Спосіб відновлення спрацьованих сталевих деталей
Номер патенту: 42596
Опубліковано: 10.07.2009
Автори: Пулька Чеслав Вікторович, Шаблій Олег Миколайович, Береженко Богдан Миколайович
Формула / Реферат
Спосіб відновлення спрацьованих сталевих деталей, що включає нагрівання деталі, заливання рідкого металу в тигель для з'єднання його з поверхнею деталі, яка підлягає відновленню, який відрізняється тим, що деталь нагрівають струмом частотою 200-40000 Гц, а рідкий метал заливають в тигель і одночасно перемішують пондемоторними силами, створеними струмом частотою 50-200 Гц.
Текст
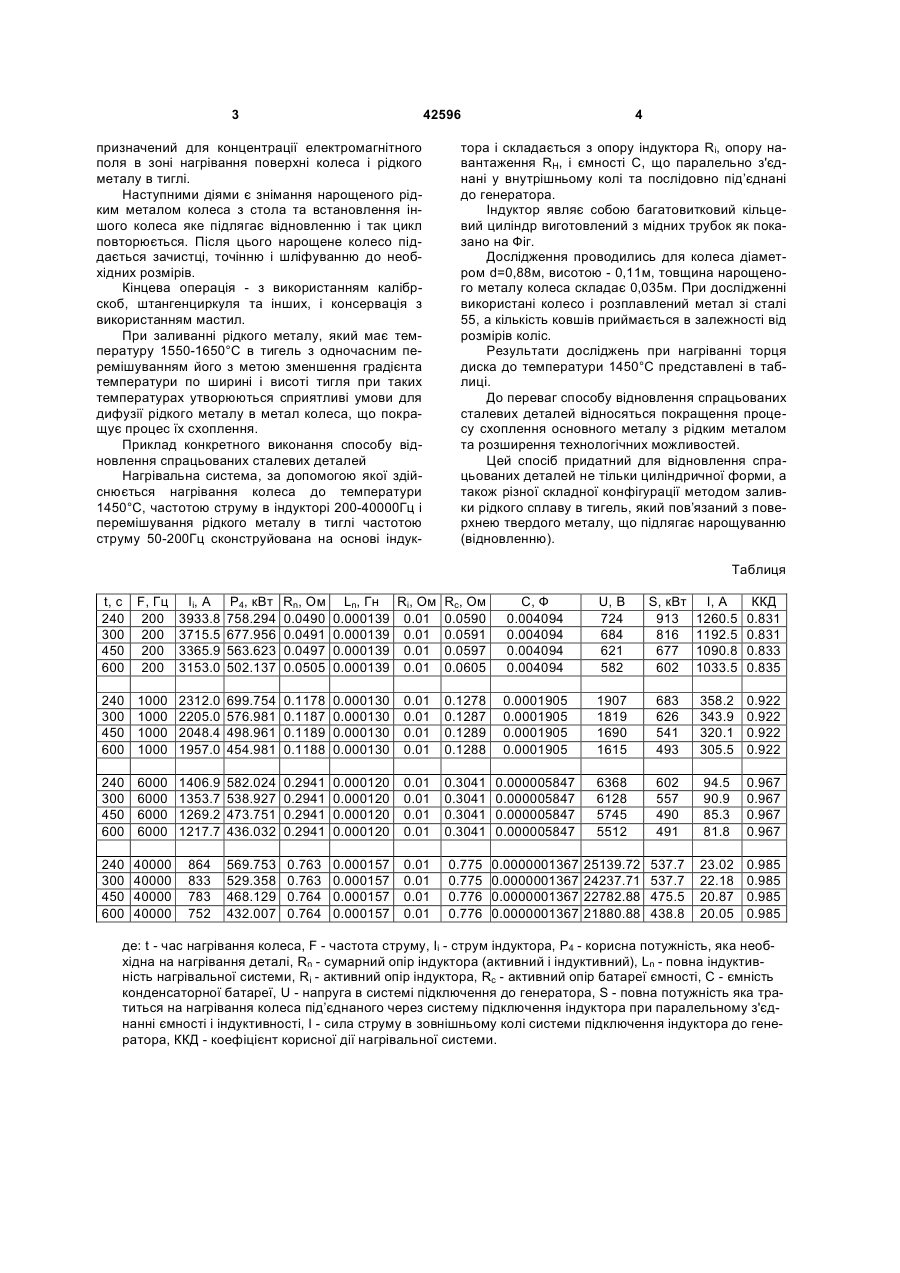
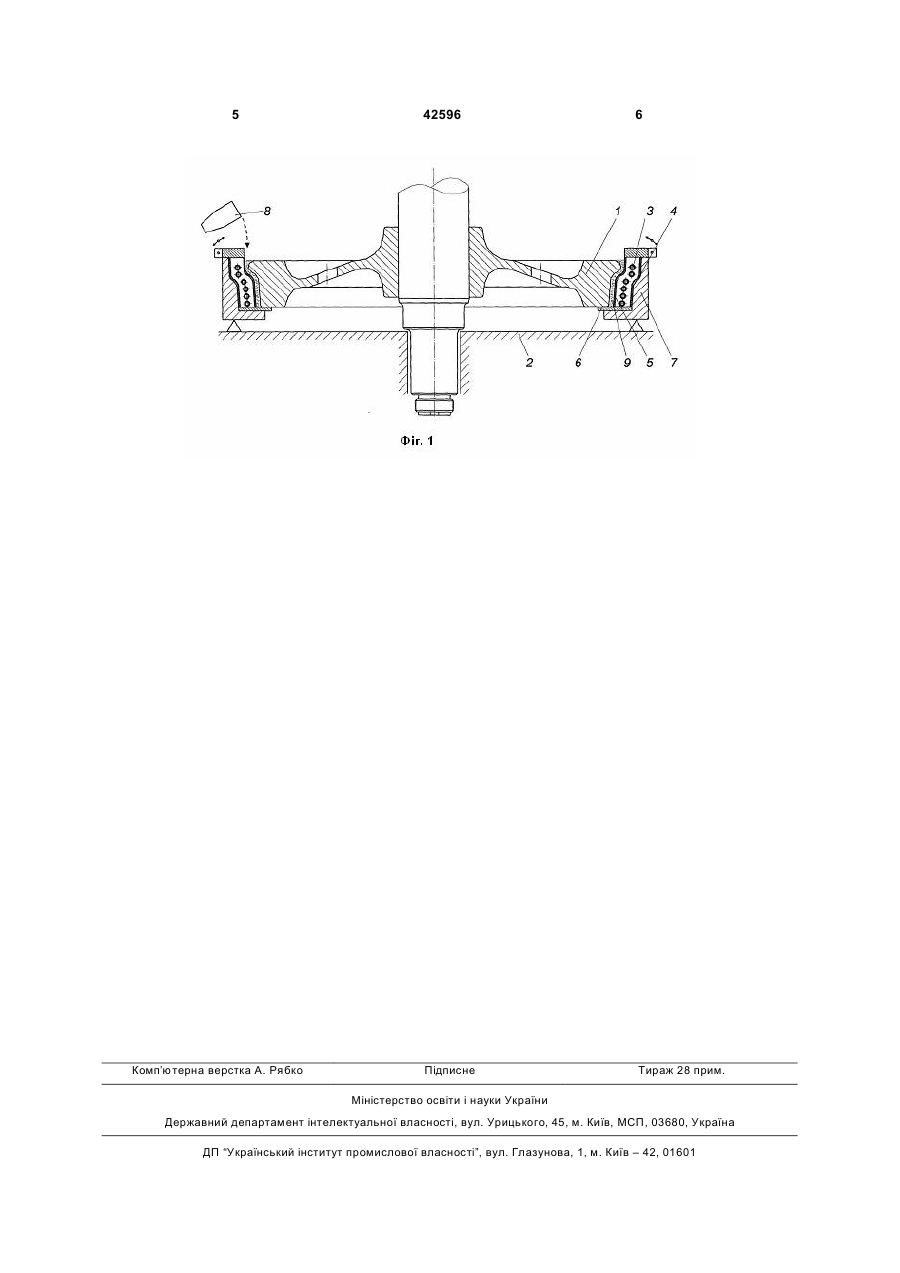
Спосіб відновлення спрацьованих сталевих деталей, що включає нагрівання деталі, заливання рідкого металу в тигель для з'єднання його з поверхнею деталі, яка підлягає відновленню, який відрізняється тим, що деталь нагрівають струмом частотою 200-40000Гц, а рідкий метал заливають в тигель і одночасно перемішують пондемоторними силами, створеними струмом частотою 50200Гц. (19) (21) u200901692 (22) 26.02.2009 (24) 10.07.2009 (46) 10.07.2009, Бюл.№ 13, 2009 р. (72) ШАБЛІЙ ОЛЕГ МИКОЛАЙОВИЧ, ПУЛЬКА ЧЕСЛАВ ВІКТОРОВИЧ, БЕРЕЖЕНКО БОГДАН МИКОЛАЙОВИЧ (73) ТЕРНОПІЛЬСЬКИЙ ДЕРЖАВНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ ІМЕНІ ІВАНА ПУЛЮЯ 3 42596 призначений для концентрації електромагнітного поля в зоні нагрівання поверхні колеса і рідкого металу в тиглі. Наступними діями є знімання нарощеного рідким металом колеса з стола та встановлення іншого колеса яке підлягає відновленню і так цикл повторюється. Після цього нарощене колесо піддається зачистці, точінню і шліфуванню до необхідних розмірів. Кінцева операція - з використанням калібрскоб, штангенциркуля та інших, і консервація з використанням мастил. При заливанні рідкого металу, який має температуру 1550-1650°С в тигель з одночасним перемішуванням його з метою зменшення градієнта температури по ширині і висоті тигля при таких температурах утворюються сприятливі умови для дифузії рідкого металу в метал колеса, що покращує процес їх схоплення. Приклад конкретного виконання способу відновлення спрацьованих сталевих деталей Нагрівальна система, за допомогою якої здійснюється нагрівання колеса до температури 1450°С, частотою струму в індукторі 200-40000Гц і перемішування рідкого металу в тиглі частотою струму 50-200Гц сконструйована на основі індук 4 тора і складається з опору індуктора Rі, опору навантаження RH, і ємності С, що паралельно з'єднані у внутрішньому колі та послідовно під’єднані до генератора. Індуктор являє собою багатовитковий кільцевий циліндр виготовлений з мідних трубок як показано на Фіг. Дослідження проводились для колеса діаметром d=0,88м, висотою - 0,11м, товщина нарощеного металу колеса складає 0,035м. При дослідженні використані колесо і розплавлений метал зі сталі 55, а кількість ковшів приймається в залежності від розмірів коліс. Результати досліджень при нагріванні торця диска до температури 1450°С представлені в таблиці. До переваг способу відновлення спрацьованих сталевих деталей відносяться покращення процесу схоплення основного металу з рідким металом та розширення технологічних можливостей. Цей спосіб придатний для відновлення спрацьованих деталей не тільки циліндричної форми, а також різної складної конфігурації методом заливки рідкого сплаву в тигель, який пов’язаний з поверхнею твердого металу, що підлягає нарощуванню (відновленню). Таблиця t, c F, Гц 240 200 300 200 450 200 600 200 Іі, А 3933.8 3715.5 3365.9 3153.0 P4, кВт 758.294 677.956 563.623 502.137 Rn, Ом 0.0490 0.0491 0.0497 0.0505 Ln, Гн 0.000139 0.000139 0.000139 0.000139 Rі, Ом 0.01 0.01 0.01 0.01 Rс, Ом 0.0590 0.0591 0.0597 0.0605 С, Ф 0.004094 0.004094 0.004094 0.004094 U, В 724 684 621 582 S, кВт 913 816 677 602 І, А 1260.5 1192.5 1090.8 1033.5 ККД 0.831 0.831 0.833 0.835 240 300 450 600 1000 1000 1000 1000 2312.0 2205.0 2048.4 1957.0 699.754 576.981 498.961 454.981 0.1178 0.1187 0.1189 0.1188 0.000130 0.000130 0.000130 0.000130 0.01 0.01 0.01 0.01 0.1278 0.1287 0.1289 0.1288 0.0001905 0.0001905 0.0001905 0.0001905 1907 1819 1690 1615 683 626 541 493 358.2 343.9 320.1 305.5 0.922 0.922 0.922 0.922 240 300 450 600 6000 6000 6000 6000 1406.9 1353.7 1269.2 1217.7 582.024 538.927 473.751 436.032 0.2941 0.2941 0.2941 0.2941 0.000120 0.000120 0.000120 0.000120 0.01 0.01 0.01 0.01 0.3041 0.3041 0.3041 0.3041 0.000005847 0.000005847 0.000005847 0.000005847 6368 6128 5745 5512 602 557 490 491 94.5 90.9 85.3 81.8 0.967 0.967 0.967 0.967 240 300 450 600 40000 40000 40000 40000 864 833 783 752 569.753 529.358 468.129 432.007 0.763 0.763 0.764 0.764 0.000157 0.000157 0.000157 0.000157 0.01 0.01 0.01 0.01 0.775 0.775 0.776 0.776 0.0000001367 0.0000001367 0.0000001367 0.0000001367 25139.72 24237.71 22782.88 21880.88 537.7 537.7 475.5 438.8 23.02 22.18 20.87 20.05 0.985 0.985 0.985 0.985 де: t - час нагрівання колеса, F - частота струму, Iі - струм індуктора, Р4 - корисна потужність, яка необхідна на нагрівання деталі, Rn - сумарний опір індуктора (активний і індуктивний), Ln - повна індуктивність нагрівальної системи, Ri - активний опір індуктора, Rс - активний опір батареї ємності, С - ємність конденсаторної батареї, U - напруга в системі підключення до генератора, S - повна потужність яка тратиться на нагрівання колеса під’єднаного через систему підключення індуктора при паралельному з'єднанні ємності і індуктивності, І - сила струму в зовнішньому колі системи підключення індуктора до генератора, ККД - коефіцієнт корисної дії нагрівальної системи. 5 Комп’ютерна верстка А. Рябко 42596 6 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of restoring worn steel components
Автори англійськоюShablii Oleh Mykolaiovych, Pulka Cheslav Viktorovych, Berezhenko Bohdan Mykolaiovych
Назва патенту російськоюСпособ восстановления изношенных стальных деталей
Автори російськоюШаблий Олег Николаевич, Пулька Чеслав Викторович, Береженко Богдан Николаевич
МПК / Мітки
МПК: B23K 13/00
Мітки: спрацьованих, спосіб, сталевих, відновлення, деталей
Код посилання
<a href="https://ua.patents.su/3-42596-sposib-vidnovlennya-spracovanikh-stalevikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення спрацьованих сталевих деталей</a>
Спосіб відновлення спрацьованих поверхонь сталевих деталей машин
Номер патенту: 25690
Опубліковано: 10.08.2007
Автор: Кучин Юрій Юрійович
МПК: B23P 6/00, B23K 9/04, C23C 4/12
Мітки: поверхонь, деталей, сталевих, відновлення, спрацьованих, машин, спосіб
Формула / Реферат:
Спосіб відновлення спрацьованих поверхонь сталевих деталей машин, що включає механічну обробку спрацьованої поверхні, нагрівання, газополуменеве напилення зносостійкого шару з подальшим оплавленням поверхні покриття, який відрізняється тим, що заздалегідь здійснюють електродугове наплавлення спрацьованої поверхні з урахуванням припуску на подальшу механічну обробку, яку проводять з заниженням номінального розміру деталі, потім здійснюють...
Спосіб відновлення спрацьованих внутрішніх циліндричних поверхонь деталей
Номер патенту: 60194
Опубліковано: 15.09.2003
Автори: Молодик Микола Володимирович, Хітров Ігор Олександрович, Кононогов Юрій Андрійович, Гринько Павло Васильович
МПК: B23P 6/00
Мітки: спрацьованих, поверхонь, спосіб, циліндричних, внутрішніх, деталей, відновлення
Формула / Реферат:
Спосіб відновлення спрацьованих внутрішніх циліндричних поверхонь деталей, який полягає в механічній обробці спрацьованої поверхні, нанесенні на неї полімерного матеріалу, вклеюванні ремонтної втулки в отвір, який відрізняється тим, що проводять фіксацію ремонтної втулки з наступним центруванням її в відновлювальному отворі, а вклеювання ремонтної втулки в відновлювальний отвір здійснюють в вакуумній камері.
Спосіб відновлення сталевих деталей
Номер патенту: 20750
Опубліковано: 07.10.1997
Автори: Коровайченко Юрій Миколайович, Тончева Ніна Миколаївна, Черновол Михайло Іванович
МПК: C21D 8/00
Мітки: сталевих, відновлення, спосіб, деталей
Формула / Реферат:
Спосіб відновлення сталевих деталей, включаючий попереднє та кінцеве термоциклювання, наплавку та пластичне деформування, який відрізняється тим, що перед і після наплавки з пластичним деформуванням деталь піддають комбінованій почерговій термоциклічній обробці з змінними параметрами: в інтервалі температур з швидкостями нагріву та охолодження 50°C/с; в інтервалі температур з швидкістю нагріву 100°C/с і охолодження 50°C/с, при цьому...
Спосіб відновлення порожнистих тіл обертання, спрацьованих по внутрішньому діаметру
Номер патенту: 8845
Опубліковано: 15.08.2005
Автори: Солових Євгеній Костянтинович, Аулін Віктор Васильович, Бобрицький Віталій Миколайович, Магопець Сергій Олександрович, Жулай Олександр Юрійович, Капелюшний Федір Михайлович, Калита Микола Миколайович
МПК: B23P 6/02
Мітки: порожнистих, внутрішньому, спосіб, тіл, спрацьованих, обертання, відновлення, діаметру
Формула / Реферат:
Спосіб відновлення порожнистих тіл обертання, спрацьованих по внутрішньому діаметру, при якому деталь, що відновлюється, розміщують в матрицю, нагрівають до температури 800-950°С з наступним охолодженням, який відрізняється тим, що для отримання необхідної якості відновлення геометрії внутрішньої поверхні та прискорення його процесу нагрівання проводиться електроконтактним методом, а охолодження - внутрішнім спреєром зі змінною інтенсивністю...
Спосіб відновлення спрацьованих циліндричних деталей
Номер патенту: 13143
Опубліковано: 28.02.1997
Автори: Тетянич Іван Костянтинович, Орлова Людмила Володимирівна
МПК: B23K 11/06, B23P 6/00
Мітки: циліндричних, спрацьованих, відновлення, спосіб, деталей
Формула / Реферат:
(57) Способ восстановления изношенных цилиндрических деталей, при котором на деталь наматывают металлическую ленту, длина которой соответствует длине окружности детали, и осуществляют контактную приварку ленты к детали по винтовой линии, отличающийся тем, что приваркой ленты ее края и стык соединяют с деталью сплошной шовной сваркой.