Спосіб одержання робочого шару деталі
Номер патенту: 41631
Опубліковано: 17.09.2001
Автори: Лаврентік Ольга Олександрівна, Гулаков Сергій Володимирович, Псарьова Ірина Сергіївна
Формула / Реферат
1. Спосіб одержання робочого шару деталі, що містить наплавлення на її поверхню шару з регламентованим розподілом властивостей, який відрізняється тим, що дугове наплавлення здійснюють на режимах, які забезпечують формування дискретних ділянок, після чого поверх цього шару наплавляють стрічковим електродом ще один суцільний шар з властивостями, які відрізняються від властивостей попереднього шару.
2. Спосіб по п.1 який відрізняється тим, що формування дискретних ділянок у процесі дугового наплавлення здійснюють за рахунок-поперечних коливань дротового електрода по синусоїдальному закону, при цьому період коливань дорівнює: Т=(k×А)/Vн, де k -коефіцієнт рівний 0,1-1; А - амплітуда поперечних коливань електрода, мм; Vн - швидкість наплавлення, мм/с.
Текст
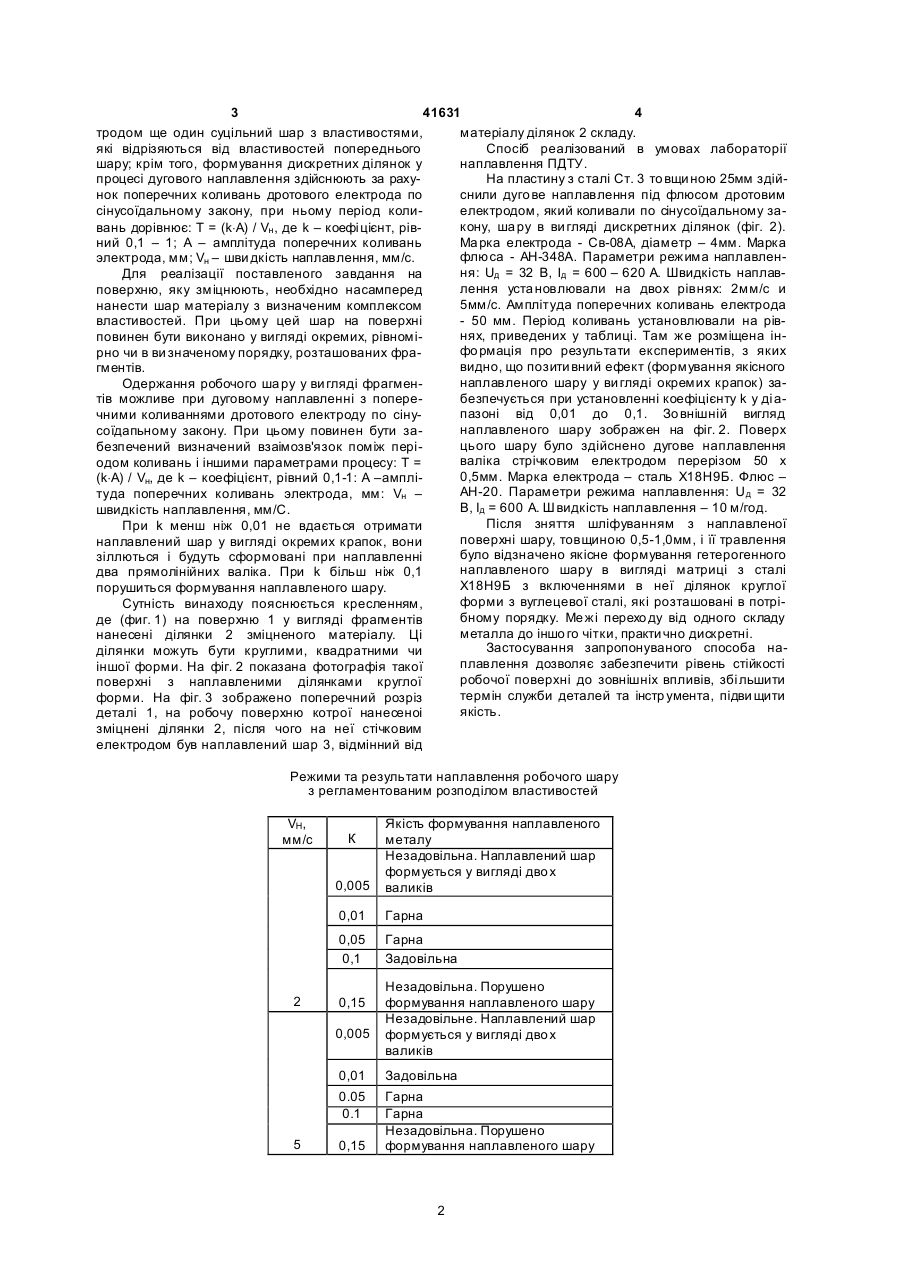
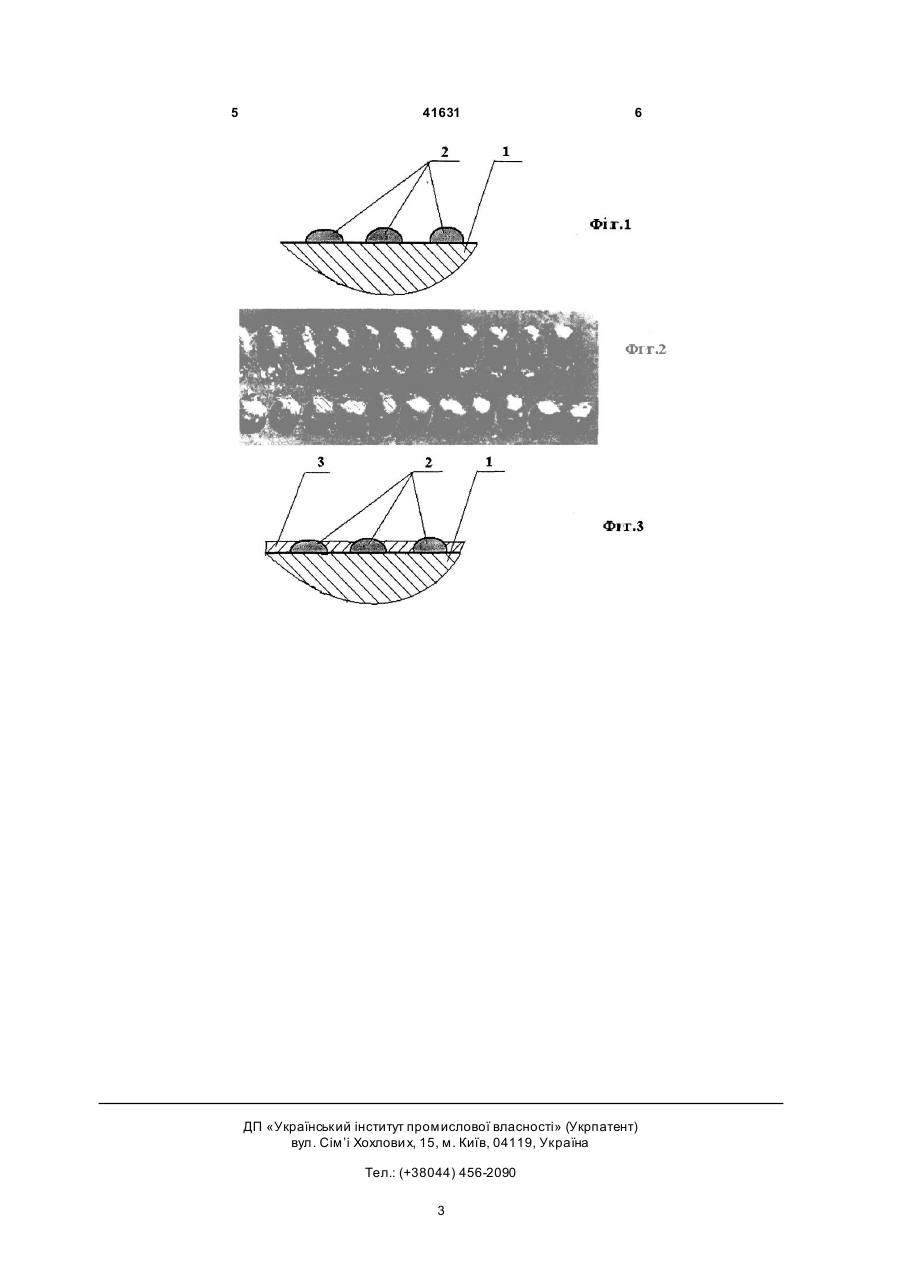
1. Спосіб одержання робочого шару деталі, що містить наплавлення на її поверхню шару з регламентованим розподілом властивостей, який відрізняється тим, що дугове наплавлення здійснюють на режимах, які забезпечують формування дискретних ділянок, після чого поверх цього шару 3 41631 4 тродом ще один суцільний шар з властивостями, матеріалу ділянок 2 складу. які відрізяються від властивостей попереднього Спосіб реалізований в умовах лабораторії шару; крім того, формування дискретних ділянок у наплавлення ПДТУ. процесі дугового наплавлення здійснюють за рахуНа пластину з сталі Ст. 3 товщи ною 25мм здійнок поперечних коливань дротового електрода по снили дуго ве наплавлення під флюсом дротовим сінусоїдальному закону, при ньому період колиелектродом, який коливали по сінусоїдальному закону, ша ру в ви гляді дискретних ділянок (фіг. 2). вань дорівнює: Т = (k×A) / Vн , де k – коефі цієнт, рівний 0,1 – 1; А – амплітуда поперечних коливань Ма рка електрода - Св-08А, діаметр – 4мм. Марка флюса - АН-348А. Параметри режима наплавленэлектрода, мм; Vн – шви дкість наплавлення, мм/с. ня: Uд = 32 В, Ід = 600 – 620 А. Швидкість наплавДля реалізації поставленого завдання на лення уста новлювали на двох рівнях: 2мм/с и поверхню, яку зміцнюють, необхідно насамперед 5мм/с. Амплітуда поперечних коливань електрода нанести шар матеріалу з визначеним комплексом властивостей. При цьому цей шар на поверхні - 50 мм. Період коливань установлювали на рівнях, приведених у таблиці. Там же розміщена інповинен бути виконано у вигляді окремих, рівноміфо рмація про результати експериментів, з яких рно чи в ви значеному порядку, розташованих фравидно, що позити вний ефект (формування якісного гментів. наплавленого шару у ви гляді окремих крапок) заОдержання робочого ша ру у ви гляді фрагментів можливе при дуговому наплавленні з поперебезпечується при установленні коефіцієнту k у ді апазоні від 0,01 до 0,1. Зо внішній вигляд чними коливаннями дротового електроду по сінунаплавленого шару зображен на фіг. 2. Поверх соїдапьному закону. При цьому повинен бути зацього шару було здійснено дугове наплавлення безпечений визначений взаімозв'язок поміж періваліка стрічковим електродом перерізом 50 х одом коливань і іншими параметрами процесу: Т = 0,5мм. Марка електрода – сталь Х18Н9Б. Флюс – (k×А) / Vн, де k – коефіцієнт, рівний 0,1-1: А –ампліАН-20. Параметри режима наплавлення: Uд = 32 туда поперечних коливань электрода, мм: Vн – В, Ід = 600 А. Швидкість наплавлення – 10 м/год. швидкість наплавлення, мм/С. Після зняття шліфуванням з наплавленої При k менш ніж 0,01 не вдається отримати поверхні шару, товщиною 0,5-1,0мм, і її травлення наплавлений шар у вигляді окремих крапок, вони було відзначено якісне формування гетерогенного зіллються і будуть сформовані при наплавленні наплавленого шару в вигляді матриці з сталі два прямолінійних валіка. При k більш ніж 0,1 Х18Н9Б з включеннями в неї ділянок круглої порушиться формування наплавленого шару. форми з вуглецевої сталі, які розташовані в потріСутність винаходу пояснюється кресленням, бному порядку. Ме жі перехо ду від одного складу де (фиг. 1) на поверхню 1 у вигляді фрагментів металла до іншо го чітки, практи чно дискретні. нанесені ділянки 2 зміцненого матеріалу. Ці Застосування запропонуваного способа наділянки можуть бути круглими, квадратними чи плавлення дозволяє забезпечити рівень стійкості іншої форми. На фіг. 2 показана фотографія такої робочої поверхні до зовнішніх впливів, збі льшити поверхні з наплавленими ділянками круглої термін служби деталей та інстр умента, підви щити форми. На фіг. 3 зображено поперечний розріз якість. деталі 1, на робочу поверхню котрої нанесеноі зміцнені ділянки 2, після чого на неї стічковим електродом був наплавлений шар 3, відмінний від Режими та результати наплавлення робочого шару з регламентованим розподілом властивостей VH, мм/с 0,005 0,01 Гарна 0,05 0,1 2 Якість формування наплавленого металу Незадовільна. Наплавлений шар формується у вигляді дво х валиків Гарна Задовільна К 0,15 0,005 Незадовільна. Порушено формування наплавленого шару Незадовільне. Наплавлений шар формується у вигляді дво х валиків 0,01 0.05 0.1 5 Задовільна Гарна Гарна Незадовільна. Порушено формування наплавленого шару 0,15 2 5 41631 6 ДП «Український інститут промислової власності» (Укрпатент) вул. Сім’і Хохлови х, 15, м. Київ, 04119, Україна Тел.: (+38044) 456-2090 3
ДивитисяДодаткова інформація
Автори англійськоюBurlaka Serhii Volodymyrovych, Hulakov Serhii Volodymyrovych, Psariova Iryna Serhiivna, Lavrentik Olha Oleksandrivna
Автори російськоюБурлака Сергей Владимирович, Гулаков Сергей Владимирович, Псарева Ирина Сергеевна, Лаврентик Ольга Александровна
МПК / Мітки
МПК: B23K 9/00, B21B 27/02
Мітки: одержання, робочого, шару, деталі, спосіб
Код посилання
<a href="https://ua.patents.su/3-41631-sposib-oderzhannya-robochogo-sharu-detali.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання робочого шару деталі</a>
Металева зв’язка для робочого шару абразивного інструменту
Номер патенту: 1313
Опубліковано: 25.03.1994
Автори: Кебко Володимир Павлович, Кізіков Ернст Дмитрович, Муровський Валерій Олександрович, Олейніков Борис Андрійович, Мельник Віталій Іванович, Ракіта Олександр Натанович
МПК: C22C 19/07, B24D 3/06
Мітки: інструменту, металева, шару, абразивного, робочого, зв'язка
Формула / Реферат:
Металлическая связка для рабочего слоя абразивного инструмента, содержащая кобальт и гидрид титана, отличающаяся тем, что, с целью повышения износостойкости абразивного инструмента и технологичности его изготовления, она дополнительно содержит молибден при следующем соотношении компонентов, мас.%:гидрид титана 6—12 молибден ...
Металева зв’язка для виготовлення робочого шару абразивного інструменту
Номер патенту: 14587
Опубліковано: 20.01.1997
Автори: Островський Леонід Леонтійович, Муровський Валерій Олександрович
МПК: C22C 19/07, B24D 3/06
Мітки: зв'язка, виготовлення, абразивного, інструменту, металева, шару, робочого
Формула / Реферат:
Металлическая связка для изготовления рабочего слоя абразивного инструмента, содержащая, по крайней мере, один металл из группы металлов: железо, никель, кобальт и молибден, отличающаяся тем, что она дополнительно содержит хром и медь, при следующем соотношении компонентов, мас.%:Хром 6-12Медь 0,5-1,5Молибден...
Склад для виготовлення робочого шару носія магнітного запису
Номер патенту: 10841
Опубліковано: 25.12.1996
Автори: Могильний Анатолій Федорович, Купач Микола Іванович, Лазарева Тетяна Григорівна, Тавлін Володимир Олександрович, Баришнікова Людмила Василівна
МПК: G11B 5/62
Мітки: виготовлення, магнітного, склад, запису, робочого, носія, шару
Формула / Реферат:
Состав для изготовления рабочего слоя носителя магнитной записи, включающий гамма-оксид железа, диспергатор - производные фосфорных кислот, антистатик - углерод технический, термопластичный полиуретан, жесткоцепное связующее, отвердитель - гексаметоксиметилмеламин, катализатор отверждения - п-додецилбензолсульфокислоту, органические растворители, отличающийся тем, что в качестве жесткоцепного связующего он содержит...
Металева зв’язка на основі міді для робочого шару алмазного інструменту
Номер патенту: 1324
Опубліковано: 25.03.1994
Автори: Зайченко Юрій Володимирович, Ракіта Олександр Натанович, Александров Віктор Адамович, Сердюк Віктор Митрофанович, Кізіков Ернст Дмитрович, Муровський Валерій Олександрович, Мельник Віталій Іванович
Мітки: основі, інструменту, шару, робочого, міді, зв'язка, алмазного, металева
Формула / Реферат:
Металлическая связка на основе меди для рабочего слоя алмазного инструмента, содержащая олово, гидрид титана и сплав никеля, отличающаяся тем, что, с целью повышения производительности инструмента и снижения расхода алмазов, в качестве сплава никеля она содержит сплав никеля (40 мас.%) с марганцем (60 мас.%) при следующем соотношении компонентов, мас.%:олово 13—18 гидрид...
Металева зв’язка на основі міді для робочого шару абразивного інструменту
Номер патенту: 1310
Опубліковано: 25.03.1994
Автори: Хімач Олег Васильович, Нємєц Віктор Михайлович, Кізіков Ернст Дмитрович, Ракіта Олександр Натанович, Кебко Володимир Павлович, Мельник Віталій Іванович, Муровський Валерій Олександрович, Петрін Олександр Сергійович
МПК: B24D 3/06, B24D 3/34, C22C 9/06
Мітки: зв'язка, металева, міді, основі, шару, інструменту, робочого, абразивного
Формула / Реферат:
Mеталлическая связка на основе меди для рабочего слоя абразивного инструмента, содержащая олово и гидрид титана, отличающаяся тем, что, с целью повышения износостойкости и производительности инструмента, она дополнительно содержит хромо-никелевую сталь и оксид неодима при следующем соотношении компонентов, мас.%:олово 15—20 гидрид титана...
Попередній патент: Спосіб одержання фталоціанінів низькотемпературною конденсацією о-фталодинітрилу
Наступний патент: Спосіб побудови шаблону спідниць
Випадковий патент: Спосіб підвищення росту та врожайності культурних рослин