизувати процес литва під тиском. Метою корисної моделі є автоматизація процесу змащення прес-форм і заливки розплаву в камеру пресування в циклі розкриття і закриття матриць. Поставлена мета досягається тим, що у відомому пристрої, що містить дві матриці, пристрій, що розпорошує, з бачком з мастильним складом і підоймовий механізм, прикріплений до матриць і до пристрою, що розпорошує, і діючий при переміщенні матриць і пневмоциліндр, корпус якого через важіль з'єднаний з однією матрицею, а його поршень через шток і важіль з'єднаний з іншою матрицею, при цьому під час переміщення поршня стиснуте повітря, що утворюється у порожнині пневмоциліндра, постаченого зворотним пневмоклапаном, при розкритті матриць з'єднане трубопроводом через електропневмораспределитель і реле часу, набудоване на час видалення виливків з матриць, із пристроєм, що розпорошує, а стиснуте повітря, що утворюється у порожнині пневмоциліндра, постаченого зворотним пневмоклапаном при закриванні матриць з'єднане через трубопровід і інший зворотний пневмоклапан, розташований протилежно з бачком з мастильним складом, постаченого регулятором тиску повітря, який через трубопровід з'єднаний із пристроєм, що розпорошує, додатково постачений вакуумним дозуючим пристроєм, встановленим над заливальним вікном камери пресування вище рівня розплаву в тиглі з датчиком об'єму дози і клапаном подачі розплаву, робоча камера якого з одного боку з’єднана трубопроводом і електропневмоклапаном, що спрацьовує від датчика об'єму дози з штоковою порожниною пневмоциліндра і з іншого боку трубопроводом з тиглем плавильної печі, при цьому заливка розплаву в камеру пресування здійснюється через зливний патрубок, що відкривається клапаном подачі розплаву від включення кінцевого вимикача планкою, встановленою на рухомій матриці при повному закритті напівформ. На підставі вищевикладеного очевидно, що 29639 4 пропоноване технічне рішення має істотні відмінності від відомих рішень. На схемі (див. Фіг.1) показаний автоматичний пристрій для змащення прес-форм і заливки розплаву при литті під тиском у робочому положенні при розкритих матрицях (жирні лінії), і в не робочому положенні при закритих матрицях ( пунктирні лінії). Пристрій складається з матриць 1 і 2, пристрою що розпорошує 3 з бачком з мастильним складом 4, постаченого регулятором тиску повітря 5, підоймового механізму 6, прикріпленого до матриць 1 і 2 і до пристрою, що розпорошує 3, пневмоциліндра 7 розрахункового діаметру і довжини, корпус якого через важіль 8 з'єднаний з матрицею 2, а його поршень 9 через шток 10 і важіль 11 з'єднаний з матрицею 1. При цьому, під час переміщення поршня 9 стиснуте повітря, що утвориться у порожнині 12 пневмоциліндра 7, постаченого зворотним пневмоклапаном 13, при розкритті матриць 1 і 2 з'єднане через трубопровід 14 і електро-пневмораспределитель 15 з реле часу 16, набудоване на час видалення виливка з прес-форми з пристроєм, що розпорошує 3, а стиснуте повітря, що утворюється, у порожнині 17 пневмоциліндра 7, постаченого зворотним пневмоклапаном 18 через трубопровід 19 і інший зворотний пневмоклапан 20, розташований протилежно при закриванні матриць 1 і 2, з'єднане з бачком з мастильним складом 4 пристрою, що розпорошує 3. Крім того в пристрій входить вакуумний дозуючий пристрій 22 встановленим над заливальним вікном камери пресування 26 вище рівня розплаву в тиглі з датчиком об'єму дози 27, клапан подачі розплаву 28, трубопровід 32, електропневмоклапан 23, тигель плавильної печі 25, зливний патрубок 29, кінцевий вимикач 30 і планка 31. Пристрій працює в такий спосіб. При зімкненні матриць 1 і 2, оскільки електропневмораспределитель 15 після закінчення змащення прес-форм закритий в порожнині 12 пневмоциліндра 7 створюється вакуум під дією якого через трубопровід 32, відкритий електропневмоклапан 23 у вакуумному дозуючому пристрої 22 також створюється розрідження яке через трубопровід 24 з’єднаний з одного боку з тиглем 25, а з іншою з вакуумним дозуючим пристроєм 22 піднімає розплав з тигля 25 до тих пір, поки необхідна доза розплаву, яка визначається регулюванням датчика об'єму дози 27 не заповнить його. При спрацьовуванні датчика 27 спрацьовує і електропневмоклапан 23, що з’єднує порожнину 12 пневмоциліндра 7 і вакуумний дозуючий пристрій 22 з атмосферою, внаслідок чого підйом розплаву зупиняється і розплав що залишився в трубопроводі 24 під вагою тяжкості стікає в тигель 25, а у вакуумному дозуючому пристрої 22 залишається необхідна доза розплаву. При цьому трубопровід 24 приєднаний до вакуумного дозуючого пристрою вище датчика 27. Потім після повного зімкнення матриць 1 і 2 під час їх закриття планка 31 включає кінцевий вимикач 30 який відкриває клапан подачі розплаву 28 і через зливний лоток 5 29 розплав заливається в камеру пресування 26. Після цього відбувається запрессовка розплаву в прес-форму і після кристалізації матриці 1 і 2 розкриваються і цикл повторюється знову. При розкритті матриць 1 і 2 планка 31 відходить від кінцевого вимикача 30 клапан подачі розплаву 28 закривається для заповнення у вакуумний дозуючий пристрій 22 новою дози. Пропонований пристрій дозволяє автоматизувати трудомісткий процес змащення прес-форм і заливки розплаву в камеру пресування не збільшуючи циклу розкриття і закриття матриць. 29639 6
ДивитисяДодаткова інформація
Назва патенту англійськоюAutomatic device for lubrication of molds and filling of fusion at pressure die casting
Автори англійськоюPadierin Volodymyr Mykolaiovych, Halukh Volodymyr Ivanovych
Назва патенту російськоюАвтоматическое устройство для смазки пресс-форм и заливки расплава при литье под давлением
Автори російськоюПадерин Владимир Николаевич, Галух Владимир Иванович
МПК / Мітки
МПК: B22D 17/22
Мітки: змащення, прес-форм, заливки, автоматичний, розплаву, пристрій, тиском, литті
Код посилання
<a href="https://ua.patents.su/3-29639-avtomatichnijj-pristrijj-dlya-zmashhennya-pres-form-i-zalivki-rozplavu-pri-litti-pid-tiskom.html" target="_blank" rel="follow" title="База патентів України">Автоматичний пристрій для змащення прес-форм і заливки розплаву при литті під тиском</a>
Автоматичний пристрій для змащення прес-форм при литті під тиском
Номер патенту: 71781
Опубліковано: 15.12.2004
Автори: Іззєтов Надир Абдураманович, Галух Володимир Іванович, Гресько Олександр Павлович, Лук'янов Андрій Олександрович, Падєрін Володимир Миколайович
МПК: B22D 17/22
Мітки: автоматичний, тиском, пристрій, прес-форм, литті, змащення
Формула / Реферат:
Автоматичний пристрій для змащення прес-форм при литті під тиском, що містить дві матриці, розпорошувальний пристрій з бачком з мастильним складом і підоймовий механізм, прикріплений до матриць і до розпорошувального пристрою, що діє при переміщенні матриць, який відрізняється тим, що з метою заміни компресорів або загальних компресорних станцій, що споживають велику кількість електроенергії для забезпечення розпорошувального пристрою...
Пристрій для управління розливкою при литті під низьким тиском у разові форми
Номер патенту: 6074
Опубліковано: 29.12.1994
Автор: Ріо Беллосі
МПК: B22D 18/04
Мітки: тиском, розливкою, управління, разові, пристрій, форми, низьким, литті
Формула / Реферат:
1. Устройство для управления разливкой при литье под низким давлением в разовые формы, содержащее металлопривод, трубопровод подачи газа в тигель, датчик давления газа, установившегося в тигле, трубопровод выпуска газа, оснащенный клапаном, отличающееся тем, что, с целью интенсификации процесса литья оно снабжено датчиком уровня металла в металлопроводе, при этом клапан трубопровода выпуска газа выполнен управляемым от датчика давления...
Пристрій для сифонної заливки розплаву
Номер патенту: 6618
Опубліковано: 29.12.1994
Автори: Лапін Віталій Вікторович, Чепурний Анатолій Данилович, Литвиненко Олександр Віталійович, Шатуров Сергій Валентинович, Гріженко Ігор Миколайович
МПК: B22D 7/12
Мітки: пристрій, розплаву, сифонної, заливки
Формула / Реферат:
(57) Устройство для сифонной заливки расплава содержащее центровую изложницу поддон с сифонной проводкой и грязеуловитель отличающееся тем что грязеуловитель расположен между изложницей и поддоном и соединен с проходящей через него сифонной проводкой каналом диаметр которого составляет 1 2 1 4 диаметра каналов сифонной проводки а объем полости грязеуловителя равен 10 15 их объема.
Спосіб нанесення стійкого захисного покриття на формоутворюючі деталі прес-форм для лиття під тиском
Номер патенту: 43639
Опубліковано: 17.12.2001
Автори: Коваленко Ігор Васильович, Коваленко Дмитро Васильович, Коваленко Василь Опанасович
МПК: C23C 26/00
Мітки: стійкого, покриття, формоутворюючі, лиття, спосіб, тиском, нанесення, захисного, прес-форм, деталі
Формула / Реферат:
Спосіб нанесення стійкого захисного покриття на формоутворюючі деталі прес-форм для лиття під тиском, що включає термічне нанесення цього покриття, який відрізняється тим, що покриття наносять - плакують порошком металевого сплаву на формоутворюючі деталі з маловуглецевої сталі методом гарячого ізостатичного пресування в газостаті при температурі 1200°С і тиску 100 МПа з наступним інтерметалевим зміцненням.
Спосіб обробки розплаву металу при неперервному литті заготовок
Номер патенту: 40053
Опубліковано: 16.07.2001
Автори: Лепіхов Леонід Сергійович, Цуркін Володимир Миколайович, Різун Анатолій Романович, Грабовий Валерій Михайлович, Ващиленко Василь Іванович, Ісаєв Олег Борисович
МПК: B22D 11/114
Мітки: металу, спосіб, неперервному, заготовок, розплаву, литті, обробки
Формула / Реферат:
Спосіб обробки розплаву металу при неперервному литті заготовок, який включає подачу металу до кристалізатора прямокутного поперечного перерізу, надання металевій стрічці необхідної траєкторії руху та введення до розплаву холодильників у вигляді металевої стрічки під визначеним кутом щодо вертикальної осі кристалізатора та його широкої сторони, який відрізняється тим, що усередину розплаву через стрічку вводять електрогідравлічні ударні...
Попередній патент: Пристрій для запобігання виділенню неприємних запахів з унітаза
Наступний патент: Пристрій для автоматичного керування деревообробкою
Випадковий патент: Пристрій для вимірювання артеріального тиску "бартонометр таршинова"