Спосіб виготовлення фасонних заготовок методом електрошлакового лиття з приплавленням
Номер патенту: 44021
Опубліковано: 10.09.2009
Автори: Полєщук Михайло Анатолійович, Шевцов Олексій Вікторович, Бородін Анатолій Іванович, Майданнік Володимир Якович
Формула / Реферат
Спосіб виготовлення фасонних заготовок методом електрошлакового лиття з приплавленням в кристалізаторі, згідно з яким завчасно виготовлені частини фасонної заготовки закріплюють в отворах кристалізатора, підключають піддон кристалізатора та витратний електрод до джерела струму, а приєднання завчасно виготовлених частин фасонної заготовки до її основної частини здійснюють в процесі виплавлення останньої, який відрізняється тим, що додатково до джерела струму через піддон підключають завчасно виготовлені частини фасонної заготовки.
Текст
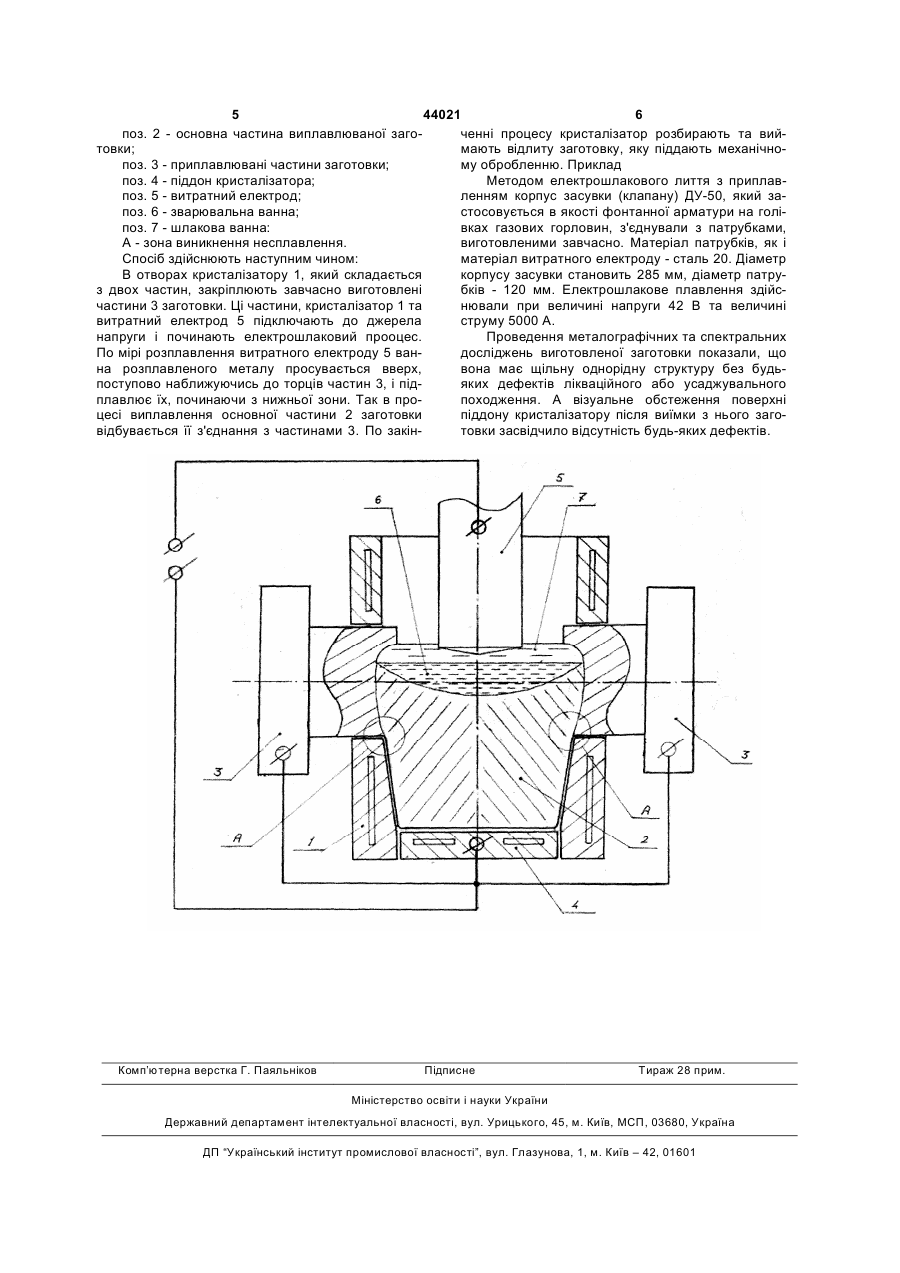
Спосіб виготовлення фасонних заготовок методом електрошлакового лиття з приплавленням в кристалізаторі, згідно з яким завчасно виготовлені частини фасонної заготовки закріплюють в отворах кристалізатора, підключають піддон кристалізатора та витратний електрод до джерела струму, а приєднання завчасно виготовлених частин фасонної заготовки до її основної частини здійснюють в процесі виплавлення останньої, який відрізняється тим, що додатково до джерела струму через піддон підключають завчасно виготовлені частини фасонної заготовки. (19) (21) u200904561 (22) 07.05.2009 (24) 10.09.2009 (46) 10.09.2009, Бюл.№ 17, 2009 р. (72) ПОЛЄЩУК МИХАЙЛО АНАТОЛІЙОВИЧ, МАЙДАННІК ВОЛОДИМИР ЯКОВИЧ, ШЕВЦОВ ОЛЕКСІЙ ВІКТОРОВИЧ, БОРОДІН АНАТОЛІЙ ІВАНОВИЧ (73) ПОЛЄЩУК МИХАЙЛО АНАТОЛІЙОВИЧ, МАЙДАННІК ВОЛОДИМИР ЯКОВИЧ, ШЕВЦОВ ОЛЕКСІЙ ВІКТОРОВИЧ, БОРОДІН АНАТОЛІЙ ІВАНОВИЧ 3 44021 4 супроводжуватися відриванням нижньої закристазаготовки, починаючи з нижньої зони, часто буває лізованої частини виливки від поверхні піддону недостатньо для ефективного їх підплавлення, кристалізатора, що призводить до порушення речерез що тут і виникають несплавлення та гарніжиму плавлення, і, як наслідок цього - до формусаж. вання непридатної до експлуатації виливки, або ж, В основу запропонованої корисної моделі пов кращому разі - до заготовки, яка потребує подаставлена задача підвищення ефективності спосольшого суттєвого механічного оброблення. бу виготовлення фасонних заготовок методом Це явище обумовлене згаданою схемою електрошлакового лиття з приплавленням шляхом Струмопідведення, за якою до джерела струму удосконалення схеми струмопідведення, зокрема, підключають піддон кристалізатору та електрод. шляхом додаткового підключення до джерела Так, в процесі плавлення витратного електроду і струму завчасно виготовлених частин заготовки, в по мірі просування ванни розплавленого металу результаті чого забезпечується їх ефективне розізнизу доверху відбувається поступова кристалізагрівання, а у разі відриву нижньої частини виливки ція виливки. Процес кристалізації супроводжується від поверхні піддону змінюється траєкторія протіоб"ємним усаджуванням виливки зі скороченням її кання струму і унеможливлюється виникнення між розмірів в усіх напрямках. Слід зазначити, що для цими поверхнями електричної дуги, яка пошкопроцесів виготовлення деталей, за яких в процесі джує піддон. електрошлакового виплавлення основної частини Поставлена задача вирішується за рахунок тодеталі відбувається її з"єднання з частинами, жорго, що в способі виготовлення фасонних заготовок стко закріпленими в кристалізаторі, процес усаметодом електрошлакового лиття з приплавленджування має свою специфіку. Вона полягає у ням в кристалізаторі, згідно якого завчасно вигототому, що закристалізований метал жорстко зафіквлені частини фасонної заготовки закріплюють в сованих частин, які знаходяться у верхній частині отворах кристалізатору, підключають піддон крискристалізатору, стримує усаджування частини виталізатору та витратний електрод до джерела ливки, яка знаходиться нижче зафіксованих часструму, а приєднання завчасно виготовлених частин. Іншими словами, цей закристалізований метин фасонної заготовки до її основної частини тал "блокує" просування виливки у вертикальному здійснюють в процесі виплавлення останньої, згіднапрямку, через що нижня частина виливки, яка но до корисної моделі, додатково до джерела саме перебуває у стадії усаджування, просто відструму через піддон підключають завчасно вигоривається від поверхні піддону кристалізатору. В товлені частини фасонної заготовки. момент відриву може порушитися режим плавленТехнічний результат, що досягається в процесі ня, що призведе до появи різних негативних явищ, здійснення запропонованого способу, обумовлеяк-то виникнення електричної дуги між під’єднаним ний ознаками, які відрізняють його від ознак подібдо джерела струму піддоном і самою випивкою, них технологій виготовлення фасонних деталей, протікання струму через кристалізатор тощо. описаних згідно відомого рівня техніки, зокрема, у За прототип корисної моделі прийнятий спосіб джерелі інформації, прийнятому за прототип. виготовлення фасонних заготовок методом електВідмінністю технічного рішення є те, що електрошлакового лиття з приплавленням в кристалізаричний ланцюг, який має місце у відомій технології торі, згідно якого завчасно виготовлені частини 1 передбачає протікання струму між піддоном крифасонної заготовки закріплюють в отворах криссталізатору та витратним електродом, доповнений талізатору, підключають піддон кристалізатору та додатковим відгалуженням до жорстко зафіксовавитратний електрод до джерела струму, а приєдних приплавлюваних частин фасонної заготовки. нання завчасно виготовлених частин фасонної Це відгалуження практично є джерелом додаткозаготовки до її основної частини здійснюють в вого тепловкладення в приплавлювані частини. процесі виплавлення останньої [журнал «СовреПротікання струму через „холодні" частини заготоменная єлектрометаллургия», № 3, 2007, с. 12-14]. вки забезпечує їх інтенсивне розігрівання протягом Цьому процесу властиві ті ж недоліки, що і всього процесу виготовлення деталі, вони перебувищезазначеним технологіям - порушення режиму вають в умовах, котрі можна уподібнити до умов, в плавлення, спричинене згаданою схемою струмояких знаходиться витратний електрод. Через це підведення. підплавлення торців закріплених частин і з'єднанДо цього слід додати ще один недолік - неня їх з основною частиною заготовки відбуваєтся у сплавлення та наявність гарнісажу в нижній зоні високотемпературному режимі, при якому вірогіджорстко зафіксованих в отворах кристалізатору ність виникнення несплавлень чи гарнісажу звочастин заготовки, причому вірогідність виникнення диться до мінімуму. цього явища зростає зі збільшенням маси приплаДодаткове відгалуження надає ще одну перевлюваних частин. Причиною несплавлень є все та вагу запропонованому способу - змогу уникнути ж схема струмопідведення. Це явище зумовлене порушення режиму плавлення у разі відриву нижсуттєвою різницею між температурою розплавленьої поверхні ливарної заготовки від піддону крисного металу основної частини заготовки, яка виталізатора. При виникненні такої ситуації струм плавляється, і температурою закріплених в крисматиме можливість протікати через закріплені в талізаторі частин. Останні є набагато кристалізаторі частини заготовки, і динаміка прохолоднішими, ніж розплавлена маса основної часцесу при цьому не порушиться. тини заготовки, тому для свого розплавлення поСуть запропонованої технології можна пояснитребують значних витрат теплової енергії. Та темти за допомогою наведеного креслення, на якому ператури розплаву, який, по мірі просування зображено: ванни, поступово „охвачує" торці холодних частин поз. 1 - кристалізатор; 5 44021 6 поз. 2 - основна частина виплавлюваної загоченні процесу кристалізатор розбирають та вийтовки; мають відлиту заготовку, яку піддають механічнопоз. 3 - приплавлювані частини заготовки; му обробленню. Приклад поз. 4 - піддон кристалізатора; Методом електрошлакового лиття з приплавпоз. 5 - витратний електрод; ленням корпус засувки (клапану) ДУ-50, який запоз. 6 - зварювальна ванна; стосовується в якості фонтанної арматури на голіпоз. 7 - шлакова ванна: вках газових горловин, з'єднували з патрубками, А - зона виникнення несплавлення. виготовленими завчасно. Матеріал патрубків, як і Спосіб здійснюють наступним чином: матеріал витратного електроду - сталь 20. Діаметр В отворах кристалізатору 1, який складається корпусу засувки становить 285 мм, діаметр патруз двох частин, закріплюють завчасно виготовлені бків - 120 мм. Електрошлакове плавлення здійсчастини 3 заготовки. Ці частини, кристалізатор 1 та нювали при величині напруги 42 В та величині витратний електрод 5 підключають до джерела струму 5000 А. напруги і починають електрошлаковий прооцес. Проведення металографічних та спектральних По мірі розплавлення витратного електроду 5 вандосліджень виготовленої заготовки показали, що на розплавленого металу просувається вверх, вона має щільну однорідну структуру без будьпоступово наближуючись до торців частин 3, і підяких дефектів лікваційного або усаджувального плавлює їх, починаючи з нижньої зони. Так в пропоходження. А візуальне обстеження поверхні цесі виплавлення основної частини 2 заготовки піддону кристалізатору після виїмки з нього заговідбувається її з'єднання з частинами 3. По закінтовки засвідчило відсутність будь-яких дефектів. Комп’ютерна верстка Г. Паяльніков Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of producing shaped billets by method of electroslag casting with fusion
Автори англійськоюPolieschuk Mykhailo Anatoliiovych, Maidannik Volodymyr Yakovych, Shevtsov Oleksii Viktorovych, Borodin Anatolii Ivanovych
Назва патенту російськоюСпособ изготовления фасонных заготовок методом электрошлакового литья с приплавлением
Автори російськоюПолещук Михаил Анатольевич, Майданник Владимир Яковлевич, Шевцов Алексей Викторович, Бородин Анатолий Иванович
МПК / Мітки
МПК: B21J 13/00
Мітки: спосіб, лиття, електрошлакового, методом, приплавленням, фасонних, виготовлення, заготовок
Код посилання
<a href="https://ua.patents.su/3-44021-sposib-vigotovlennya-fasonnikh-zagotovok-metodom-elektroshlakovogo-littya-z-priplavlennyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення фасонних заготовок методом електрошлакового лиття з приплавленням</a>
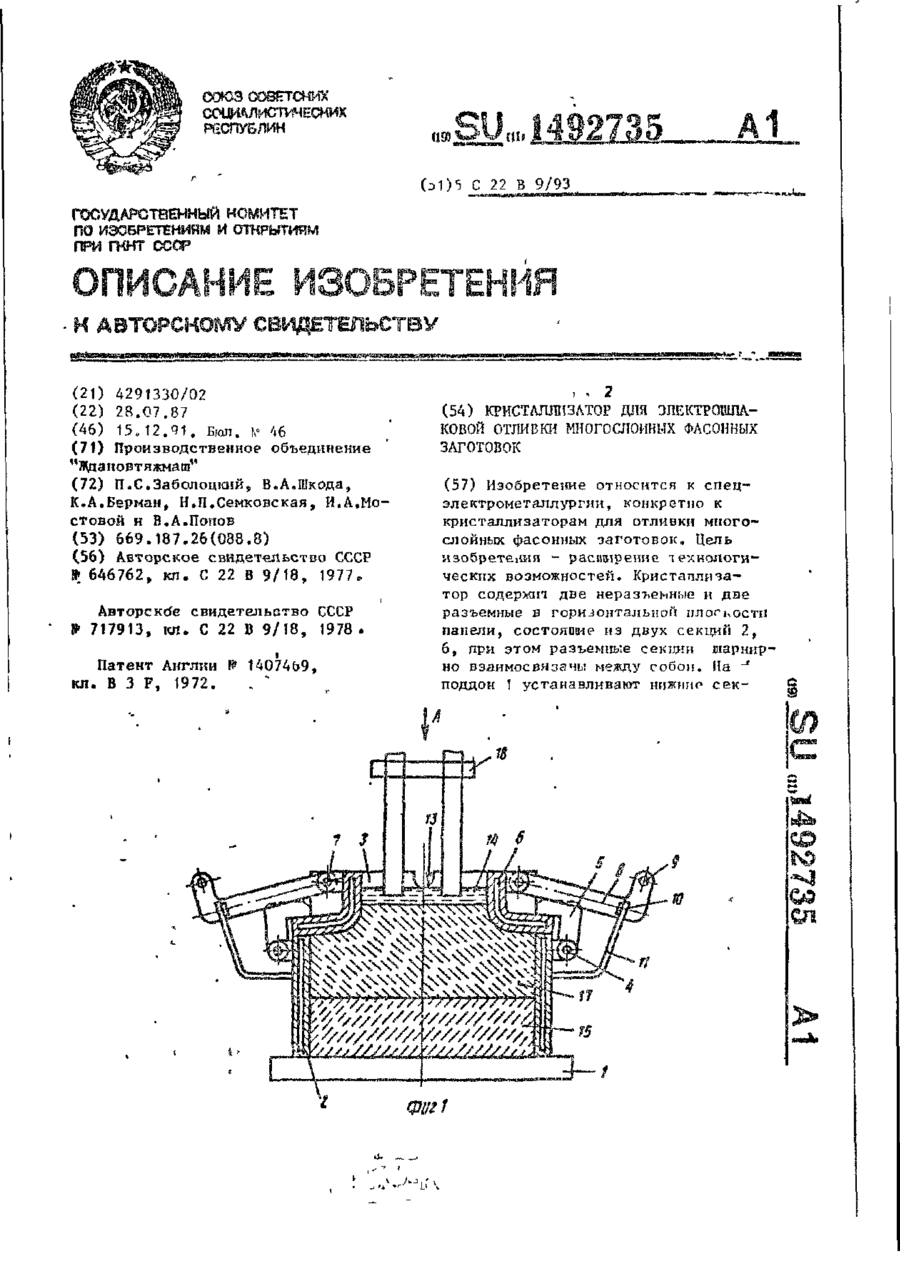
Кристалізатор для електрошлакового литва багатошарових фасонних заготовок
Номер патенту: 16431
Опубліковано: 29.08.1997
Автори: Берман Кирилл Адольфович, Заболоцький Петро Степанович, Семковська Наталя Парфеніївна, Шкода Віталій Антонович, Попов Валентин Андрійович, Мостовий Ігор Антонович
МПК: C22B 9/18
Мітки: заготовок, електрошлакового, кристалізатор, литва, багатошарових, фасонних
Формула / Реферат:
Кристаллизатор для электрошлаковой отливки многослойных фасонных заготовок, содержащий две неразъемные и две разъемные в горизонтальной плоскости панели, отличающийся тем, что, с целью расширения технологических возможностей, разъемные панели выполнены из двух секций, соединенных друг с другом шарнир-1 но, при этом нижние секции снабжены кронштейнами с пазами, а верхние секции - шарнирными рычагами с упорами, взаимодействующими с...
Спосіб безперервного лиття заготовок дорнового типу
Номер патенту: 79724
Опубліковано: 10.07.2007
Автори: Хорошилов Олег Миколайович, Шатагін Олег Олександрович, Пономаренко Ольга Иванівна
МПК: B22D 11/16, B22D 11/00
Мітки: лиття, спосіб, безперервного, типу, дорнового, заготовок
Формула / Реферат:
Спосіб безперервного лиття заготовок дорнового типу, який включає заливання рідкого металу з проміжного ковша в металоприймач машини безперервного лиття, циклічне витягування заготовки з кристалізатора машини безперервного лиття та її порізку на заготовки однакової довжини, який відрізняється тим, що зусилля витягування заготовки з кристалізатора машини безперервного лиття (P), при її циклічному русі, підтримують в інтервалі P = k · pP, де k...
Спосіб безперервного лиття заготовок
Номер патенту: 26336
Опубліковано: 10.09.2007
Автори: Хорошилов Олег Миколаевич, Шатагін Олег Олександрович, Пономаренко Ольга Иванівна
МПК: B22D 11/00
Мітки: лиття, безперервного, заготовок, спосіб
Формула / Реферат:
1. Спосіб безперервного лиття заготовок, при якому вводять затравки в кристалізатор, подають в металоприймач розплав та здійснюють циклічний рух заготовки з кристалізатора, який відрізняється тим, що в нерухомому кристалізаторі заготовка рухається як в зворотному, так і в прямому напрямках.2. Спосіб за п. 1, який відрізняється тим, що в рамках одного циклічного руху заготовка з кристалізатора впродовж часу t1 знаходиться в стані паузи,...
Машина горизонтального безперервного лиття заготовок
Номер патенту: 79415
Опубліковано: 11.06.2007
Автори: Руденко Анатолій Олександрович, Сварник Іван Олександрович, Хорошилов Олег Миколайович, Шатагін Олег Олександрович, Пономаренко Ольга Иванівна
МПК: B22D 11/045
Мітки: лиття, горизонтального, заготовок, безперервного, машина
Формула / Реферат:
Машина горизонтального безперервного лиття заготовок, яка містить металоприймач розплаву, кристалізатор, графітову втулку кристалізатора (ГВК) з металевим водоохолоджуваним кожухом, тягнучий вузол та вузол розподілу заготовки на задану довжину, яка відрізняється тим, що у металоприймачі донне місце для приймання нових порцій розплаву підняте до рівня верхньої твірної лінії графітової втулки кристалізатора та відокремлене буртом від...
Спосіб отримання мірних та кратних заготовок на однострумковій машині безперервного лиття заготовок

Номер патенту: 20239
Опубліковано: 15.07.1997
Автори: Акулов Валєрій Володимирович, Кац Григорій Аронович, Каплан Володимир Нусійович, Ларіонов Олександр Олексійович
МПК: B22D 11/16
Мітки: машини, мірних, безперервного, спосіб, однострумковій, отримання, заготовок, лиття, кратних
Формула / Реферат:
Способ получения мерных и кратных заготовок на одноручьевой машине непрерывного литья заготовок, включающий измерение массы металла в промежуточном ковше и пересчет ее в длину слитка в соответствии с сечением кристаллизатора, измерение текущей длины слитка, измерение текущей мерной длины заготовки и выдачу команды на рез при совпадении заданной и текущей мерных длин, отличающийся тем, что после окончания разливки металла из...
Попередній патент: Спосіб виготовлення фланцевої засувки
Наступний патент: Листівка
Випадковий патент: Сполуки на основі лізину