Пристрій для безперервного лиття металів
Формула / Реферат
1. Пристрій для безперервного лиття металів, який містить елемент, що обхоплює, та елемент, що обхоплюється, сполучені по поверхні обертання з утворенням порожнини кристалізації та встановлені з можливістю синхронного обертання навколо непаралельних осей, який відрізняється тим, що сполучені поверхні елементів виконані сферичними.
2. Пристрій по п. 1, який відрізняється тим, що центри сферичних поверхонь елемента, що обхоплює, та елемента, що обхоплюється, суміщені.
3. Пристрій по п. 1, який відрізняється тим, що центр сферичної поверхні елемента, що обхоплює, зміщений відносно центру сферичної поверхні елемента, що обхоплюється, у бік протилежний місцю заливки металу у порожнину кристалізації, при цьому величина зміщення не перевищує різницю радіусів сполучених сферичних поверхонь елементів.
Текст
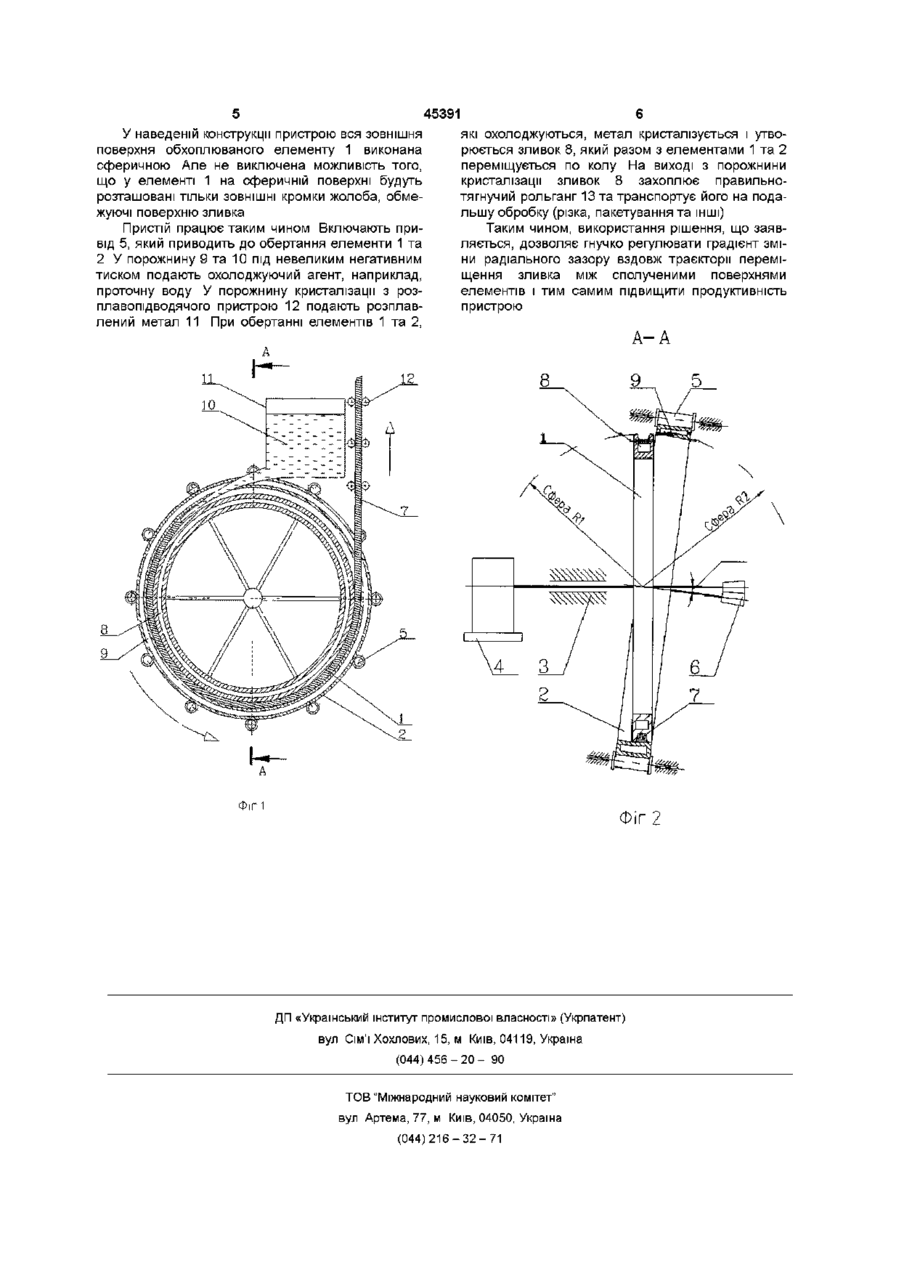
1 Пристрій для безперервного лиття металів, який містить елемент, що обхоплює, та елемент, що обхоплюється, сполучені по поверхні обертання з утворенням порожнини кристалізації та встановлені з можливістю синхронного обертання нав Винахід відноситься до металурги, а саме до безперервного лиття металів, зокрема магнію ВІДОМІ "Пристрій для безперервного лиття плоских зливків" (патент Російської Федерації № 2015803, В 22 D 11/00, 11/06, 3 08 01 91 р) та "Пристрій для безперервного лиття" (European Patent 0 041 277, В 22 D 11/06, 3 04 06 80р), кожний з яких містить елемент, що обхоплюється (роторний кристалізатор) та нескінчену стрічку, що обхоплює його Елементи сполучені поміж собою по поверхні обертання з утворенням порожнини кристалізації В цих пристроях присутній інтенсивний знос елемента, що обхоплює, тобто в даному випадку нескінченої стрічки Знос відбувається у результаті безперервного деформування стрічки в процесі роботи пристрою Постійна динамічна деформація з одночасною дією на стрічку високотемпературного розплаву з одного боку та низькотемпературного холодоагенту - з іншого приводять до утворення тріщин на поверхні стрічки, через які холодоагент може потрапити у порожнину кристалізації Цей фактор виключає можливість застосування вказаних винаходів для лиття металів та сплавів, що активно реагують з водою, наприклад, магнію, бо сполука магнію з водою неприпустима з точки зору безпеки обслуговуючого персоналу Відомий "Роторний кристалізатор для безпе коло непаралельних осей, який відрізняється тим, що сполучені поверхні елементів виконані сферичними 2 Пристрій по п 1, який відрізняється тим, що центри сферичних поверхонь елемента, що обхоплює, та елемента, що обхоплюється, суміщені 3 Пристрій по п 1, який відрізняється тим, що центр сферичної поверхні елемента, що обхоплює, зміщений відносно центру сферичної поверхні елемента, що обхоплюється, у бік протилежний місцю заливки металу у порожнину кристалізації, при цьому величина зміщення не перевищує різницю радіусів сполучених сферичних поверхонь елементів рервного лиття металів", а с № 854566, В22Д 11/06, з ЗО 03 79 р , прийнятий нами в якості прототипу, містить елемент, що обхоплює та елемент, що обхоплюється Ці елементи сполучені між собою по конусній поверхні обертання з утворенням порожнини кристалізації Елементи встановлені з можливістю синхронного обертання навколо непаралельних осей, при цьому конструктивне виконання елементу, що обхоплює, у формі негнучкого масивного колеса виключає деформування цього елементу в процесі роботи і забезпечує більш плавний його прогрів Таке виконання елементу, що обхоплює, забезпечує його ЦІЛІСНІСТЬ ПІД час усього терміну роботи кристалізатора і виключає можливість сполуки розплаву магнію з холодоагентом - водою, тобто виключає можливість створення аварійної ситуації, але робота кристалізатора з високими обертами елементів неможлива, тобто неможливо досягнення високої продуктивності пристрою, що пояснюється наступним У відомому рішенні для забезпечення виходу зливка із порожнини кристалізації конусність поверхні елементу, що обхоплює, повинна перевищувати конусність поверхні елементу, що обхоплюється Тому в міру видалення від місця найбільшого зближення елементів (місця заливання розплаву) через розходження конусів поверхонь, що сполучаються, відбувається різке збіль О со Ю 45391 шення радіального зазору між елементами При повільному обертанні елементів це не є вадою, бо за час переміщення частки металу до великого зазору поміж елементами на поверхні розплавленого металу встигає утворитися кірочка, що утримує метал від проникнення поміж елементами Але при збільшенні швидкості обертання елементів (тобто підвищенні продуктивності) рідкий метал, рухаючись разом із порожниною кристалізації, не встигає охолонути та утворити захисну кірочку Тому він проникає під впливом зростаючого тиску гідростатичного стовпа у радіальний зазор поміж елементами, що дедалі збільшується Краплі розплаву твердіють поміж елементами, заважають обертанню та виводить роторний кристалізатор з ладу Для утворення поверхневої кірочки на зливку до досягнення ним критичної точки траєкторії руху необхідно побільшити час руху на цій ДІЛЯНЦІ шляхом зниження лінійної швидкості переміщення зливка, що веде до зниження продуктивності пристрою В основу винаходу поставлено задачу підвищення продуктивності пристрою для безперервного лиття металів шляхом гнучкого регулювання градієнту зміни радіального зазору вздовж траєкторії переміщення зливка між сполученими поверхнями елемента, що обхоплює, та елемента, що обхоплюється Це забезпечує збільшення довжини ділянки траєкторії, яку проходить зливок до утворення стійкої кірочки на його поверхні, що дає можливість підвищення лінійної швидкості руху зливка, а також зниження опору переміщенню зливка між сполученими елементами Поставлена задача досягається тим, що у відомому пристрої для безперервного лиття металів, який містить елемент, що обхоплює, та елемент, що обхоплюється, ці елементи сполучені по поверхні обертання з утворенням порожнини кристалізації та встановлені з можливістю синхронного обертання навколо непаралельних осей, при цьому сполучені поверхні елементів виконані сферичними Передбачається два варіанти виконання пристрою У першому-центрі сферичних поверхонь обхоплюваного елементу та елементу, що обхоплює, суміщіні У другому - центр сферичної поверхні елементу, що обхоплює, зміщений відносно центру сферичної поверхні елементу, що обхоплюється, у бік протилежний місцю заливки металу в порожнину кристалізації Величина зміщення не перебільшує різницю радіусів сполучених поверхонь елементів У першому варіанті центри сферичних поверхонь обхоплюваного елементу та елементу, що обхоплює, суміщені При цьому виконанні пристрою радіальний зазор між концентричними сферичними поверхнями є незмінним по всій траєкторії руху зливка, що виключає можливість протікання розплавленого металу поміж елементами при збільшенні лінійної швидкості обертання, тобто при збільшенні продуктивності пристрою Це знімає ВСІЛЯКІ обмеження як по припустимій довжині ділянки руху зливка до утворення поверхневої кірочки - ділянки кристалізації, так і по збільшенню діаметрів елементів, що сполучаються Тому з'являється можливість зняти обмеження по збільшенню лінійної швидкості переміщення злит ка і, ВІДПОВІДНО, підвищити продуктивність пристрою Величина такого зазору для розплаву металів не повинна перебільшувати значення, знайдене з формули т э х ~р-д-нтэх' S a - радіальний зазор поміж обхоплюваним mx елементом та елементом, який обхоплює, через який розплавлений метал не проникає, а - коефіцієнт поверхневого натягу металу, р - густина розплавленого металу, g - прискорення сили ваги, Нтах - максимальна висота стовпа розплаву над точкою утворення стійкої кірочки на зливку У другому варіанті виконання пристрою центр сферичної поверхні елементу, що обхоплює, зміщений відносно центру сферичної поверхні елементу, що обхоплюється, у бік, протилежний місцю заливки металу у порожнину кристалізації Величина зміщення не перебільшує різницю радіусів сполучених поверхонь елементів, тому радіальний зазор незначно збільшується при віддаленні від місця заливки Поверхневий натяг не дозволяє розплавленому металу проникнути у зазор поміж елементами до утворення поверхневої кірочки на зливку, а після її утворення забезпечує зниження опору переміщенню зливка за рахунок розширення щілини між сполученими елементами Таке виконання дозволяє знизити опір переміщенню зливка між сполученими елементами Пристрій для безперервного лиття металів зображений на фіг 1 та фіг 2 - розріз по А - А Сполучені поверхні обхоплюваного елементу 1, та елементу 2, який обхоплює, виконані сферичними При цьому радіус сфери F 2 елементу, який обхоплює, ? перевищує радіус сфери Ri обхоплюваного елементу 1 На ЗОВНІШНІЙ поверхні елементу 1 виконаний жолоб 3, що утворює при сполучені з внутрішнього поверхнею елементу 2 кільцеву порожнину кристалізації Елемент 1 встановлений з можливістю обертання в опорах 4 та зв'язаний з приводом 5 Елемент 2 встановлений з можливістю вільного обертання у роликових опорах 6 та зв'язаний з елементом 1 через зубчасту передачу 7, що забезпечує можливість синхронного обертання елементів, коли пристій працює Вісь обертання елементу 2 нахилена до осі елементу 1 з врахуванням забезпечення виходу зливка 8 з порожнини кристалізації У елементах 1 та 2 виконані порожнини 9 та 10 для підводу охолоджуючого агенту, наприклад, води Вище точки заливки розплаву 11 у порожнину кристалізації розміщено пристрій 12 для підводу розплаву Для витягання зливка 8 з пристрою для лиття встановлено правильно-тягнучий рольганг 13 При необхідності регулювання радіального зазору між елементами 1 та 2, елемент 2 за допомогою роликових опор 6 може бути зміщений у бік, протилежний місцю заливки розплаву 11 з розплавопідводячого пристрою 12 у порожнину кристалізації 45391 У наведеній конструкції пристрою вся зовнішня які охолоджуються, метал кристалізується і утвоповерхня обхоплюваного елементу 1 виконана рюється зливок 8, який разом з елементами 1 та 2 сферичною Але не виключена можливість того, переміщується по колу На виході з порожнини що у елементі 1 на сферичній поверхні будуть кристалізації зливок 8 захоплює правильнорозташовані тільки ЗОВНІШНІ кромки жолоба, обметягнучий рольганг 13 та транспортує його на подажуючі поверхню зливка льшу обробку (різка, пакетування та ІНШІ) Приспи працює таким чином Включають приТаким чином, використання рішення, що заяввід 5, який приводить до обертання елементи 1 та ляється, дозволяє гнучко регулювати градієнт змі2 У порожнину 9 та 10 під невеликим негативним ни радіального зазору вздовж траєкторії перемітиском подають охолоджуючий агент, наприклад, щення зливка між сполученими поверхнями проточну воду У порожнину кристалізації з розелементів і тим самим підвищити продуктивність плавопідводячого пристрою 12 подають розплавпристрою лений метал 11 При обертанні елементів 1 та 2, А-А Фіг 2 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044)456-20- 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Автори англійськоюHryhorovych Ihor Oleksandrovych
Автори російськоюГригорович Игорь Александрович
МПК / Мітки
МПК: B22D 11/06
Мітки: металів, пристрій, безперервного, лиття
Код посилання
<a href="https://ua.patents.su/3-45391-pristrijj-dlya-bezperervnogo-littya-metaliv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для безперервного лиття металів</a>
Пристрій для безперервного лиття металів
Номер патенту: 12305
Опубліковано: 25.12.1996
Автор: Стефано Арічі
МПК: B22D 11/12
Мітки: безперервного, лиття, металів, пристрій
Формула / Реферат:
(57) 1. Устройство для непрерывного литья металлов преимущественно стальных слитков круглого, овального, квадратного или подобного сечения в кристаллизаторе с вертикальной криволинейной или наклонной к горизонтали осью содержащее основной кристаллизатор и расположенный за ним в направлении вытягивания слитка дополнительный кристаллизатор, охлаждаемый водой и соединенный с основным кристаллизатором, при этом дополнительный кристаллизатор...
Пристрій для горизонтального безперервного лиття порожнистих заготовок з кольорових металів та сплавів

Номер патенту: 1813
Опубліковано: 25.10.1994
Автор: Терехов Вадим Миколайович
МПК: B22D 11/04
Мітки: лиття, порожнистих, пристрій, кольорових, сплавів, металів, горизонтального, заготовок, безперервного
Формула / Реферат:
1. Устройство для горизонтального непрерывного литья полых заготовок из цветных металлов и сплавов, содержащее водоохлаждаемую гильзу с входящей в нее охлаждаемой частью графитового кристаллизатора и установленный в кристаллизатор графитовый дорн с формообразующим участком и каналами для подачи металла, выполненными в посадочном бурте, соединенном с входным участком неохлаждаемой части кристаллизатора, отличающееся тем, что высота каналов, по...
Ливарний валок для установки безперервного лиття металів
Номер патенту: 41317
Опубліковано: 17.09.2001
Автори: ДЕЛАССЮ П'єр, МАЗОД'Є Франсуа, Ді Фан Марк, Легран Юг, Рессон Жерар, Барб'є Жак
МПК: B22D 11/06
Мітки: лиття, ливарний, безперервного, металів, установки, валок
Формула / Реферат:
1. Литейный валок для установки непрерывного литья металлов на один или между двумя такими валками, содержащий втулку и кожух, расположенные коаксиально, средства связи кожуха с втулкой, содержащие средства связи в осевом направлении и средства связи по вращательному движению, средства поддерживания и центрирования кожуха в радиальном направлении на втулке и конические средства центрирования кожуха по отношению ко втулке, отличающийся тем,...
Спосіб горизонтального безперервного лиття кольорових металів
Номер патенту: 18401
Опубліковано: 25.12.1997
Автори: Рижко Володимир Кузьмич, Шевченко Віктор Іванович, Шатагін Олег Олександрович, Хорошилов Олег Миколайович
МПК: B22D 11/00
Мітки: лиття, горизонтального, спосіб, кольорових, безперервного, металів
Формула / Реферат:
Способ горизонтального непрерывного литья цветных металлов, преимущественно на основе меди, включающий подачу металла в кристаллизатор, периодическое вытягивание из него заготовки посредством элементов тянущего устройства и подачу охладителя на ее поверхность, отличающийся тем, что охладитель на поверхность заготовки подают в пределах зоны ее контакта с элементами тянущего устройства по ходу вытягивания заготовки.
Розливний стакан для введення рідкого металу до кристалізатора установки безперервного лиття металів
Номер патенту: 42764
Опубліковано: 15.11.2001
Автори: ВЕНДЕВІЛЛЬ Люк, Гаше Лоран, Рессон Жерар, ДАМАСС Жан-Мішель
МПК: B22D 11/04
Мітки: лиття, металу, розливний, введення, безперервного, стакан, кристалізатора, установки, рідкого, металів
Формула / Реферат:
1. Разливочный стакан (1) для введения жидкого металла в кристаллизатор установки непрерывного литья металлов, содержащий первую трубчатую часть (2), один из концов которой предназначен для присоединения к промежуточному ковшу, содержащему упомянутый жидкий металл, а другой конец которой (4) открывается во вторую полую часть (6) этого разливочного стакана, по меньшей мере часть (29) внутреннего пространства которой (7) ориентирована строго...
Попередній патент: Рамне кріплення для гірничих виробок
Випадковий патент: L-арабінодисахариди антрациклінів, способи їх одержання та фармацевтичні композиції, що містять ці речовини