Спосіб спрямування безперервних заготовок в установці для безперервного розливу та пристрій для його здійснення
Формула / Реферат
1. Спосіб спрямування безперервних заготовок в установці для безперервного розливу, зокрема в установці для виготовлення тонких зливків зі сталі, що включає заливку металу в кристалізатор, пряме охолодження безперервної заготовки шляхом подачі охолоджувача на її поверхню, переміщення заготовки з точно заданою швидкістю через кліть безперервного розливу за допомогою механічних засобів, утримування заготовки у формі і регулювання швидкості безперервного розливання в залежності від швидкості охолодження заготовки, який відрізняється тим, що додатково безперервну заготовку побічно охолоджують за допомогою охолоджуваних пластин, а як прямий охолоджувач подають газ, при цьому газ подають у напрямку виведення заготовки таким чином, що, щонайменше, ділянками утримують заготовку у формі і чинять вплив на швидкість безперервного розливу.
2. Спосіб за п. 1, який відрізняється тим, що попередньо, регулюють кількість і тиск газового потоку в залежності від товщини оболонки заготовки.
3. Спосіб за п. 1, який відрізняється тим, що зменшують товщину безперервної заготовки на виході з кристалізатора, щонайменше, на одному пластинчастому сегменті.
4. Установка для безперервного розливу для виготовлення безперервних заготовок, зокрема тонких зливків зі сталі, що містить кристалізатор з підключеною до нього кліттю для спрямування безперервної заготовки, що має приєднані до приводу ролики, які відхиляються до її поверхні, трубопроводи з устями для подачі охолоджувача до поверхні безперервної заготовки, яка відрізняється тим, що вона додатково обладнана пластинами, які розділені на пластинчасті сегменти, між якими передбачені ролики, причому на боці пластинчастих сегментів, зверненому до безперервної заготовки, розташована мережа розподільних трубопроводів для підведення як охолоджувач газу і які, щонайменше, ділянками підключені до станції подачі газу, а устя розподільних трубопроводів розміщені у стінці пластинчастого сегмента на боці, зверненому до безперервної заготовки, розташовані під кутом нахилу до напрямку витягування заготовки, при цьому стінка пластинчастого сегмента виконана з матеріалу та за формою, що дозволяють відводити максимально можливу кількість тепла, яка випромінюється оболонкою безперервної заготовки, а пластинчасті сегменти, щонайменше, ділянками в крайовій зоні розташовані на певній відстані від поверхні безперервної заготовки для забезпечення проходження між ними газу.
5. Установка за п. 4, яка відрізняється тим, що пластинчастий сегмент виконаний з нанесеним на його стінку, звернену до безперервної заготовки, шаром зносостійкого матеріалу, наприклад, нікелю і/або хрому.
6. Установка за п. 4, яка відрізняється тим, що пластинчасті сегменти виконані з меандроподібних труб, через які протікає охолоджувач і на лініях зіткнення яких перпендикулярно до напрямку труб передбачені розподільні трубопроводи для підведення
газу до поверхні безперервної заготовки.
7. Установка за п. 4, яка відрізняється тим, що вона обладнана засобами для зміни відстані між пластинами і безперервною заготовкою незалежно одне від одного.
8. Установка за п. 4, яка відрізняється тим, що пластинчасті сегменти виконані у вигляді подушок, що мають закраїну для забезпечення можливості просочування газу в їхній крайовій зоні та впливу на відбір тепла від оболонки безперервної заготовки.
9. Установка за п. 8, яка відрізняється тим, що товщина стінок пластинчастих сегментів, звернених до безперервної заготовки, виконана такою, що збільшується уздовж головної осі пластин.
10. Установка за п. 4, яка відрізняється тим, що стінка пластинчастого сегмента, звернена до безперервної заготовки, виконана увігнутою у напрямку транспортування безперервної заготовки.
11. Установка за п. 10, яка відрізняється тим, що величина увігнутості стінки пластинчастого сегмента, зверненої до безперервної заготовки, виконана такою, що зменшується у напрямку транспортування безперервної заготовки і сходить на ніщо наприкінці кліті для спрямування безперервної заготовки.
12. Установка за п. 11 або п. 7, яка відрізняється тим, що засоби для зміни відстані між пластинами і безперервною заготовкою виконані у вигляді пневматичних робочих засобів, які знаходяться, щонайменше, у першому положенні першого пластинчастого сегмента після кристалізатора.
13. Установка за п. 4, яка відрізняється тим, що розподільні трубопроводи для підведення газу до поверхні заготовки в пластинчастих сегментах виконані з можливістю функціональної зміни їхньої кількості в залежності від металургійної довжини з урахуванням мембранного ефекту, що діє на оболонку безперервної заготовки.
14. Установка за п. 4, яка відрізняється тим, що внутрішній діаметр розподільних трубопроводів для подачі охолоджувача до поверхні заготовки в пластинчастих сегментах виконаний з можливістю функціонального підгону по всій металургійній довжині для виконання заданої роботи відповідно до його геометричного місця при однаковому забезпеченні тиском.
15. Установка за п. 4, яка відрізняється тим, що ролики, розташовані між пластинчастими сегментами, виконані з можливістю приєднання до регульованого приводу для зміни швидкості їх обертання і тягової сили.
16. Установка за будь-яким з п п. 4-15, яка відрізняється тим, що пластинчасті сегменти, ролики і безперервна заготовка розміщені у кожусі, з'єднаному за допомогою систем підвідних і відвідних трубопроводів з установкою для охолодження газу та установкою для очистки газу.
17. Установка за п. 16, яка відрізняється тим, що система підвідних і відвідних трубопроводів виконана таким чином, що газ, наприклад, азот, після очистки та охолодження знову може підводитися до станції подачі газу.
Текст
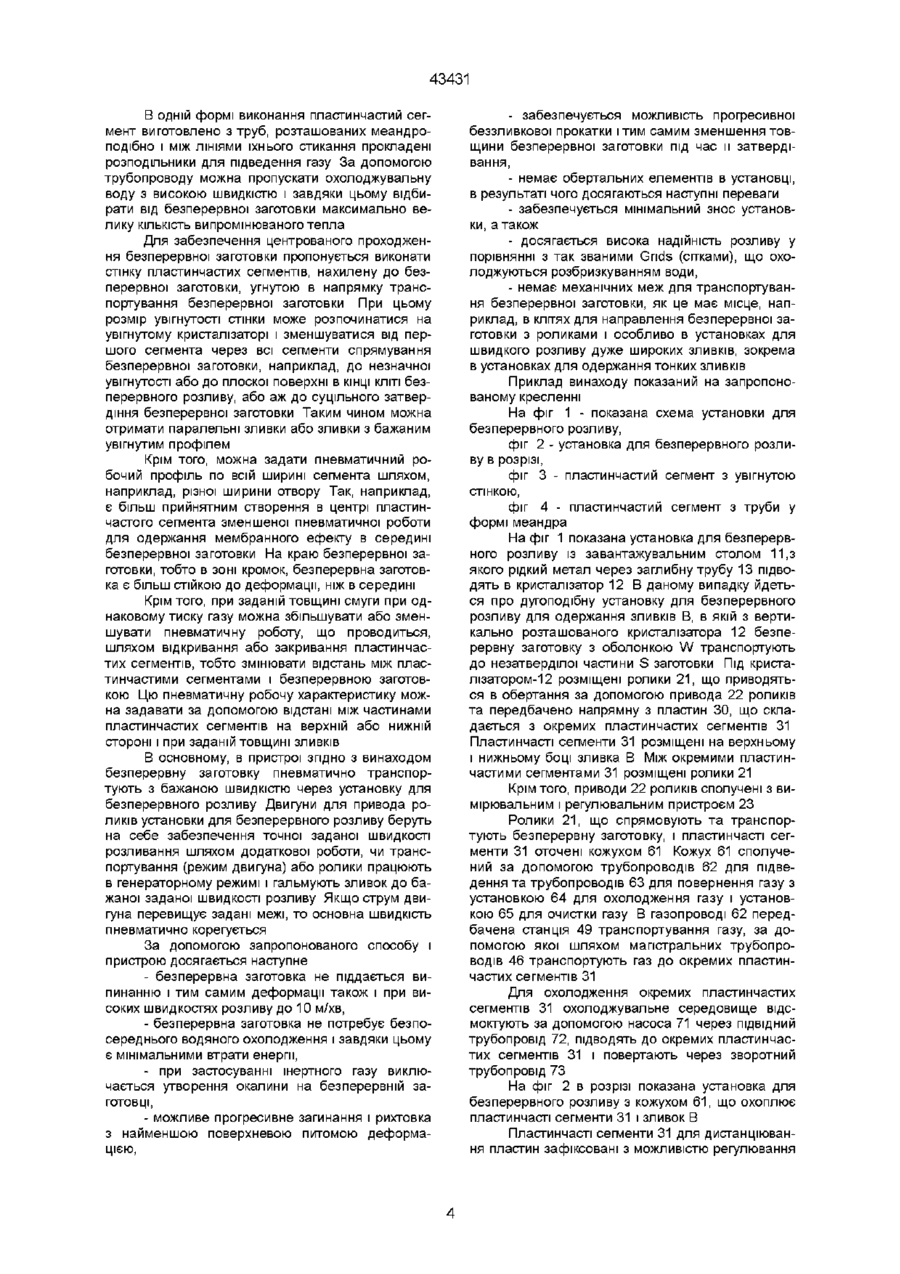
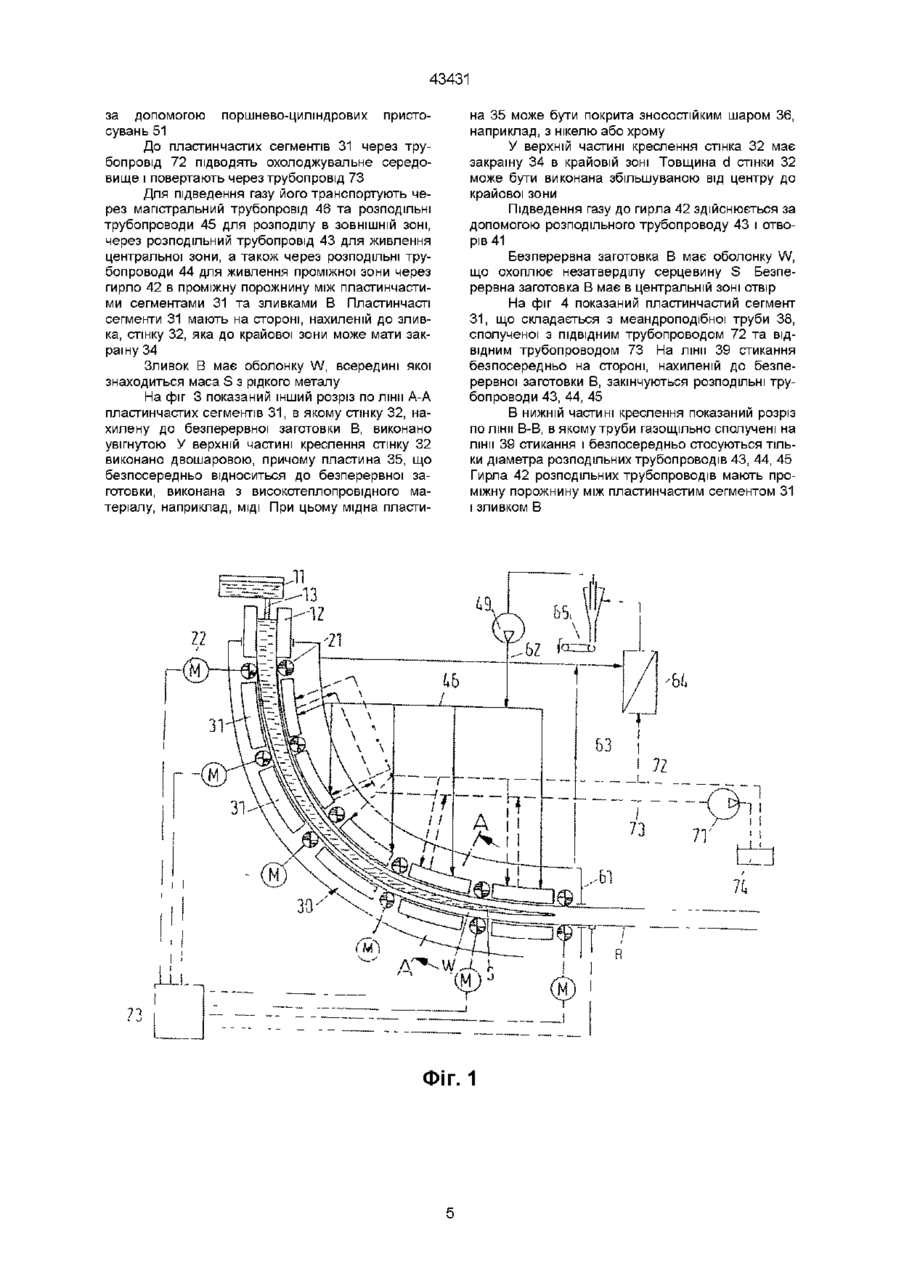
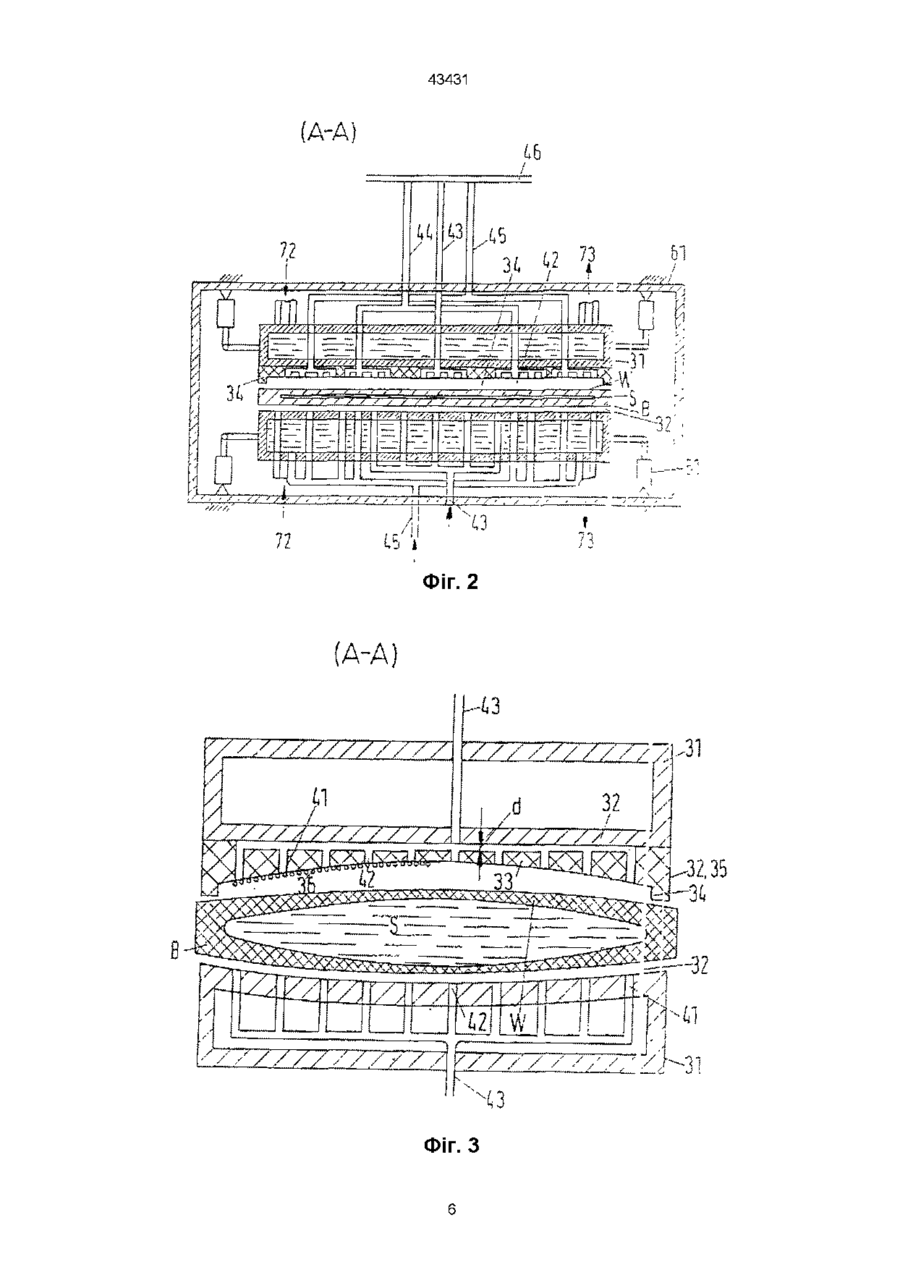
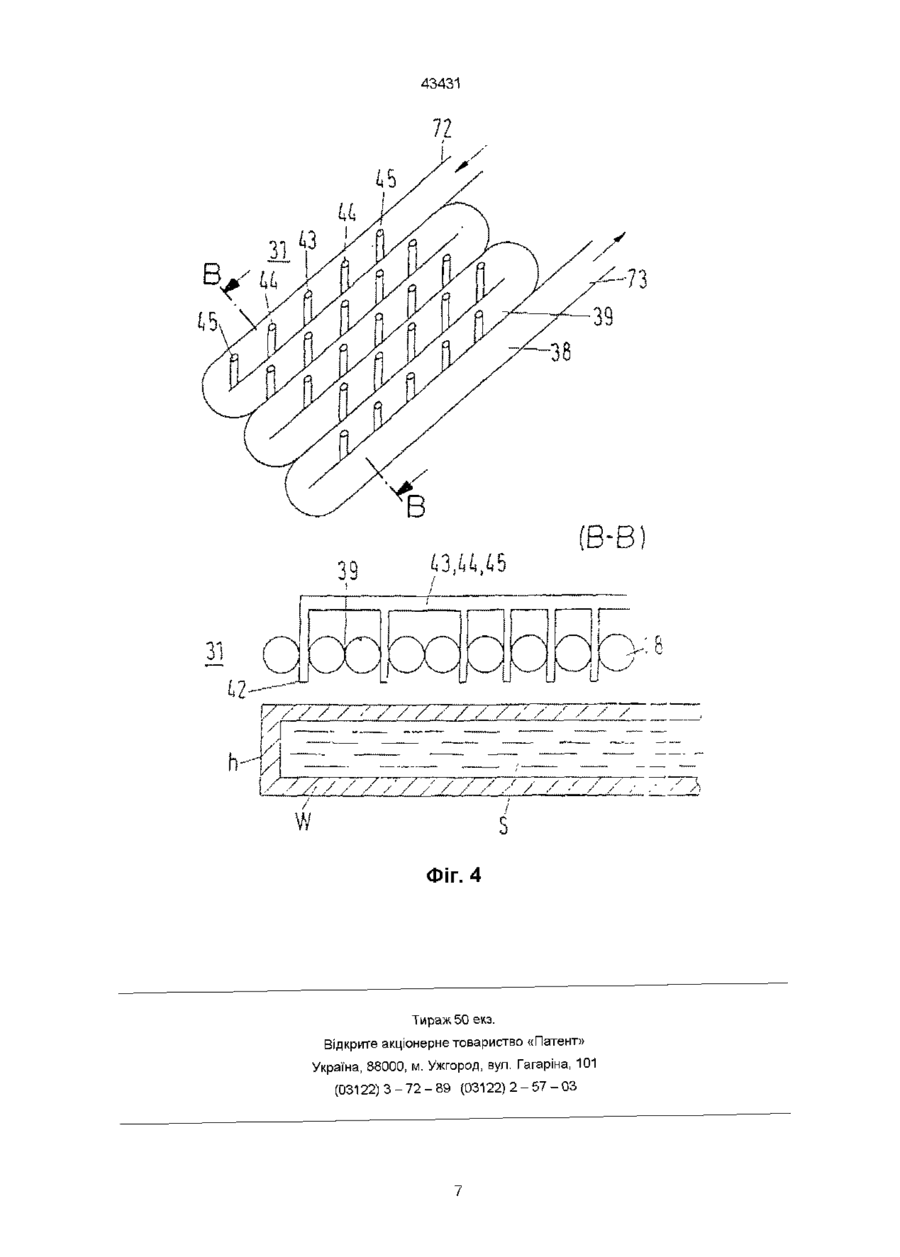
1 Спосіб спрямування безперервних заготовок в установці для безперервного розливу, зокрема в установці для виготовлення тонких зливків зі сталі, що включає заливку металу в кристалізатор, пряме охолодження безперервної заготовки шляхом подачі охолоджувача на и поверхню, переміщення заготовки з точно заданою швидкістю через кліть безперервного розливу за допомогою механічних засобів, утримування заготовки у формі і регулювання швидкості безперервного розливання в залежності від швидкості охолодження заготовки, який відрізняється тим, що додатково безперервну заготовку побічно охолоджують за допомогою охолоджуваних пластин, а як прямий охолоджувач подають газ, при цьому газ подають у напрямку виведення заготовки таким чином, що, щонайменше, ділянками утримують заготовку у формі і чинять вплив на швидкість безперервного розливу 2 Спосіб за п 1, який відрізняється тим, що попередньо регулюють КІЛЬКІСТЬ і тиск газового потоку в залежності від товщини оболонки заготовки 3 Спосіб за п 1, який відрізняється тим, що зменшують товщину безперервної заготовки на виході з кристалізатора, щонайменше, на одному пластинчастому сегменті 4 Установка для безперервного розливу для виготовлення безперервних заготовок, зокрема тонких зливків зі сталі, що містить кристалізатор з підключеною до нього кліттю для спрямування безперервної заготовки, що має приєднані до приводу ролики, які відхиляються до її поверхні, трубопроводи з устями для подачі охолоджувача до поверхні безперервної заготовки, яка відрізняється тим, що вона додатково обладнана пластинами, які розділені на пластинчасті сегменти, між якими передбачені ролики, причому на боці пластинчастих сегментів, зверненому до безперервної заготовки, ю розташована мережа розподільних трубопроводів для підведення як охолоджувач газу і які, щонайменше, ділянками підключені до станції подачі газу, а устя розподільних трубопроводів розміщені у СТІНЦІ пластинчастого сегмента на боці, зверненому до безперервної заготовки, розташовані під кутом нахилу до напрямку витягування заготовки, при цьому стінка пластинчастого сегмента виконана з матеріалу та за формою, що дозволяють відводити максимально можливу КІЛЬКІСТЬ тепла, яка випромінюється оболонкою безперервної заготовки, а пластинчасті сегменти, щонайменше, ділянками в крайовій зоні розташовані на певній відстані від поверхні безперервної заготовки для забезпечення проходження між ними газу 5 Установка за п 4, яка відрізняється тим, що пластинчастий сегмент виконаний з нанесеним на його стінку, звернену до безперервної заготовки, шаром зносостійкого матеріалу, наприклад, нікелю і/або хрому 6 Установка за п 4, яка відрізняється тим, що пластинчасті сегменти виконані з меандроподібних труб, через які протікає охолоджувач і на ЛІНІЯХ зіткнення яких перпендикулярно до напрямку труб передбачені розподільні трубопроводи для підведення газу до поверхні безперервної заготовки 7 Установка за п 4, яка відрізняється тим, що вона обладнана засобами для зміни відстані між пластинами і безперервною заготовкою незалежно одне від одного 8 Установка за п 4, яка відрізняється тим, що пластинчасті сегменти виконані у вигляді подушок, що мають закраїну для забезпечення можливості просочування газу в їхній крайовій зоні та впливу на відбір тепла від оболонки безперервної заготовки 9 Установка за п 8, яка відрізняється тим, що товщина стінок пластинчастих сегментів, звернених до безперервної заготовки, виконана такою, що збільшується уздовж головної осі пластин 10 Установка за п 4, яка відрізняється тим, що стінка пластинчастого сегмента, звернена до безперервної заготовки, виконана увігнутою у напрямку транспортування безперервної заготовки 11 Установка за п 10, яка відрізняється тим, що величина увігнутості стінки пластинчастого сегмента, зверненої до безперервної заготовки, виконана такою, що зменшується у напрямку транспортування безперервної заготовки і сходить на ніщо О со ^со 43431 наприкінці КЛІТІ для спрямування безперервної заготовки 12 Установка за п 11 або п 7, яка відрізняється тим, що засоби для зміни відстані між пластинами і безперервною заготовкою виконані у вигляді пневматичних робочих засобів, які знаходяться, щонайменше, у першому положенні першого пластинчастого сегмента після кристалізатора 13 Установка за п 4, яка відрізняється тим, що розподільні трубопроводи для підведення газу до поверхні заготовки в пластинчастих сегментах виконані з можливістю функціональної зміни їхньої КІЛЬКОСТІ в залежності від металургійної довжини з урахуванням мембранного ефекту, що діє на оболонку безперервної заготовки 14 Установка за п 4, яка відрізняється тим, що внутрішній діаметр розподільних трубопроводів для подачі охолоджувача до поверхні заготовки в пластинчастих сегментах виконаний з можливістю функціонального підгону по всій металургійній довжині для виконання заданої роботи ВІДПОВІДНО ДО його геометричного місця при однаковому забезпеченні тиском 15 Установка за п 4, яка відрізняється тим, що ролики, розташовані між пластинчастими сегментами, виконані з можливістю приєднання до регульованого приводу для зміни швидкості їх обертання І ТЯГОВОЇ СИЛИ 16 Установка за будь-яким з пп 4-15, яка відрізняється тим, що пластинчасті сегменти, ролики і безперервна заготовка розміщені у кожусі, з'єднаному за допомогою систем ПІДВІДНИХ І ВІДВІДНИХ трубопроводів з установкою для охолодження газу та установкою для очистки газу 17 Установка за п 16, яка відрізняється тим, що система ПІДВІДНИХ і ВІДВІДНИХ трубопроводів виконана таким чином, що газ, наприклад, азот, після очистки та охолодження знову може підводитися до станції подачі газу Винахід відноситься до способу направлення безперервних заготовок в установці для безперервного розливу, зокрема в установках для виготовлення тонких плоских заготовок зі сталі, з стаціонарним або переносним кристалізатором і кліттю для направлення безперервної заготовки, обладнаної охолоджувальним пристроєм, а також до пристрою для здійснення способу Направлення безперервної заготовки в установці для безперервного розливу, наприклад, плоских заготовок або зливків, як правило, здійснюється за допомогою роликів, розташованих під кристалізатором Ці ролики, якщо вони не охолоджуються, мають діаметр мінімально, приблизно 100 мм, якщо ж вони мають внутрішнє охолодження, то діаметр складає мінімально, приблизно 140 мм В установках для безперервного розливу плоских зливків, за допомогою яких можна одержувати ширину плоских заготовок до 3 5 м, застосовують розділені ролики з прокладками Як правило, при використанні неохолоджених роликів застосовують охолодження за допомогою розбризкування Цей спосіб охолодження за допомогою розбризкування являє собою небезпеку неконтрольованого охолодження безперервної заготовки, що може призвести до з'явлення тріщин на поверхні безперервної заготовки Діаметр роликів разом з шириною безперервної заготовки визначає відстань між окремими роликами Ця відстань між роликами, яка розглядається як величина, що характеризує опору або випинання безперервної заготовки, чинить безпосередній вплив на якість безперервної заготовки Випинання безперервної заготовки залежить від швидкості розливу і відстані між роликами У випадку стандартних литих заготовок з товщиною приблизно 200 мм, що відпиваються з максимальною швидкістю 2 2 м/хв, тонкі литі заготовки при товщині приблизно 50 мм розливають зі швидкістю 6 м/хв, причому прагнуть до швидкості 8 м/хв починаючи від виходу з кристалізатора до її затвердіння, значно гарячіша у порівнянні з оболонками стандартних литих заготовок в аналогічному МІСЦІ металургійного процесу Через те, що діаметр роликів, так само як і відстань між окремими роликами, не може бути скільки завгодно зменшеним, при більш високих швидкостях і водночас меншій товщині розливу неконтрольованим чином збільшується схильність до випинання і отже до деформації безперервної заготовки Поряд з роликами для направлення безперервної заготовки як елементи для направлення безперервної заготовки ВІДОМІ також пластини Так в патенті ЕР 0107563 А1 запропоновано координатну сітку, що розміщена під кристалізатором, і крізь її ВІЛЬНІ вічка на поверхню безперервної заготовки вбризкують охолоджувальне середовище, наприклад, збризкуючу воду Недоліки цих елементів полягають в тому, що виникають більші сили тертя між безперервною заготовкою і пластинами Крім того, виникає небезпека погіршення якості у вигляді розломів, а також клоччя через включену води Крім того, для витягання безперервної заготовки необхідні більші сили витягання, що призводить до більшого навантаження на оболонку безперервної заготовки Метою винаходу є створення простими засобами напрямної для безперервної заготовки, в тому числі при високих швидкостях розливу, здійснюваного простими конструктивними засобами з невеликим зносом при виготовленні безперервних заготовок з високою якістю поверхні Ця мета досягається винаходом за рахунок ВІДМІТНИХ ознак пункту 1 стосовно до способу та пункту 5 стосовно до пристрою Згідно З винаходом безперервна заготовка після виходу з кристалізатора пливе по газовій подушці, розташованій між пластинчастими сегментами і безперервною заготовкою, і її тепло відводиться шляхом побічного поглинання тепла, випромінюваного безперервною заготовкою, яка не Впровадження більш жорстких умов призводить до того, що оболонка тонких литих заготовок, 43431 стикається з охолоджувальними пластинами Як газоподібне середовище застосовують, більш прийнятно, азот, який завдяки придатній конструкції пластинчастих сегментів на СТІНЦІ, звернутої до безперервної заготовки, утримує останню в формі, подає в напрямі виходу безперервної заготовки і додатково охолоджує за допомогою газу, що проходить, для поглинання побічного тепла (випромінювання) охолоджувальними пластинами В дугоподібній установці безперервну заготовку загинають в декількох точках згину або також загинають безперервно по рівномірній кривій Робота, що здійснюється газовою плівкою від сегмента О і наступних сегментів, складається з таких частин - підтримання безперервної заготовки в залежності від вагової частки ВІДПОВІДНО ДО МІСЦЯ направлення безперервної заготовки між вертикальною і горизонтальною частиною напрямної для безперервної заготовки, - вирівнювання феростатичного тиску в залежності від вертикальної відстані до рівня розливу, - загинання і рихтовка безперервної заготовки, - беззливкова прокатка і зменшення товщини безперервної заготовки під час затвердівання, -транспортування безперервної заготовки Крім того, слід взяти до уваги, що пластинчасті сегменти для напрямної для безперервної заготовки на верхньому боці не повинні працювати по підтриманню (ваги) безперервної заготовки Крім того, змінюються специфічні роботи в ВІДПОВІДНИХ сегментах або по металургійній довжині від виходу з кристалізатора до кінця напрямної для безперервної заготовки Різноманітна робота на кожному пластинчастому сегменті забезпечується за рахунок специфічної конструкції сегмента і/або пристрою, що регулює газове середовище потиску на одиницю и КІЛЬКОСТІ На особливу увагу тут заслуговує залежність актуальної товщини оболонки безперервної заготовки При плануванні установки звертається увага на те, що пневматична робота, що здійснюється над заготовкою, повинна виконуватися таким чином, щоб безперервна заготовка спрямовувалася, транспортувалася, і, якщо потрібно, деформувалася, зменшуючись за товщиною, але не безконтрольно шляхом здавлювання, тобто негативного випинання Водночас безперервну заготовку додатково певним чином переміщають за допомогою механічних засобів (тут, в основному, за допомогою роликів установки для безперервного розливу) із заданою швидкістю через кліть безперервного розливу Ролики можуть підтримувати і брати на себе або забезпечувати транспортування чи бажану швидкість розливу і/або процеси загинання і рихтовки Для забезпечення точної швидкості розливу використовують ролики, розташовані в КІНЦІ КЛІТІ безперервного розливу, через те, що тут безперервна заготовка затвердіває Енергія привода від газового потоку і енергія привода роликів установки для безперервного розливу можуть узгоджуватися будь-яким чином одна з одною В більш прийнятному прикладі виконання винаходу безперервну заготовку транспортують потоком газу та за допомогою роликів установки для безперервного розливу і загальмовують за швидкістю до заданого значення Пластинчасті сегменти складаються, в основному, з порожнистого елемента, за допомогою якого охолоджувальне середовище подають, більш прийнятно, шляхом всмоктування В пластинчастих сегментах, на стороні, звернутій до безперервної заготовки, розміщена мережа розподільних трубопроводів, через які спрямовують газ, наприклад, азот РОЗПОДІЛЬНІ трубопроводи ділянками сполучені один з одним і підключені за допомогою магістральних трубопроводів до станції подачі газу Окремі соплові отвори розподільних трубопроводів можуть бути виконані по-різному їхній розподіл також підганяється ВІДПОВІДНО до робочих витрат в залежності від їхнього місця в напрямній для безперервної заготовки Таким чином можна функціонально змінювати КІЛЬКІСТЬ сопел і/або суму соплових отворів в сегменті по металургійній довжині і ширині для виконання різноманітних робіт в різних геометричних місцях при однаковому забезпеченні тиском Цей розподіл сопел в плані різних потужностей при однаковому тиску, наприклад, на одну напірну систему (сегментна пластина, пневматична подушка) може здійснюватися як поперек, так і вздовж направлення розливу Сегмент також може підключатися до різних, не залежних одна від одної пневматичних систем Крім того, пропонується розмістити сопла або частину сопел під гострим кутом нахилу до напряму розливу для підтримання транспортування безперервної заготовки Це підтримання транспортування безперервної заготовки забезпечує і підтримує швидкість розливу безперервної заготовки і спрощує трудовитрати на пари роликів, розташовані поміж пластинчастих сегментів Пластинчасті сегменти, щонайменше в крайовій зоні, віддалені від поверхні безперервної заготовки на таку відстань, яка забезпечує певне просочування газу між безперервною заготовкою і, щонайменше, закраїнами, розташованими в крайовій зоні Пластинчасті сегменти підключені до робочих органів, наприклад, до поршнево-циліндрових вузлів, за допомогою яких заздалегідь можна регулювати відстань між пластинчастим сегментом та безперервною заготовкою і тим самим просочування газу Стінка, нахилена до безперервної заготовки, за своєю конструкцією і застосовуваним матеріалом виконана таким чином, що вона може відводити максимум випромінюваного тепла Для цього застосовують, більш прийнятно, мідь з відносно невеликою товщиною стінки для того, щоб поглинати тепло охолоджувальною водою, що перебуває в коробчатому холодильнику пластинчастого сегмента В іншому виконанні винаходу змінюють товщину стінки пластинчастих сегментів, нахиленої до безперервної заготовки, а саме таким чином, що товщина зменшується до головної осі пластин Стінка сегмента, нахилена до безперервної заготовки, може бути покрита зносостійким захисним шаром, наприклад, нікелем і/або хромом 43431 В одній формі виконання пластинчастий сегмент виготовлено з труб, розташованих меандроподібно і між ЛІНІЯМИ їхнього стикання прокладені розподільники для підведення газу За допомогою трубопроводу можна пропускати охолоджувальну воду з високою швидкістю і завдяки цьому відбирати від безперервної заготовки максимально велику КІЛЬКІСТЬ випромінюваного тепла Для забезпечення центрованого проходження безперервної заготовки пропонується виконати стінку пластинчастих сегментів, нахилену до безперервної заготовки, угнутою в напрямку транспортування безперервної заготовки При цьому розмір увігнутості стінки може розпочинатися на увігнутому кристалізаторі і зменшуватися від першого сегмента через всі сегменти спрямування безперервної заготовки, наприклад, до незначної увігнутості або до плоскої поверхні в КІНЦІ КЛІТІ безперервного розливу, або аж до суцільного затвердіння безперервної заготовки Таким чином можна отримати паралельні зливки або зливки з бажаним увігнутим профілем Крім того, можна задати пневматичний робочий профіль по всій ширині сегмента шляхом, наприклад, різної ширини отвору Так, наприклад, є більш прийнятним створення в центрі пластинчастого сегмента зменшеної пневматичної роботи для одержання мембранного ефекту в середині безперервної заготовки На краю безперервної заготовки, тобто в зоні кромок, безперервна заготовка є більш стійкою до деформації, ніж в середині Крім того, при заданій товщині смуги при однаковому тиску газу можна збільшувати або зменшувати пневматичну роботу, що проводиться, шляхом відкривання або закривання пластинчастих сегментів, тобто змінювати відстань між пластинчастими сегментами і безперервною заготовкою Цю пневматичну робочу характеристику можна задавати за допомогою відстані між частинами пластинчастих сегментів на верхній або нижній стороні і при заданій товщині зливків В основному, в пристрої згідно з винаходом безперервну заготовку пневматично транспортують з бажаною швидкістю через установку для безперервного розливу Двигуни для привода роликів установки для безперервного розливу беруть на себе забезпечення точної заданої швидкості розливання шляхом додаткової роботи, чи транспортування (режим двигуна) або ролики працюють в генераторному режимі і гальмують зливок до бажаної заданої швидкості розливу Якщо струм двигуна перевищує задані межі, то основна швидкість пневматично корегується За допомогою запропонованого способу і пристрою досягається наступне - безперервна заготовка не піддається випинанню і тим самим деформації також і при високих швидкостях розливу до 10 м/хв, - безперервна заготовка не потребує безпосереднього водяного охолодження і завдяки цьому є мінімальними втрати енергії, - при застосуванні інертного газу виключається утворення окалини на безперервній заготовці, - можливе прогресивне загинання і рихтовка з найменшою поверхневою питомою деформацією, - забезпечується можливість прогресивної беззливкової прокатки і тим самим зменшення товщини безперервної заготовки під час и затвердівання, - немає обертальних елементів в установці, в результаті чого досягаються наступні переваги - забезпечується мінімальний знос установки, а також - досягається висока надійність розливу у порівнянні з так званими Grids (сітками), що охолоджуються розбризкуванням води, - немає механічних меж для транспортування безперервної заготовки, як це має місце, наприклад, в клггях для направлення безперервної заготовки з роликами і особливо в установках для швидкого розливу дуже широких зливків, зокрема в установках для одержання тонких зливків Приклад винаходу показаний на запропонованому кресленні На фіг 1 - показана схема установки для безперервного розливу, фіг 2 - установка для безперервного розливу в розрізі, фіг 3 - пластинчастий сегмент з увігнутою стінкою, фіг 4 - пластинчастий сегмент з труби у формі меандра На фіг 1 показана установка для безперервного розливу із завантажувальним столом 11 ,з якого рідкий метал через заглибну трубу 13 підводять в кристалізатор 12 В даному випадку йдеться про дугоподібну установку для безперервного розливу для одержання зливків В, в якій з вертикально розташованого кристалізатора 12 безперервну заготовку з оболонкою W транспортують до незатверділої частини S заготовки Під кристалізатором-12 розміщені ролики 21, що приводяться в обертання за допомогою привода 22 роликів та передбачено напрямну з пластин ЗО, що складається з окремих пластинчастих сегментів 31 Пластинчасті сегменти 31 розміщені на верхньому і нижньому боці зливка В Між окремими пластинчастими сегментами 31 розміщені ролики 21 Крім того, приводи 22 роликів сполучені з вимірювальним і регулювальним пристроєм 23 Ролики 21, що спрямовують та транспортують безперервну заготовку, і пластинчасті сегменти 31 оточені кожухом 61 Кожух 61 сполучений за допомогою трубопроводів 62 для підведення та трубопроводів 63 для повернення газу з установкою 64 для охолодження газу і установкою 65 для очистки газу В газопроводі 62 передбачена станція 49 транспортування газу, за допомогою якої шляхом магістральних трубопроводів 46 транспортують газ до окремих пластинчастих сегментів 31 Для охолодження окремих пластинчастих сегментів 31 охолоджувальне середовище відсмоктують за допомогою насоса 71 через ПІДВІДНИЙ трубопровід 72, підводять до окремих пластинчастих сегментів 31 і повертають через зворотний трубопровід 73 На фіг 2 в розрізі показана установка для безперервного розливу з кожухом 61, що охоплює пластинчасті сегменти 31 і зливок В Пластинчасті сегменти 31 для дистанціювання пластин зафіксовані з можливістю регулювання 43431 за допомогою поршнево-циліндрових пристосувань 51 До пластинчастих сегментів 31 через трубопровід 72 підводять охолоджувальне середовище і повертають через трубопровід 73 Для підведення газу його транспортують через магістральний трубопровід 46 та розподільні трубопроводи 45 для розподілу в ЗОВНІШНІЙ зоні, через розподільний трубопровід 43 для живлення центральної зони, а також через розподільні трубопроводи 44 для живлення проміжної зони через гирло 42 в проміжну порожнину між пластинчастими сегментами 31 та зливками В Пластинчасті сегменти 31 мають на стороні, нахиленій до зливка, стінку 32, яка до крайової зони може мати закраїну 34 Зливок В має оболонку W, всередині якої знаходиться маса S з рідкого металу На фіг 3 показаний інший розріз по лінії А-А пластинчастих сегментів 31, в якому стінку 32, нахилену до безперервної заготовки В, виконано увігнутою У верхній частині креслення стінку 32 виконано двошаровою, причому пластина 35, що безпосередньо відноситься до безперервної заготовки, виконана з високотеплопровідного матеріалу, наприклад, МІДІ При цьому мідна пласти на 35 може бути покрита зносостійким шаром 36, наприклад, з нікелю або хрому У верхній частині креслення стінка 32 має закраїну 34 в крайовій зоні Товщина d стінки 32 може бути виконана збільшуваною від центру до крайової зони Підведення газу до гирла 42 здійснюється за допомогою розподільного трубопроводу 43 і отворів 41 Безперервна заготовка В має оболонку W, що охоплює незатверділу серцевину S Безперервна заготовка В має в центральній зоні отвір На фіг 4 показаний пластинчастий сегмент 31, що складається з меандроподібної труби 38, сполученої з ПІДВІДНИМ трубопроводом 72 та ВІДВІДНИМ трубопроводом 73 На лінії 39 стикання безпосередньо на стороні, нахиленій до безперервної заготовки В, закінчуються розподільні трубопроводи 43, 44, 45 В нижній частині креслення показаний розріз по лінії В-В, в якому труби газощільно сполучені на лінії 39 стикання і безпосередньо стосуються тільки діаметра розподільних трубопроводів 43, 44, 45 Гирла 42 розподільних трубопроводів мають проміжну порожнину між пластинчастим сегментом 31 і зливком В Фіг. 1 43431 (А-А) 72 Фіг. 2 (А-А) f / / / / / S 7/ Фіг. З Фіг. 4 Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (03122) 3 - 7 2 - 8 9 (03122) 2 - 5 7 - 0 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for guiding of continuous billets in a continuous casting installation
Автори англійськоюPleschiutschnigg Fritz-Peter
Назва патенту російськоюСпособ направления непрерывных заготовок в установке для непрерывной разливки и устройство для его осуществления
Автори російськоюПлешучнигг Фриц-Петер
МПК / Мітки
МПК: B22D 11/128
Мітки: спрямування, пристрій, розливу, безперервного, здійснення, заготовок, спосіб, установці, безперервних
Код посилання
<a href="https://ua.patents.su/7-43431-sposib-spryamuvannya-bezperervnikh-zagotovok-v-ustanovci-dlya-bezperervnogo-rozlivu-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб спрямування безперервних заготовок в установці для безперервного розливу та пристрій для його здійснення</a>
Устрій для піддержування і охолоджування злитка в установці безперервного розливу металів
Номер патенту: 8678
Опубліковано: 30.09.1996
Автори: Лепіхов Леонід Сергійович, Кузнецов Борис Григорович, Матюхін Олександр Васильович, Іванченко Іван Федорович, Плискановський Олександр Станіславович, Кравченко Геннадій Федорович, Шевченко Анатолій Іванович, Ніколаев Геннадій Андрійович, Склярський Григорій Михайлович
МПК: B22D 11/12
Мітки: установці, безперервного, устрій, розливу, піддержування, злитка, охолоджування, металів
Формула / Реферат:
Устройство для поддержания и охлаждения слитка в установке непрерывной разливки металлов, содержащее металлический бандаж, размещенный в нем с зазором ролик и форсунки, расположенные со стороны торцов ролика с направлением их осей в зазор между бочкой ролика и бандажом, при этом продольные оси бандажа и ролик параллельны, отличающееся тем, что, с целью повышения качества отливаемых слитков и увеличения стойкости роликов, оно снабжено по...
Спосіб безперервного лиття порожнистої біметалевої заготівки та пристрій для його здійснення

Номер патенту: 9954
Опубліковано: 30.09.1996
Автори: Зеленський Віктор Михайлович, Мельникова Вікторія Валер'янівна, Гольдін Валерій Зінов'євич, Блескун Валерій Пилипович, Іванченко Олександр Денисович
МПК: B22D 11/00
Мітки: заготівки, здійснення, спосіб, порожнистої, біметалевої, безперервного, лиття, пристрій
Формула / Реферат:
(57) 1. Способ непрерывного литья полой биметаллической заготовки, включающий формирование внешнего слоя заготовки, подачу на его внутреннюю поверхность другого расплава, формирование внутреннего слоя заготовки и ее вытягивание, отл-ичающийся тем, что формирование внутреннего слоя заготовки осуществляют с увеличением давления в направлении вытягивания заготовки.2. Способ по п. 1, отличающийся тем, что в процессе вытягивания заготовке...
Установка безперервного розливу металу
Номер патенту: 153
Опубліковано: 30.04.1998
Автори: МАХМУДОВ Олександр Гафарович, КРАВЦОВ Владлен Васильович
МПК: B22D 11/14
Мітки: безперервного, металу, установка, розливу
Формула / Реферат:
Установка безперервного розливу металу, що містить порожнистий металоприймач, зв'язаний з ним кристалізатор, робочий канал якого сполучений з порожниною металоприймача в нижній його частині, яка відрізняється тим, що верхня частина порожнини металоприймача відділена від нижньої її частини ступінчатим переходом і при цьому площа поперечного січення порожнини в верхній її частині перевищує площу поперечного січення порожнини в нижній частині...
Установка безперервного розливу металу

Номер патенту: 936
Опубліковано: 16.07.2001
Автори: МАХМУДОВ Олександр Гафарович, КРАВЦОВ Владлен Васильович
МПК: B22D 11/12
Мітки: металу, установка, розливу, безперервного
Формула / Реферат:
1. Установка безперервного розливу металу, що містить засіб подачі рідкого металу, кристалізатор і пристрій витягування заготівки, яка відрізняється тим, що між кристалізатором і пристроєм витягування заготівки встановлений термоциклічний модуль, виконаний у вигляді порожнистого корпусу з отворами, співвісними з кристалізатором, в якому послідовно вздовж осі заготівки розташовані секції охолоджування і нагріву.2. Установка по п. 1, яка...
Спосіб витягування заготовок та пристрій для його здійснення

Номер патенту: 12726
Опубліковано: 28.02.1997
Автори: Піроженко Микола Григорович, Дюдкін Дмитро Олександрович, Левін Павло Олександрович, Шапочка Сергій Миколайович
МПК: B22D 11/16
Мітки: витягування, пристрій, здійснення, спосіб, заготовок
Формула / Реферат:
(57) 1. Способ вытягивания заготовок, преимущественно при непрерывном литье, включающий приложение к заготовке усилия вытягивания, отличающийся тем, что измеряют периодическое сопротивление вытягиванию, прикладывают к заготовке прижатием поверхности трения без проскальзывания уравновешивающее усилие, равноегде G - уравновешивающее усилие;Fmax - предельное значение периодического сопротивления вытягиванию F;Fmaxоб -...
Попередній патент: Багатоповерховий склад штучних вантажів
Наступний патент: Верхня частина кузова автомобіля
Випадковий патент: Спосіб автоматизованого замовлення таксомоторних послуг та система для його здійснення