Спосіб безперервної холодної прокатки тонких штаб на багатоклітьовому стані
Номер патенту: 80233
Опубліковано: 27.08.2007
Автори: Будніков Володимир Іванович, Медведєв Микола Петрович, Норка Сергій Петрович, Гарбер Едуард Олександрович, Ділігенський Євген Володимирович, Кожевникова Ірина Олександрівна, Побегайло Олег Андрійович, Шебаніц Едуард Миколайович, Климанчук Владислав Владиславович, Бойко Володимир Семенович
Формула / Реферат
1. Спосіб безперервної холодної прокатки тонких штаб на багатоклітьовому стані, що включає обтиснення штаб в кілька проходів із супутнім контролем шляхом виміру і/або розрахунку по математичних моделях ряду параметрів прокатки: відносних обтиснень по клітях, геометричних параметрів підкату й готового розкату, натягів штаб між клітями, опору деформації штаб на вході в стан і виході з кожної кліті, визначення для кожної ί-ї кліті за допомогою математичної моделі зони деформації довжини пластичної ділянки хпл, довжини зони відставання Хпл. відст. на цій ділянці і їхнього співвідношення
 , що характеризує положення нейтрального перерізу в зоні деформації, корегування на основі й за результатами контролю відносних обтиснень у клітях і натягів штаб між клітями до досягнення, насамперед, в останній кліті максимально можливого наближення до значення Хі=1, який відрізняється тим, що при прокатці тонких штаб на чотириклітьовому стані додатково контролюють шляхом виміру і/або розрахунку фактичну робочу потужність електродвигуна головного приводу 1-ї кліті і відносне обтиснення в цій кліті встановлюють, виходячи з умови завантаження цього електродвигуна в діапазоні 80-95% від максимального паспортного значення його потужності, диференціюють це обтиснення залежно від діапазонів товщини й сумарних відносних обтиснень штаб, які прокатують, відносне обтиснення в 4-й кліті встановлюють у межах 5-15%, а частину сумарного відносного обтиснення, що залишилася, розподіляють між 2-ю і 3-ю клітями порівну, припускаючи для 3-ї кліті відхилення від цієї умови у бік збільшення в ній відносного обтиснення не більше ніж на 15% від сумарного обтиснення в 2-й і 3-й клітях.
, що характеризує положення нейтрального перерізу в зоні деформації, корегування на основі й за результатами контролю відносних обтиснень у клітях і натягів штаб між клітями до досягнення, насамперед, в останній кліті максимально можливого наближення до значення Хі=1, який відрізняється тим, що при прокатці тонких штаб на чотириклітьовому стані додатково контролюють шляхом виміру і/або розрахунку фактичну робочу потужність електродвигуна головного приводу 1-ї кліті і відносне обтиснення в цій кліті встановлюють, виходячи з умови завантаження цього електродвигуна в діапазоні 80-95% від максимального паспортного значення його потужності, диференціюють це обтиснення залежно від діапазонів товщини й сумарних відносних обтиснень штаб, які прокатують, відносне обтиснення в 4-й кліті встановлюють у межах 5-15%, а частину сумарного відносного обтиснення, що залишилася, розподіляють між 2-ю і 3-ю клітями порівну, припускаючи для 3-ї кліті відхилення від цієї умови у бік збільшення в ній відносного обтиснення не більше ніж на 15% від сумарного обтиснення в 2-й і 3-й клітях.
2. Спосіб за п. 1, який відрізняється тим, що при прокатці з сумарним відносним обтисненням 70-79% штаб товщиною до 0,6 мм відносне обтиснення в 1-й кліті встановлюють у межах 36-38%.
3. Спосіб за п. 1, який відрізняється тим, що при прокатці з сумарним відносним обтисненням 60-69% штаб товщиною до 0,6 мм відносне обтиснення в 1-й кліті встановлюють у межах 26-28%.
4. Спосіб за п. 1, який відрізняється тим, що при прокатці з сумарним відносним обтисненням 50-59% штаб товщиною понад 1,4 мм відносне обтиснення в 1-й кліті встановлюють у межах 18-20%.
5. Спосіб за будь-яким з пп. 2-4, який відрізняється тим, що питомі натяги штаб на виході з 1-ї кліті встановлюють у діапазоні:
σ = (0,18 – 0,20) σ0,2,
де σ0,2 - умовна межа плинності штаб 1-ї кліті.
6. Спосіб за будь-яким з пп. 2-4, який відрізняється тим, що питомі натяги штаб на виході з 2-ї і 3-ї клітей встановлюють у діапазоні:
σ = (0,21 – 0,22) σ0,2 ί,
де σ0,2 ί - умовна межа плинності штаб на виході із кліті з номером “ ί “.
Текст
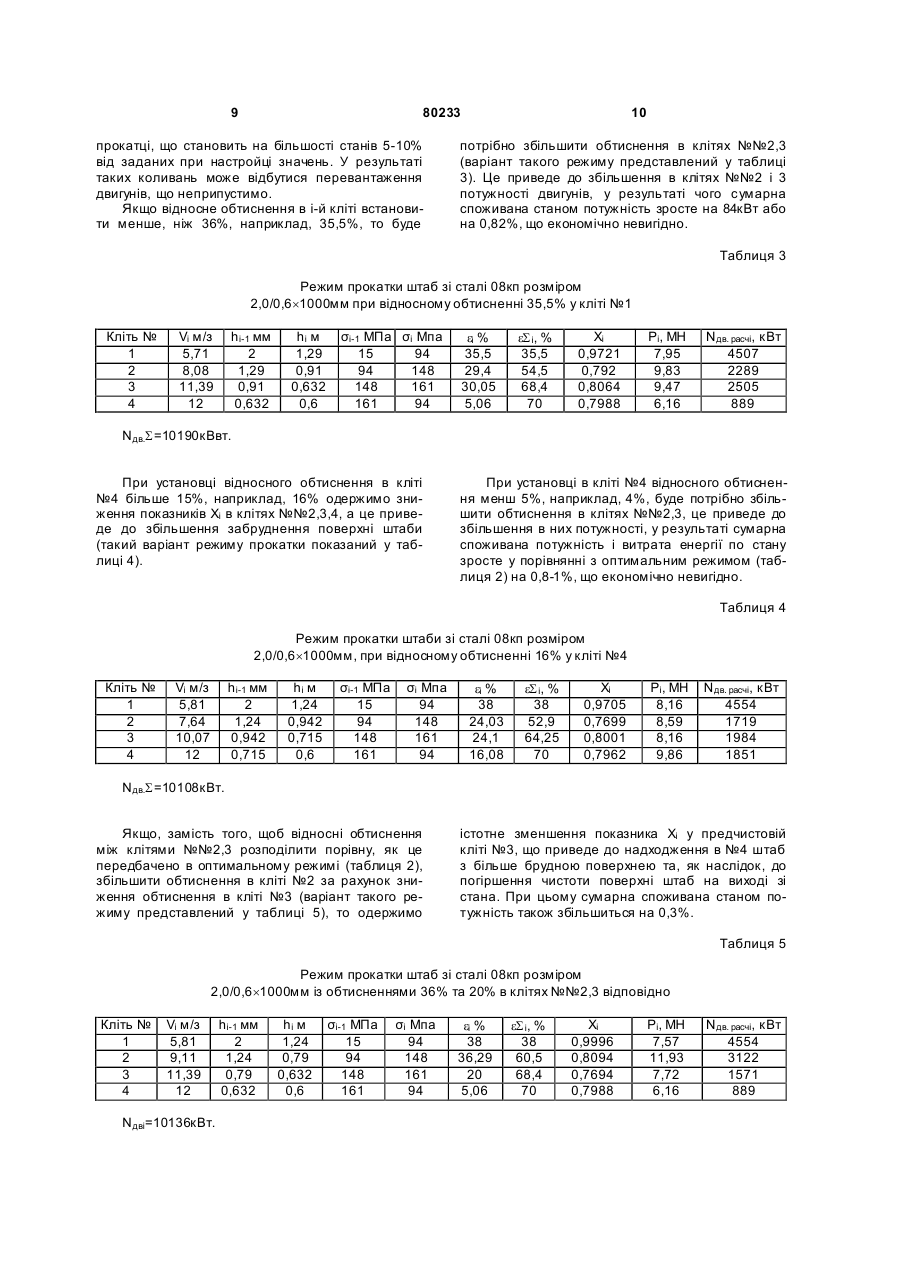
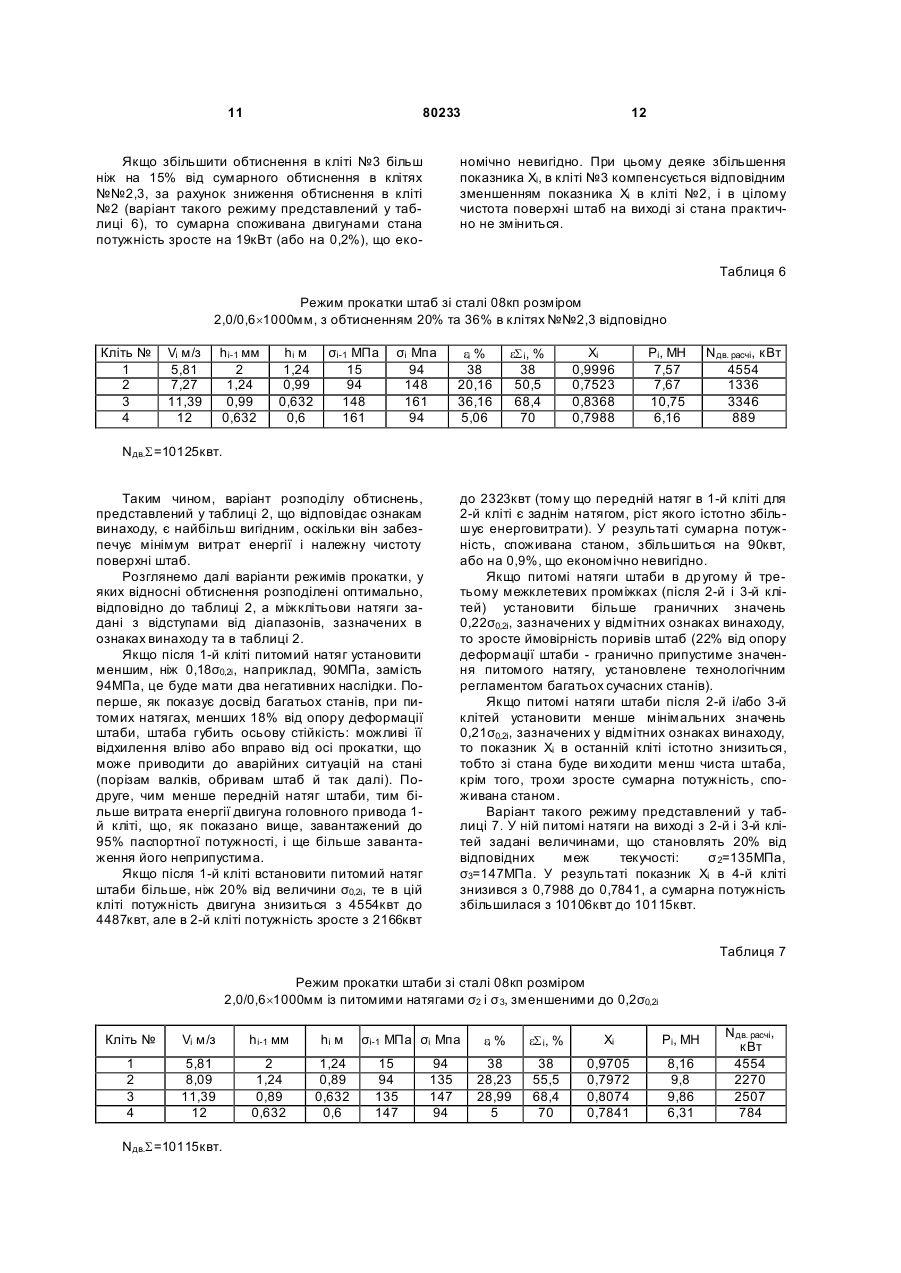
1. Спосіб безперервної холодної прокатки тонких штаб на багатоклітьовому стані, що включає обтиснення штаб в кілька проходів із супутнім контролем шляхом виміру і/або розрахунку по математичних моделях ряду параметрів прокатки: відносних обтиснень по клітях, геометричних параметрів підкату й го тового розкату, натягів штаб між клітями, опору деформації штаб на вході в стан і виході з кожної кліті, визначення для кожної ί-ї кліті за допомогою математичної моделі зони деформації довжини пластичної ділянки хпл, довжини зони відставання Хпл. відст. на цій ділянці і їхнього співвідношення 2 3 80233 4 6. Спосіб за будь-яким з пп. 2-4, який відрізняється тим, що питомі натяги штаб на виході з 2-ї і 3-ї клітей встановлюють у діапазоні: σ = (0,21 – 0,22) σ0,2 ί, де σ0,2 ί - умовна межа плинності штаб на виході із кліті з номером “ ί “. Винахід відноситься до технології прокатного виробництва в області чорної металургії, а саме до технології безперервної прокатки тонких штаб, і може бути використаним на чотирьохклітьових широкосмугових станах холодної прокатки. Відомий спосіб безперервної холодної прокатки тонких штаб на баготоклітьовому стані, що включає обтиснення штаб в кілька проходів із супутнім контролем шляхом виміру і/або розрахунку по математичних моделях ряду параметрів прокатки: відносних обтиснень по клітях, геометричних параметрів підкату і готового розкату, натягів штаб між клітями, визначення для кожної і-кліті, за допомогою математичної моделі зоні деформації, довжини пластичної ділянки хпл, довжини зони відставання хпл. відст на цій ділянці і їх співвідношення хпл.відст. Xi = , хпл. що характеризує положення нейтрального перерізу в зоні деформації, корегування на основі та за результатами цих дій відносних обтиснень у клітях і натягів штаб між клітями до досягнення, насамперед, в останній кліті максимально можливого наближення до значення Хі=1 [патент РФ №2238809, 2004р.], узятий за прототип). Однак описаний спосіб має ряд недоліків, чим більше в кліті з номером «i» значення Хi, тим більшу частину зони деформації займає зона відставання, у якій дотичні сили, прикладені до штаби з боку валків, спрямовані вперед по ходу прокатки. У результаті чого ці сили ефективно виносять із зони деформації механічні й жирові забруднення. При цьому, чим менше довжина зони випередження, у якій дотичні сили спрямовані в протилежну сторону, тим менше перешкод зустрічають на своєму шляху ці забруднення і тім ефективніше відбувається самоочищення зони деформації від бруду. При граничному значенні величини Χi=1, коли вся зона деформації складається тільки із зони відставання, забруднення виносяться з такої зони безперешкодно, і поверхня штаби виявляється найбільш чистою. На величину Хi, згідно описаного способу, впливають шляхом перерозподілу між клітями відносних і міжклітьових натягів, однак можливості цього перерозподілу обмежені технологічними й експлуатаційними факторами (гранично припустимим зусиллям прокатки й гранично припустимими максимальним і мінімальним значенням міжклітьових натягів), тому на практиці рідко вдається досягти в клітях максимального значення Хi=1, у першу чергу прагнуть максимально збільшити Χi в останній кліті, звідки виходить зі стана готова штаба. Однак дослідженнями встановлено, що збільшення Хi, поліпшуючи чистоту поверхні штаби, одночасно збільшує витрату енергії, яка витрачається на процес прокатки, тому що ця енергія витрачається тільки в зоні відставання, а в зоні випере дження штаба повертає валкам частину витраченої енергії. Тому щоб заощаджувати електроенергію й одночасно поліпшити чистоту поверхні штаби рекомендують [Э.А.Гарбер «Стани холодної прокатки», изд. Черметинформация и Череповецкий государственный университет, г. Череповец, 2004г., стр.92-103, 142, 200-208] у проміжних клітях багатоклітьового стану (на п'ятиклітьовому - це кліті №2 і №3), де витрата енергії звичайно більше, ніж в інших клітях, зменшують показник Χi, забезпечуючи тим самим економію енергії, а в останніх клітях, де витрата енергії звичайно менше (на п'ятиклітьовому стані - це кліті №4 і №5), збільшують показник Xi, тим самим поліпшуючи чистоту поверхні штаби безпосередньо на виході з безперервного багатоклітьового стана. Такий метод при числі робочих клітей п'ять і більше, забезпечує позитивний результат. Економія енергії в проміжних клітях перекриває її трохи підвищену ви трату в останніх клітях, приводячи в цілому по стану до економії енергії від 4 до 8%, при цьому деяке погіршення чистоти поверхні штаби на ви ході із проміжних клітей компенсується її поліпшенням в останніх клітях. У результаті готова штаба має чистоту поверхні, що відповідає вимогам стандартів [див. с 205-208 тієї ж книги]. Разом з тим, для стана із числом клітей менше п'яти, зокрема, для чотирьохклітьового стану, цей спосіб прокатки не дає належного ефекту. Тому що кліть №3 цього стану, з одного боку, є проміжною, отже, у ній, відповідно до цього способу, треба зменшувати показник Χi для економії енергії, а, з іншого боку, ця кліть є передчистовою і в ній для поліпшення чистоти поверхні штаби, згідно тому ж способу, треба збільшува ти показник Хi. Тому зазначений спосіб неможливо застосувати на чотирьохклітьовому стані холодної прокатки штаб. По-перше, у ньому не розглянуті можливості економії енергії за рахунок більше повного завантаження першої кліті безперервного стана, для якої на багатьох станах задають відносне обтиснення в тих же межах, що й у наступних клітях (від 20 до 32%), не враховуючи при цьому, що опір деформації металу, що не встиг одержати наклеп, у першій кліті на 30-50% менше, ніж у наступних клітях. По-друге, у ньому не зазначені конкретні для кожного міжклітьового проміжку діапазони питомих міжклітьових натягів, яки дозволяють не тільки зменшити імовірність обривів штаб, але й заощаджувати енергію, при одержанні належної чистоти поверхні штаби. Діапазон питомих міжклітьових натягів підраховується по формулі: σi=(0,18-0,22)σ0,2i, де σi - питомий натяг на виході з i-кліті; σ0,2i - опір деформації штаби на виході з i-кліті (як міра опору деформації при холодній прокатки 5 80233 використовують величину σ0,2i - умовна межа плинності). Однак ця формула не прив'язана до конкретних міжклітьових проміжку. Розрахунки по математичних моделях показали, що для економії енерговитрат і поліпшення чистоти поверхні штаби у першому міжклітьовому проміжку доцільно встановлювати натяг, близько до нижньої межі вище наведеної формули, а в останніх - близько до верхньої межі вище наведеної формули. Задачею винаходу є зниження енерговитрат при холодній прокатці штаб на чотирьохклітьовому безперервному стані, при одночасному забезпеченні належної чистоти поверхні штаб і зменшенні імовірності їх обривів. Поставлена задача вирішується тим, що в способі безперервної холодної прокатки тонких штаб на багатоклітьовому стані, що включає обтиснення штаб в кілька проходів із супутнім контролем шляхом виміру і/або розрахунку по математичних моделях параметрів прокатки: відносних обтиснень по клітях, геометричних параметрів підкату та готового розкату, натягів штаб між клітями, опору деформації штаб на вході в стан і виході з кожної кліті, визначення для кожної і-кліті, за допомогою математичної моделі зони деформації довжини пластичної ділянки хпл., довжини зони відставання хпл. відст. на цій ділянці і їх співвідношення хпл.відст. Xi = , хпл. що характеризує положення нейтрального перетину в зоні деформації, корегування на основі й за результатами цих дій відносних обтиснень у клітях і натягів штаб між клітями до досягнення, насамперед, в останній кліті максимально можливого наближення до значення Хі=1, відповідно до винаходу, при прокатці на чотирьохклітьовому стані додатково контролюють шляхом виміру і/або розрахунку фактичну робочу потужність електродвигуна головного привода першої кліті, і встановлюють відносне обтиснення в цій кліті, виходячи з умови завантаження цього електродвигуна в діапазоні 80-95% від максимального паспортного значення його потужності, диференціюють це обтиснення залежно від діапазонів товщини і сумарних відносних обтиснень штаб, яки прокатують, відносне обтиснення у четвертій кліті встановлюють у межах 5-15%, а частину сумарного відносного обтиснення, яка залишилася, розподіляють між другою та третьою клітями порівну, допускаючи для третьої кліті відхилення від цієї умови убік збільшення в ній відносного обтиснення не більше ніж на 15% від сумарного обтиснення в другій та третій клітях. Крім того, при прокатки із сумарним відносним обтисненням 70-79% штаб товщиною до 0,6 мм відносне обтиснення в першій кліті встановлюють у межах 36-38%. При прокатці із сумарним відносним обтисненням 60-69% штаб товщиною до 0,6мм відносне обтиснення в першій кліті встановлюють у межах 26-28%. При прокатці із сумарним відносним обтисненням 50-59% штаб товщиною понад 1,4 мм відносне обтиснення в першій кліті встановлюють у межах 18-20%. А пи 6 томі натяги штаб на виході з першої кліті встановлюють у діапазоні σі=(0,18-0,20)σ0,2і, де σ0,2і - умовна межа плинності штаб після першої кліті. Питомі натяги штаб на виході з другої та третьої клітей встановлюють у діапазоні σі=(0,21-0,22)σ0,2і, де σ0,2і - умовна межа плинності штаби на виході із кліті з номером «і». Сутність винаходу полягає в наступному. Зазначені в ньому кількісні значення відносних обтиснень і міжклітьових натягів штаб отримані з використанням нової математичної моделі процесу холодної прокатки, викладеної і обґрунтованої в згаданій вище [книзі Э.А.Гарбера (с.30-115)]. Її перевага складається у визначенні зусиль і потужності прокатки з погрішністю 5-7%, в 4-6 разів меншої, ніж за допомогою більшості інших відомих, у тому числі класичних моделей. Висока точність зазначеної моделі досягнута за рахунок наступних особливостей, що відрізняють її від більшості інши х моделей: 1. Контактні напруги у зоні деформації визначають з обліком не тільки пластичних, але й пружних ділянок зоні деформації, у яких, замість рівняння пластичності, використане рівняння дружності. 2. Витрата енергії і потужність процесу прокатки визначають з урахуванням роботи як нормальних, так і дотичних сил, протилежно спрямованих у зонах відставання й випередження. 3. Коефіцієнт тертя у зоні деформації більш вірогідно визначають з урахуванням реальних властивостей мастильно-охолодної рідини, рівня контактних напруг, шорсткості валків і швидкості прокатки. Висока точність зазначеної моделі, доведена надійними статистичними методами, дозволяє з її допомогою більш вірогідно визначати показник Хі, який характеризує положення нейтрального перетину у зоні деформації кожної робочої кліті, і завдяки цьому, варіюючи між клітями обтиснення й натягу, впливати на цей показник таким чином, щоб у четвертій кліті він був максимально можливо наближений до значенняХі=1; у третій кліті підбирати таке його значення, щоб, з одного боку, він був порівняно високим і забезпечував надходження в четверту кліть досить чистої штаби, з іншого боку, щоб у третій кліті цей показник не досягав максимально можливої величини, що викликало б витрату в цій кліті зайвої енергії; в другий кліті установлювати показник Χі можливо меншим, тому що ця кліть досить енергоємна і скорочення в ній витрат енергії компенсує деяке збільшення цих витрат в інши х клітях, а деяке погіршення ступеня очищення в ній поверхні штаби буде усун уте в третій та четвертій клітях. Ще одна перевага використовуваної у винаході нової моделі процесу холодної прокатки складається в більше точному, у порівнянні з іншими моделями, обліку впливу на потужність прокатки міжклітьових натягів. Установлені загальні діапазони питомих міжклітьових натягів, що не перевищують 22% від величин опору деформації штаб, гарантують відсутність обривів (за рахунок не менш, ніж п'ятикратного запасу напруг, що розтягують, щодо їхньої межі міцності на розрив). У той 7 80233 же час у винаході диференційовані діапазони натягів по клітях: після першої кліті (0,18-0,20)00,21, після другої та третьої клітей (0,21-0,22)σ0,2і, що дозволяє впливати на показники Χі цих клітей, досягаючи зазначених вище оптимальних значень цих показників. Таким чином, винахід реалізує принципово нову наукомістку те хнологію холодної прокатки штаб на безперервному чотирьохклітьовому стані, яка була б неможлива без використання нової математичної моделі процесу прокатки. Спосіб, відповідно до винаходу, дозволяє реалізувати такі пе 8 реваги в частині економії енергії, очищення поверхні штаб і зменшення імовірності їх обривів, котрі іншими способами прокатки реалізувати було б неможливо. Зазначені вище переваги пояснюються на конкретному прикладі реалізації способу безперервної холодної прокатки на чотирьохклітьовому стані «1700» штаб зі сталі марки 08кп шириною 1000мм, товщиною 0,6мм із підкату товщиною 2,0мм. Загальні діапазони відносних обтиснень в першій кліті цього стана, що рекомендують у формулі винаходу, приведені в таблиці 1. Таблиця 1 Діапазони відносних обтиснень для першої кліті стана Товщина прокату, Сумарне відносне обтиснення,% Відносне обтиснення в кліті мм №1,% 0,38-0,6 70-79 36-38 0,7-1,4 60-69 26-28 1,5-2,0 50-59 18-20 Група сортаменту 1 2 3 Відносне обтиснення в першій кліті, встановлено в межах, зазначених у таблиці 1, дозволяє забезпечити завантаження електродвигунів головної лінії привода цієї кліті на 80-95%. В таблиці 2 наведено конкретний приклад режиму прокатки, що реалізує всі ознаки винаходу: відносне обтиснення в першій кліті e1=38% відповідає діапазону 36-38%, відносне обтиснення в четвертій кліті e4=5% знаходиться в діапазоні 515%, частина сумарного обтиснення, яка залишилась, розподілена приблизно порівну між клітями №2 і №3: e2=28,23%, e3=28,99%, деяке перевищення обтиснення в кліті №3 не виходить за межу 15% від сумарного обтиснення в цих дво х клітях; питомий натяг на виході з першої кліті σ1=94МПа= 0,18 s0,21 , питомий натяг на виході із другої кліті σ2=148МПа= 0,22s 0,22 , питомий натяг на виході із третьої σ3=161МПа= 0,22s 0,23 . кліті становить Таблиця 2 Режим прокатки штаб зі сталі 08кп розміром 2,0/0,6´1000мм, що відповідає формулі винаходу Кліть № Vі м/з 1 5,81 2 8,09 3 11,39 4 12 hі-1 мм 2 1,24 0,89 0,632 hі м σ0,2і Мпа σі-1 МПа σі Мпа 1,24 524 15 94 0,89 673 94 148 0,632 733 148 161 0,6 758 161 94 eі % 38 28,23 28,99 5 eS і, % 38 55,5 68,4 70 Χі 0,9705 0,7857 0,8061 0,7988 Pi, ΜΗ Nдв. расчі, кВт 8,16 4554 9,63 2166 9,45 2497 6,16 889 Nдв.S=10106кВт. У таблиці 2 позначені: Vi - швидкість прокатки, hі-1 і hі, - товщини штаб на вході та виході з і-й кліті, eі - приватне відносне обтиснення в і-й кліті, eS і сумарне відносне обтиснення в і-й кліті, Рі, - зусилля прокатки в і-й кліті, σ0,2і - опір деформації (умовна межа плинності) штаби на виході з і-й кліті, Nдв. расчі - розрахункова потужність двигуна головного привода і-й кліті. Всі розрахункові величини, наведені в таблиці 2 і у всіх наступних таблицях (σі-1, σі, σ0,2і, Хі , Рі, Nдв. расчі), отримані по новій моделі процесу прокатки, і оскільки ця модель враховує додатково раніше не враховані фактори, ці величини є більше близькими до реального. При обтисненні в і-й кліті σі=38% завантаження двигуна її головного привода становить 4554кВт, тобто близько 95% від паспортної потужності, рівної 4800кВт, а сумарна потужність всіх двигунів Nдв.S=10106кВт. Будь-яке відхилення від діапазонів обтиснень і натягів, зазначених у відмітних ознаках винаходу, зменшує е фективність режиму прокатки, наведеного в таблиці 2. Так, якщо відносне обтиснення в і-й кліті встановити більше, ніж 38%, наприклад, 39%, то завантаження двигуна кліті перевищить 95% від паспортної потужності, це не дозволить компенсувати коливання обтиснень, натягів і швидкостей при 9 80233 прокатці, що становить на більшості станів 5-10% від заданих при настройці значень. У результаті таких коливань може відбутися перевантаження двигунів, що неприпустимо. Якщо відносне обтиснення в і-й кліті встановити менше, ніж 36%, наприклад, 35,5%, то буде 10 потрібно збільшити обтиснення в клітях №№2,3 (варіант такого режиму представлений у таблиці 3). Це приведе до збільшення в клітях №№2 і 3 потужності двигунів, у результаті чого сумарна споживана станом потужність зросте на 84кВт або на 0,82%, що економічно невигідно. Таблиця 3 Режим прокатки штаб зі сталі 08кп розміром 2,0/0,6´1000мм при відносному обтисненні 35,5% у кліті №1 Кліть № 1 2 3 4 Vі м/з 5,71 8,08 11,39 12 hі-1 мм 2 1,29 0,91 0,632 hі м 1,29 0,91 0,632 0,6 σі-1 МПа σі Мпа 15 94 94 148 148 161 161 94 eі % 35,5 29,4 30,05 5,06 eS і, % 35,5 54,5 68,4 70 Χі 0,9721 0,792 0,8064 0,7988 Pi, ΜΗ 7,95 9,83 9,47 6,16 Nдв. расчі, кВт 4507 2289 2505 889 Nдв.S=10190кВвт. При установці відносного обтиснення в кліті №4 більше 15%, наприклад, 16% одержимо зниження показників Хі в клітях №№2,3,4, а це приведе до збільшення забруднення поверхні штаби (такий варіант режиму прокатки показаний у таблиці 4). При установці в кліті №4 відносного обтиснення менш 5%, наприклад, 4%, буде потрібно збільшити обтиснення в клітях №№2,3, це приведе до збільшення в них потужності, у результаті сумарна споживана потужність і витрата енергії по стану зросте у порівнянні з оптимальним режимом (таблиця 2) на 0,8-1%, що економічно невигідно. Таблиця 4 Режим прокатки штаби зі сталі 08кп розміром 2,0/0,6´1000мм, при відносному обтисненні 16% у кліті №4 Кліть № 1 2 3 4 Vі м/з 5,81 7,64 10,07 12 hі-1 мм 2 1,24 0,942 0,715 hі м 1,24 0,942 0,715 0,6 σі-1 МПа 15 94 148 161 σі Мпа 94 148 161 94 eі % 38 24,03 24,1 16,08 eS і, % 38 52,9 64,25 70 Χі 0,9705 0,7699 0,8001 0,7962 Pi, ΜΗ 8,16 8,59 8,16 9,86 Nдв. расчі, кВт 4554 1719 1984 1851 Nдв.S=10108кВт. Якщо, замість того, щоб відносні обтиснення між клітями №№2,3 розподілити порівну, як це передбачено в оптимальному режимі (таблиця 2), збільшити обтиснення в кліті №2 за рахунок зниження обтиснення в кліті №3 (варіант такого режиму представлений у таблиці 5), то одержимо істотне зменшення показника Хі у предчистовій кліті №3, що приведе до надходження в №4 штаб з більше брудною поверхнею та, як наслідок, до погіршення чистоти поверхні штаб на виході зі стана. При цьому сумарна споживана станом потужність також збільшиться на 0,3%. Таблиця 5 Режим прокатки штаб зі сталі 08кп розміром 2,0/0,6´1000мм із обтисненнями 36% та 20% в клітях №№2,3 відповідно Кліть № 1 2 3 4 Vі м/з 5,81 9,11 11,39 12 Nдві=10136кВт. hі-1 мм 2 1,24 0,79 0,632 hі м 1,24 0,79 0,632 0,6 σі-1 МПа 15 94 148 161 σі Мпа 94 148 161 94 eі % 38 36,29 20 5,06 eS і, % 38 60,5 68,4 70 Χі 0,9996 0,8094 0,7694 0,7988 Pi, ΜΗ 7,57 11,93 7,72 6,16 Nдв. расчі, кВт 4554 3122 1571 889 11 80233 Якщо збільшити обтиснення в кліті №3 більш ніж на 15% від сумарного обтиснення в клітях №№2,3, за рахунок зниження обтиснення в кліті №2 (варіант такого режиму представлений у таблиці 6), то сумарна споживана двигунами стана потужність зросте на 19кВт (або на 0,2%), що еко 12 номічно невигідно. При цьому деяке збільшення показника Xi, в кліті №3 компенсується відповідним зменшенням показника Хі в кліті №2, і в цілому чистота поверхні штаб на виході зі стана практично не зміниться. Таблиця 6 Режим прокатки штаб зі сталі 08кп розміром 2,0/0,6´1000мм, з обтисненням 20% та 36% в клітях №№2,3 відповідно Кліть № 1 2 3 4 Vі м/з 5,81 7,27 11,39 12 hі-1 мм 2 1,24 0,99 0,632 hі м 1,24 0,99 0,632 0,6 σі-1 МПа 15 94 148 161 σі Мпа 94 148 161 94 eі % 38 20,16 36,16 5,06 eS і, % 38 50,5 68,4 70 Χі 0,9996 0,7523 0,8368 0,7988 Pi, ΜΗ 7,57 7,67 10,75 6,16 Nдв. расчі, кВт 4554 1336 3346 889 Nдв.S=10125квт. Таким чином, варіант розподілу обтиснень, представлений у таблиці 2, що відповідає ознакам винаходу, є найбільш вигідним, оскільки він забезпечує мінімум витрат енергії і належну чистоту поверхні штаб. Розглянемо далі варіанти режимів прокатки, у яких відносні обтиснення розподілені оптимально, відповідно до таблиці 2, а міжклітьови натяги задані з відступами від діапазонів, зазначених в ознаках винаходу та в таблиці 2. Якщо після 1-й кліті питомий натяг установити меншим, ніж 0,18σ0,2і, наприклад, 90МПа, замість 94MПa, це буде мати два негативних наслідки. Поперше, як показує досвід багатьох станів, при питомих натягах, менших 18% від опору деформації штаби, штаба губить осьову стійкість: можливі її відхилення вліво або вправо від осі прокатки, що може приводити до аварійних ситуацій на стані (порізам валків, обривам штаб й так далі). Подруге, чим менше передній натяг штаби, тим більше витрата енергії двигуна головного привода 1й кліті, що, як показано вище, завантажений до 95% паспортної потужності, і ще більше завантаження його неприпустима. Якщо після 1-й кліті встановити питомий натяг штаби більше, ніж 20% від величини σ0,2і, те в цій кліті потужність двигуна знизиться з 4554квт до 4487квт, але в 2-й кліті потужність зросте з 2166квт до 2323квт (тому що передній натяг в 1-й кліті для 2-й кліті є заднім натягом, ріст якого істотно збільшує енерговитрати). У результаті сумарна потужність, споживана станом, збільшиться на 90квт, або на 0,9%, що економічно невигідно. Якщо питомі натяги штаби в др угому й третьому межклетевих проміжках (після 2-й і 3-й клітей) установити більше граничних значень 0,22σ0,2і, зазначених у відмітних ознаках винаходу, то зросте ймовірність поривів штаб (22% від опору деформації штаби - гранично припустиме значення питомого натягу, установлене технологічним регламентом багатьох сучасних станів). Якщо питомі натяги штаби після 2-й і/або 3-й клітей установити менше мінімальних значень 0,21σ0,2і, зазначених у відмітних ознаках винаходу, то показник Хі в останній кліті істотно знизиться, тобто зі стана буде ви ходити менш чиста штаба, крім того, трохи зросте сумарна потужність, споживана станом. Варіант такого режиму представлений у таблиці 7. У ній питомі натяги на виході з 2-й і 3-й клітей задані величинами, що становлять 20% від відповідних меж текучості: σ 2=135МПа, σ3=147МПа. У результаті показник Хі в 4-й кліті знизився з 0,7988 до 0,7841, а сумарна потужність збільшилася з 10106квт до 10115квт. Таблиця 7 Режим прокатки штаби зі сталі 08кп розміром 2,0/0,6´1000мм із питомими натягами σ2 і σ 3, зменшеними до 0,2σ0,2і Кліть № Vі м/з hі-1 мм hі м 1 2 3 4 5,81 8,09 11,39 12 2 1,24 0,89 0,632 1,24 0,89 0,632 0,6 Nдв.S=10115квт. σі-1 МПа σі Мпа 15 94 135 147 94 135 147 94 eі % eS і, % Χі Pi, ΜΗ 38 28,23 28,99 5 38 55,5 68,4 70 0,9705 0,7972 0,8074 0,7841 8,16 9,8 9,86 6,31 Nдв. расчі, кВт 4554 2270 2507 784 13 80233 Таким чином, показано, що те хнічний результат винаходу (зниження енерговитрат при одержанні належної чистоти поверхні прокатаної шта Комп’ютерна в ерстка Т. Чепелев а 14 би) досягається при використанні технологічних параметрів прокатки в рекомендованих діапазонах, і тільки в цих діапазонах. Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of continuous cold rolling of thin strips on multi-stand mill
Автори англійськоюBoiko Volodymyr Semenovych, Shebanyts Eduard Mykolaiovych, Klymanchuk Vladyslav Vladyslavovych, Budnikov Volodymyr Ivanovych, Norka Serhii Petrovych, Pobehailo Oleh Andriiovych
Назва патенту російськоюСпособ непрерывной холодной прокатки тонких полос на многоклетьевом стане
Автори російськоюБойко Владимир Семенович, Шебаниц Эдуард Николаевич, Климанчук Владислав Владиславович, Будников Владимир Иванович, Норка Сергей Петрович, Побегайло Олег Андреевич
МПК / Мітки
МПК: B21B 37/46, B21B 37/48, B21B 1/22, B21B 37/00, B21B 37/16
Мітки: тонких, штаб, спосіб, багатоклітьовому, безперервної, стані, холодної, прокатки
Код посилання
<a href="https://ua.patents.su/7-80233-sposib-bezperervno-kholodno-prokatki-tonkikh-shtab-na-bagatoklitovomu-stani.html" target="_blank" rel="follow" title="База патентів України">Спосіб безперервної холодної прокатки тонких штаб на багатоклітьовому стані</a>
Спосіб холодної прокатки тонких і особливо тонких штаб на безперервних станах

Номер патенту: 21158
Опубліковано: 15.03.2007
Автори: Норка Сергій Петрович, Бочаров Володимир Віталійович, Бочаров Віталій Федорович, Бойко Володимир Семенович
МПК: B21B 1/04
Мітки: штаб, холодної, прокатки, безперервних, тонких, станах, особливої, спосіб
Формула / Реферат:
Спосіб холодної прокатки тонких й особливо тонких штаб на безперервних станах, який полягає в тому, що використовують робочі валки із шорсткою поверхнею бочок, який відрізняється тим, що на поверхні холоднокатаних штаб формують мікрорельєф з мікрозападинами шляхом прокатки в передостанній робочій кліті між бочками робочих валків, що мають шорстку поверхню у вигляді мікровиступів.
Спосіб безоправочної безперервної прокатки труб в багатоклітьовому стані
Номер патенту: 71668
Опубліковано: 15.12.2004
Автори: Гуляєв Юрій Геннадійович, Позументщиков Віктор Костянтинович, Гуляєва Наталія Юріївна, Шифрін Євген Іссайович, Друян Володимир Михайлович, Чуєв Анатолій Васильович, Івченков Сергій Іванович, Козловський Альфред Іванович
МПК: B21B 17/00
Мітки: стані, прокатки, труб, безперервної, спосіб, безоправочної, багатоклітьовому
Формула / Реферат:
Спосіб безоправочної безперервної прокатки труб в багатоклітьовому стані, що полягає у формозміні труби в двох останніх клітях стана з порядковими номерами (n-1) і n за схемою "овал - коло" при відсутності обтиснення по діаметру в n-ній кліті стана, який відрізняється тим, що у парі клітей із порядковими номерами (n-3) і (n-2) формозміну труби здійснюють за схемою "овал - коло" з деформацією по діаметру, а в клітях із...
Спосіб безперервної безоправочної поздовжньої прокатки труб в багатоклітьовому стані
Номер патенту: 77138
Опубліковано: 16.10.2006
Автори: Польський Георгій Миколайович, Шифрін Євген Ісайович, Шишо Юрій Георгійович, Овчинников Володимир Володимирович, Квітка Наталія Юріївна, Закопко Олександр Вікторович, Бражник Олег Володимирович, Ведовський Євген Леонідович, Шляхов Павло Олександрович, Козловський Альфред Іванович, Гуляєв Юрій Геннадійович
МПК: B21B 17/00
Мітки: труб, безоправочної, безперервної, спосіб, стані, багатоклітьовому, поздовжньої, прокатки
Формула / Реферат:
Спосіб безоправочної безперервної поздовжньої прокатки труб в багатоклітьовому стані з калібрами, що проточують роздільно, до встановлення валків в прокатну кліть, що полягає у послідовній деформації заготовки в кожній кліті стана валками з калібрами, при котрому овальність калібру кожної
Спосіб безоправочної безперервної поздовжньої прокатки труб в багатоклітьовому стані
Номер патенту: 73440
Опубліковано: 15.07.2005
Автори: Квітка Наталія Юріївна, Чуєв Анатолій Васильович, Юрковський Володимир Васильович, Івченков Сергій Іванович, Гуляєв Юрій Геннадійович, Козловський Альфред Іванович, Лозовий Віктор Іванович, Залесський Олександр Іванович, Шифрін Євген Ісайович
МПК: B21B 17/00
Мітки: стані, труб, поздовжньої, багатоклітьовому, безоправочної, прокатки, спосіб, безперервної
Формула / Реферат:
Спосіб безперервної безоправочної поздовжньої прокатки труб в багатоклітьовому стані, що полягає у послідовній деформації заготовки в кожній і-тій кліті стана валками з калібрами, за яким овальність () калібру кожної і-тої кліті стана вибирають в залежності від заданих величин часткового відносного обтиснення заготовки по діаметру (
Спосіб безперервного прокатування штаб

Номер патенту: 36976
Опубліковано: 16.04.2001
Автори: Штехно Олег Миколайович, Тилик Василь Трохимович, Ніколаєв Віктор Олександрович, Кудрин Володимир Іванович, Мовшович Вілорд Соломонович, Васильєв Олександр Геннадійович, Телюк Віктор Григорович
МПК: B21B 1/22
Мітки: штаб, безперервного, прокатування, спосіб
Текст:
...що переміщення натискних гвинтів по продуктиметрах у кожній кліті для додаткового обтиснення потовщених ділянок установлюють відповідно до формули: h V Si = K i Δh i ( n0 + n1 + n2 ш + H0 V B dh + 0,8 n 4 + n5 ), (1) L h де Si - додаткове переміщення натискних гвинтів у кліті; Кі – коефіцієнт, який ураховує розташування потовщеної ділянки штаби (передній кінець - Кп; шов - К ш; задній кінець - Кз); Dhi - абсолютне обтиснення; Н0 та h -...
Попередній патент: Фунгіцидна суміш та засіб, що містять похідну триазолопіримідну та дитіокарбамат, спосіб боротьби з патогенними грибами рису
Наступний патент: Залізовмісний брикет для металургійного виробництва
Випадковий патент: Спосіб очищення поверхонь води від плівок нафти та инафтопродуктів і установка для підготовки сорбенту для очищення поверхонь води від плівок нафти та нафтопродуктів