Спосіб очищення деталей з жароміцних сплавів
Формула / Реферат
Спосіб очищення деталей з жароміцних сплавів, який включає травлення в водному розчині кислот, який відрізняється тим, що попередньо проводять відновний відпал у атмосфері водню при температурі 1000 - 1200°С протягом 2 - 4 годин.
Текст
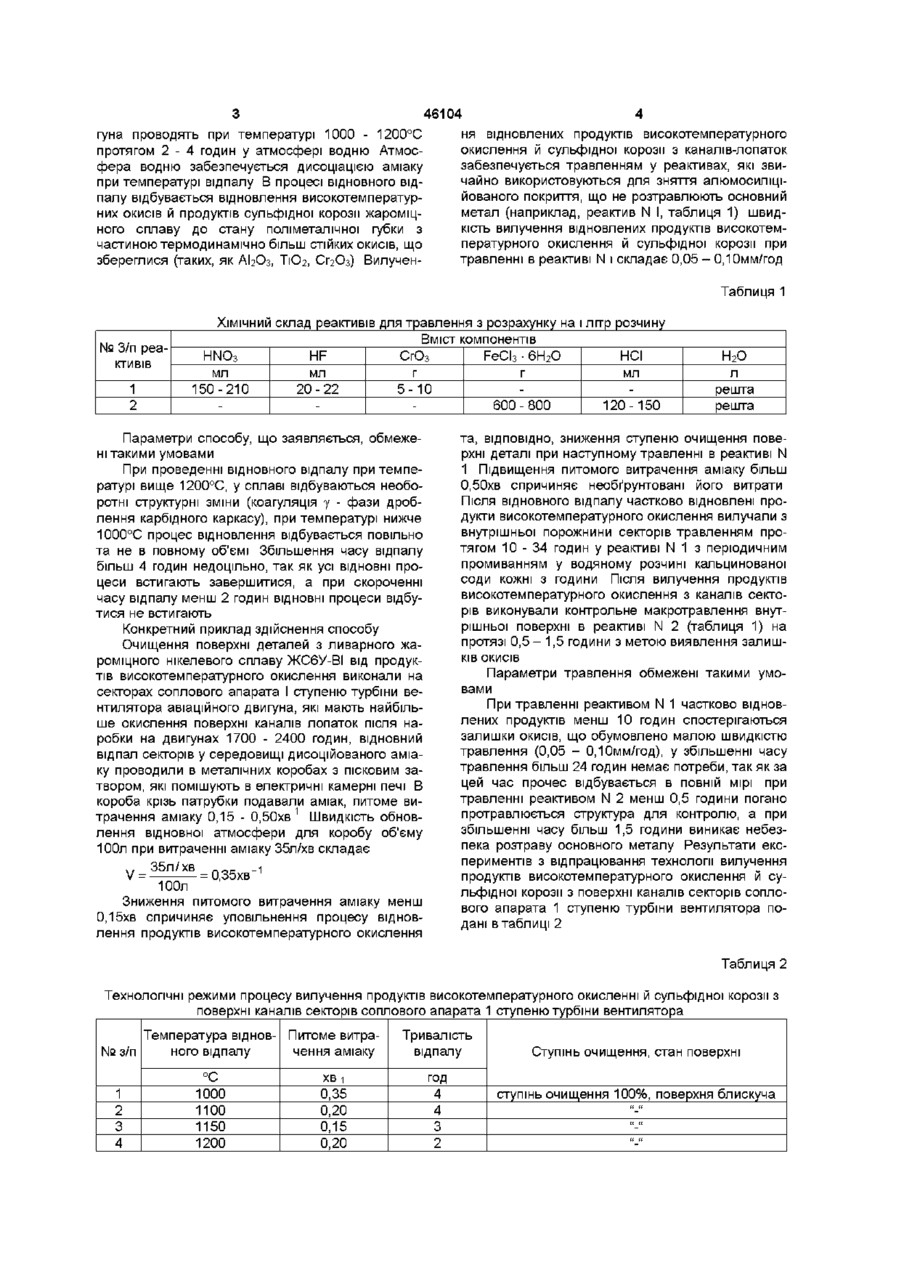
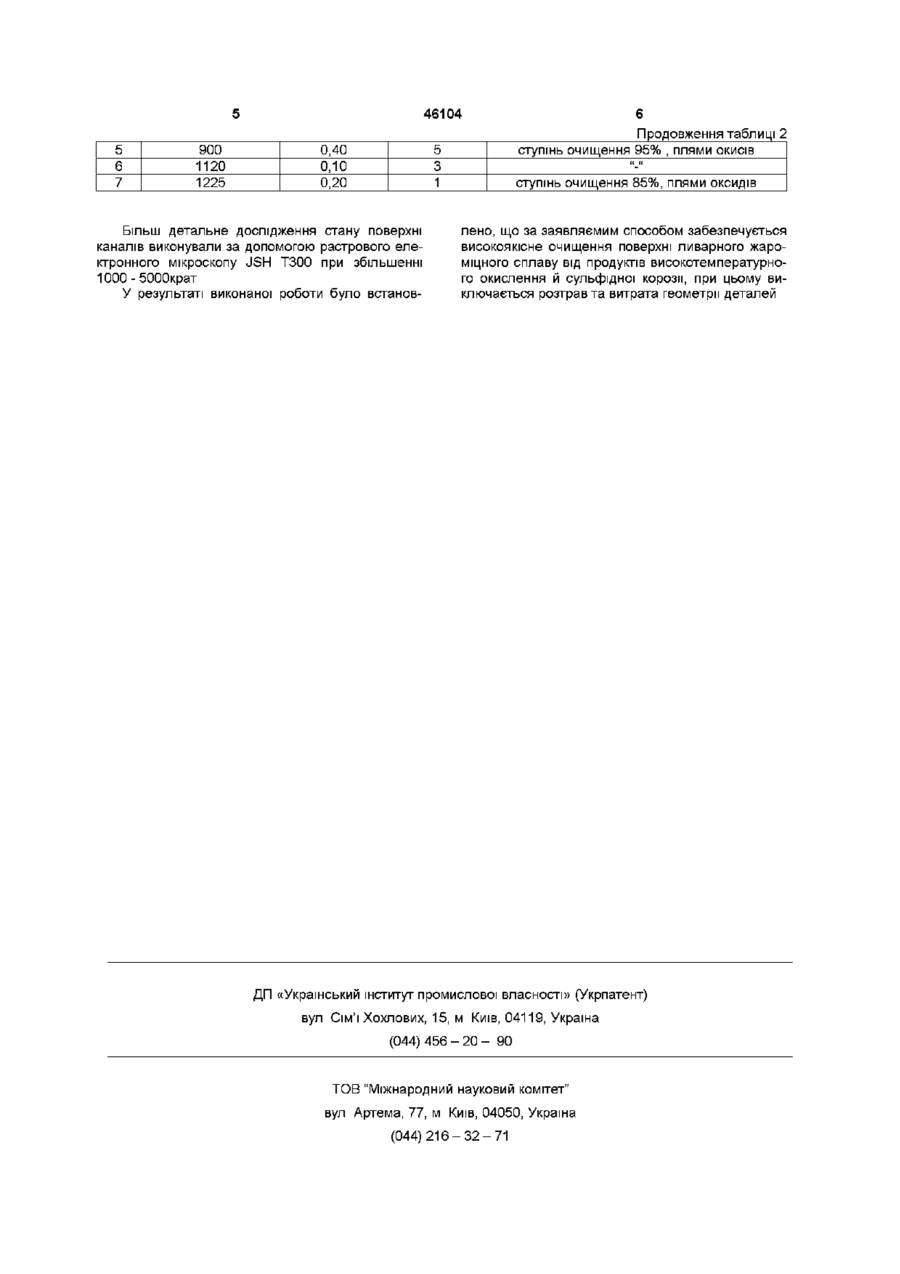
Спосіб очищення деталей з жароміцних сплавів, який включає травлення в водному розчині кислот, який відрізняється тим, що попередньо проводять відновний відпал у атмосфері водню при температурі 1000 - 1200°С протягом 2 - 4 годин ся, є спосіб вилучення щільної міцнозчепленої окалини з поверхні високолегованого сплаву обробкою під високим тиском водяним розчином кислоти (5 - 30% соляна, азотна, плавикова або сірчана) з добавкою порошку абразивного матеріалу (заява Японії, № 1-195294, кл C23G 1/08, 1/10, 1989р) Застосування цього способу для очищення важкодоступних каналів порожнистих лопаток призводить до нерівномірності знімання окисів та одночасному зняттю металу В основі винаходу поставлена задача підвищення ефективності очищення деталей з жароміцних сплавів, за рахунок забезпечення рівномірного зняття окисів у важкодоступних місцях Поставлена задача розв'язується тим, що в способі очищення деталей з жароміцних сплавів, який містить травлення в водяному розчині кислот, попередньо проводять відновний відпал у атмосфері водню при температурі 1000 - 1200°С протягом 2 - 4 годин Спосіб очищення деталей дозволяє підвищити ефективність вилучення продуктів високотемпературного окислення й сульфідної корозії ливарних жароміцних сплавів, що сприяє підвищенню ресурсу роботи газотурбінного двигуна, та за рахунок зменшення КІЛЬКОСТІ замінених при ремонті секторів отримати значний економічний ефект Спосіб, що заявляється, здійснюється таким чином Відновний відпал лопаток газотурбінного дви О О (О 46104 гуна проводять при температурі 1000 - 1200°С протягом 2 - 4 годин у атмосфері водню Атмосфера водню забезпечується дисоціацією аміаку при температурі відпалу В процесі відновного відпалу відбувається відновлення високотемпературних окисів й продуктів сульфідної корозії жароміцного сплаву до стану поліметалічної губки з частиною термодинамічно більш стійких окисів, що збереглися (таких, як АЬОз, ТЮг, СГ2О3) Вилучен ня відновлених продуктів високотемпературного окислення й сульфідної корозії з каналів-лопаток забезпечується травленням у реактивах, які звичайно використовуються для зняття алюмосиліційованого покриття, що не розтравлюють основний метал (наприклад, реактив N І, таблиця 1) швидкість вилучення відновлених продуктів високотемпературного окислення й сульфідної корозії при травленні в реактиві N і складає 0,05 - 0,1 Омм/год Таблиця 1 № 3/п реактивів 1 2 ХІМІЧНИЙ склад реактивів для травлення з розрахунку на і літр розчину Вміст компонентів HF HCI HNO3 СЮз FeCI3 • 6Н2О мл мл г г мл 150-210 20-22 5-Ю 600 - 800 120-150 Параметри способу, що заявляється, обмежені такими умовами При проведенні відновного відпалу при температурі вище 1200°С, у сплаві відбуваються необоротні структурні зміни (коагуляція у - фази дроблення карбідного каркасу), при температурі нижче 1000°С процес відновлення відбувається повільно та не в повному об'ємі Збільшення часу відпалу більш 4 годин недоцільно, так як усі ВІДНОВНІ процеси встигають завершитися, а при скороченні часу відпалу менш 2 годин ВІДНОВНІ процеси відбутися не встигають Н2О л решта решта та, ВІДПОВІДНО, зниження ступеню очищення поверхні деталі при наступному травленні в реактиві N 1 Підвищення питомого витрачення аміаку більш 0,50хв спричиняє необґрунтовані його витрати Після ВІДНОВНОГО відпалу частково відновлені продукти високотемпературного окислення вилучали з внутрішньої порожнини секторів травленням протягом 10 - 34 годин у реактиві N 1 з періодичним промиванням у водяному розчині кальцинованої соди кожні з години Після вилучення продуктів високотемпературного окислення з каналів секторів виконували контрольне макротравлення внутрішньої поверхні в реактиві N 2 (таблиця 1) на протязі 0,5 - 1 , 5 години з метою виявлення залишків окисів Параметри травлення обмежені такими умовами При травленні реактивом N 1 частково відновлених продуктів менш 10 годин спостерігаються залишки окисів, що обумовлено малою швидкістю травлення (0,05 - 0,10мм/год), у збільшенні часу травлення більш 24 годин немає потреби, так як за цей час прочес відбувається в повній мірі при травленні реактивом N 2 менш 0,5 години погано протравлюється структура для контролю, а при збільшенні часу більш 1,5 години виникає небезпека розтраву основного металу Результати експериментів з відпрацювання технології вилучення продуктів високотемпературного окислення й сульфідної корозії з поверхні каналів секторів соплового апарата 1 ступеню турбіни вентилятора подані в таблиці 2 Конкретний приклад здійснення способу Очищення поверхні деталей з ливарного жароміцного нікелевого сплаву ЖС6У-ВІ від продуктів високотемпературного окислення виконали на секторах соплового апарата І ступеню турбіни вентилятора авіаційного двигуна, які мають найбільше окислення поверхні каналів лопаток після наробки на двигунах 1700 - 2400 годин, відновний відпал секторів у середовищі дисоційованого аміаку проводили в металічних коробах з пісковим затвором, які помішують в електричні камерні печі В короба крізь патрубки подавали аміак, питоме ви1 трачення аміаку 0,15 - 0,50хв Швидкість обновлення відновної атмосфери для коробу об'єму 100л при витраченні аміаку 35л/хв складає 35л/хв = 0,35хв -1 100л Зниження питомого витрачення аміаку менш 0,15хв спричиняє уповільнення процесу відновлення продуктів високотемпературного окислення V = Таблиця 2 Технологічні режими процесу вилучення продуктів високотемпературного окисленні й сульфідної корозії з поверхні каналів секторів соплового апарата 1 ступеню турбіни вентилятора № з/п 1 2 3 4 Температура віднов- Питоме витраного відпалу чення аміаку °С 1000 1100 1150 1200 ХВ 1 0,35 0,20 0,15 0,20 Тривалість відпалу год 4 4 3 2 Ступінь очищення, стан поверхні ступінь очищення 100%, поверхня блискуча 46104 5 6 7 900 1120 1225 0,40 0,10 0,20 Продовження таблиці 2 ступінь очищення 95% , плями окисів 5 3 1 Більш детальне дослідження стану поверхні каналів виконували за допомогою растрового електронного мікроскопу JSH T300 при збільшенні 1000-5000крат У результаті виконаної роботи було встанов ступінь очищення 85%, плями оксидів лено, що за заявляємим способом забезпечується високоякісне очищення поверхні ливарного жароміцного сплаву від продуктів високотемпературного окислення й сульфідної корозії, при цьому виключається розтравта витрата геометрії деталей ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044) 456 - 20 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Автори англійськоюOrlov Mykhailo Romanovych
Автори російськоюОрлов Михаил Романович
МПК / Мітки
МПК: C23G 1/08, C23F 1/10, C23G 1/02, C23F 3/00
Мітки: спосіб, деталей, жароміцних, очищення, сплавів
Код посилання
<a href="https://ua.patents.su/3-46104-sposib-ochishhennya-detalejj-z-zharomicnikh-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб очищення деталей з жароміцних сплавів</a>
Спосіб виготовлення лопаток з жароміцних сплавів
Номер патенту: 35519
Опубліковано: 15.03.2001
Автори: Булах Микола Григорович, Мандра Анатолій Степанович, Бузикін Ілля Єлисеєвич, Ромець Володимир Володимирович, Бобов Володимир Петрович, Білоус Валерій Іванович, Педько Борис Іванович
МПК: B22D 25/00, B21K 3/00
Мітки: виготовлення, лопаток, сплавів, спосіб, жароміцних
Формула / Реферат:
1. Спосіб виготовлення лопаток із жароміцних сплавів, що полягає у виготовленні прес-форми з літниковою системою, встановки в неї стрижнів, одержання моделі лопаток формування на моделі керамічної оболонки-форми, виплавці модельної маси, пропікання форм у печі і заливания форм розплавом, який відрізняється тим, що стрижні виготовляють із маршаліту пресуванням 15-20 кг/см2 при температурі 130-140оС й витримкою під пресом 15-20 сек., форми...
Спосіб отримання порошків жароміцних сплавів

Номер патенту: 40543
Опубліковано: 16.07.2001
Автори: Пашетнєва Наталія Миколайовна, Кононенко Анатолій Акимович, Терновий Юрій Федорович, Ципунов Олексій Георгійович
МПК: B22F 9/08
Мітки: отримання, спосіб, порошків, сплавів, жароміцних
Текст:
Спосіб поверхневого зміцнення деталей з титанових сплавів
Номер патенту: 41429
Опубліковано: 17.09.2001
Автори: Перемітько Валерій Вікторович, Трубнік Михайло Володимирович
МПК: C23C 8/24
Мітки: поверхневого, спосіб, сплавів, титанових, зміцнення, деталей
Формула / Реферат:
Способ поверхностного упрочнения деталей из титановых сплавов, при котором аргон подают в зону нагрева дугой, отличающийся тем, что используют дугу косвенного действия, при высоте подъема электродов над изделиями 12-15 мм и подают аргон к електродам расходом 3-4 л/мин.
Спосіб ізотермічного гартування деталей із залізовуглецевих сплавів
Номер патенту: 19545
Опубліковано: 25.12.1997
Автор: Неїжко Іван Григорович
Мітки: гартування, спосіб, сплавів, залізовуглецевих, ізотермічного, деталей
Формула / Реферат:
Способ изотермической закалки деталей из железо-углеродистых сплавов, включающий нагрев до температуры аусгенизации, выдержку, ускоренное охлаждение, изотермическую выдержку, отличающийся тем, что ускоренное охлаждение проводят в воде до температуры 100-250°С с последующим переносом в печь для изотермической выдержки.
Спосіб очищення каналів деталей
Номер патенту: 2016
Опубліковано: 20.12.1994
Автор: Білан Микола Володимирович
МПК: B08B 3/02
Мітки: каналів, очищення, спосіб, деталей
Формула / Реферат:
Способ очистки каналов деталей, заключающийся в том, что в каждый канал подают струю моющей жидкости с закручиванием последней, отличающийся тем, что струи в каналы подают вдоль их оси и закручивают их по винтовой линии с одинаковым направлением закрутки, причем в периферийных каналах формируют однозаходную винтовую струю, а в центральном - многозаходную с числом заходов, равным числу периферийных каналов, при этом шаг винтовой струи в...
Попередній патент: Твердий склад, що містить (4-трифторметил)анілід 5-метилізоксазол-4-карбонової кислоти та n-(4-трифторметилфеніл)амід 2-ціан-3-гідроксикротонової кислоти
Наступний патент: Спосіб лікування гнійно-запальних ускладнень у хворих на гемофілію шляхом комплексної терапії
Випадковий патент: Спосіб формування цекоректального анастомозу