Спосіб виготовлення лопаток з жароміцних сплавів
Номер патенту: 35519
Опубліковано: 15.03.2001
Автори: Бобов Володимир Петрович, Білоус Валерій Іванович, Ромець Володимир Володимирович, Мандра Анатолій Степанович, Булах Микола Григорович, Бузикін Ілля Єлисеєвич, Педько Борис Іванович
Формула / Реферат
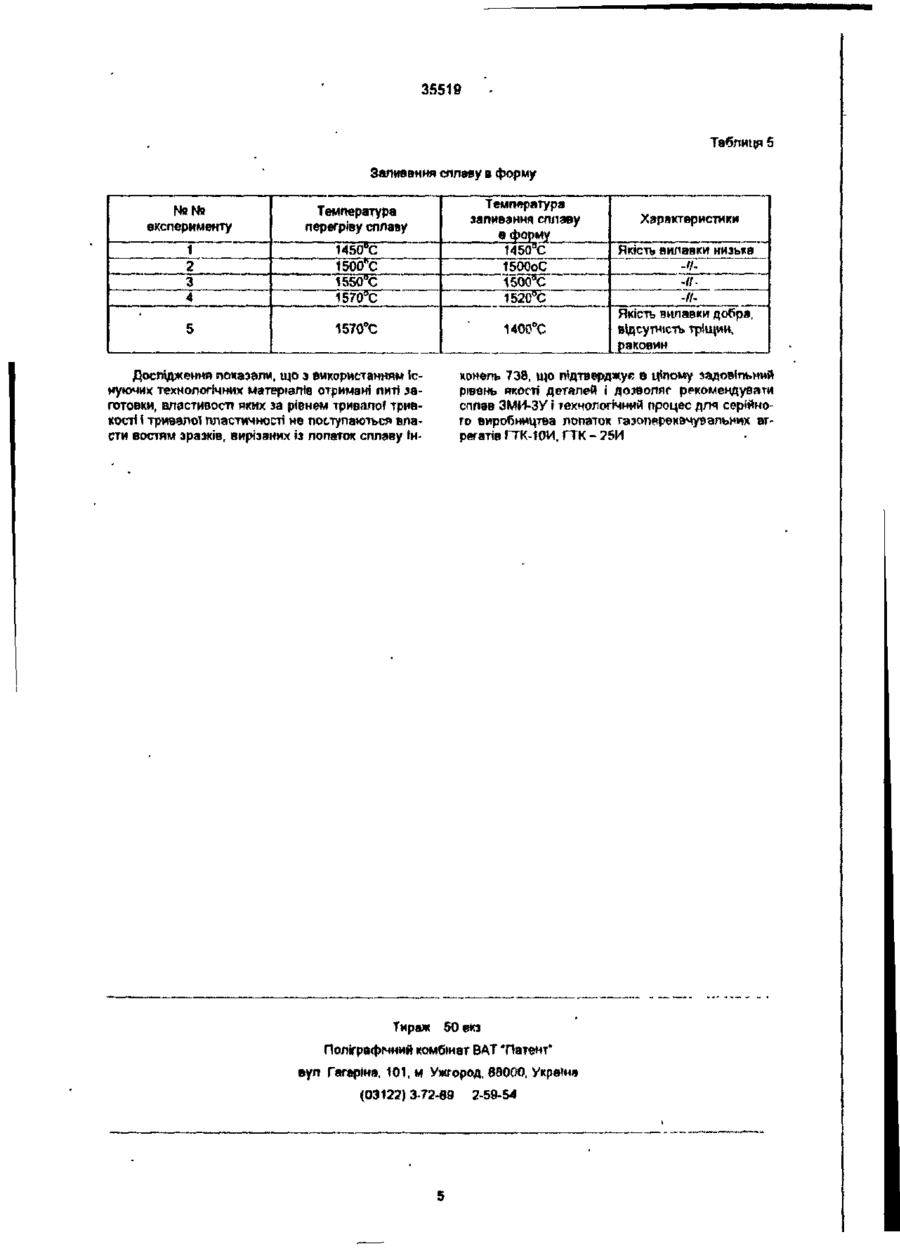
1. Спосіб виготовлення лопаток із жароміцних сплавів, що полягає у виготовленні прес-форми з літниковою системою, встановки в неї стрижнів, одержання моделі лопаток формування на моделі керамічної оболонки-форми, виплавці модельної маси, пропікання форм у печі і заливания форм розплавом, який відрізняється тим, що стрижні виготовляють із маршаліту пресуванням 15-20 кг/см2 при температурі 130-140оС й витримкою під пресом 15-20 сек., форми пропікають при температурі 950-980оС в плині 2,0-2,5 год, а перед заливанням у форму сплав перегрівають до 1570оС, при цьому заливання сплаву у форму роблять при температурі 1520оС.
2. Спосіб за п. 1, який відрізняється тим. що воскові моделі лопаток виготовлюють з маси ВІАМ-102 із температури розмягчення 77-85оС і зольністю 0,2% із додаванням 50% каніфолі і сечовини у відношені 6:1.
3 Спосіб за п 1, який відрізняється тим, що лопатки виготовлюють із жароміцного сплаву ЗМІ-3У.
Текст
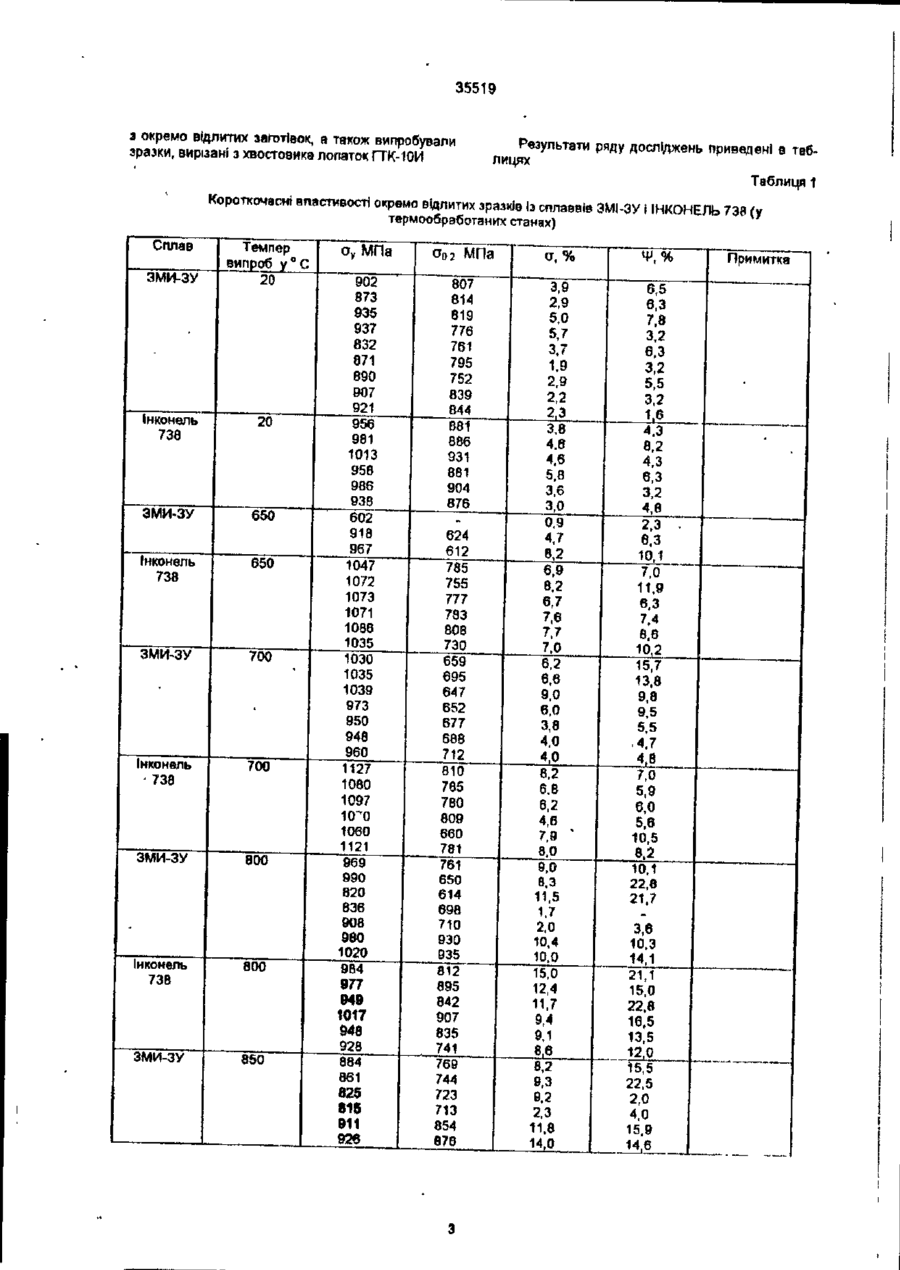
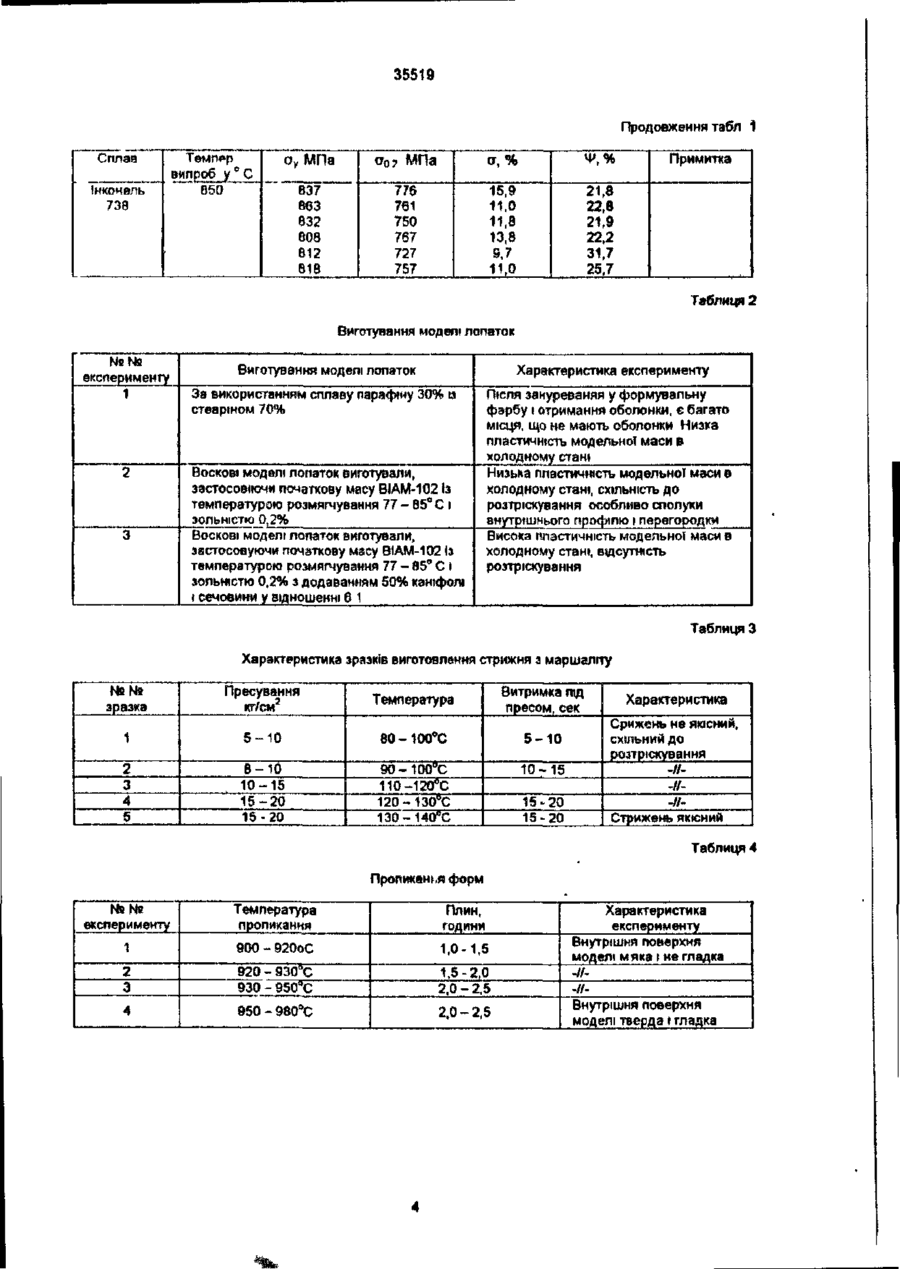
1 Спосіб виготовлення лопаток із жароміцних сплавів, що полягає у виготовленні прес-форми з лггниковою системою, встановки в неї стрижнів, одержання моделі лопаток, формування на моделі керамічної оболонки-форми, виплавці модельної маси, пропікання форм у печі і заливання форм розплавом, який відрізняється тим, що стрижні виготовляють із маршаліту пресуванням 15-20 кг/см2при температурі 130-140'С Й витримкою під пресом 15-20 сек, форми пропікають при температурі 950-980Х Є плині 2,0-2,5 год, а перед заливанням у форму сплав перегрівають до 1570*С, при цьому запивання сплаву у форму роблять при температурі 1520Х 2 Спосіб за п 1, який відрізняється тим, що воскові моделі лопаток виготовлгоють з маси В1АМ-102 із температури розмягмення 77-85'С і зольністю 0,2% із додаванням 50% каніфолі і сечовини у відношені 6 1 3 Споаб за п 1 який відрізняється тим, що попатки виготовлюють із жароміцного сплаву ЗМІ-ЗУ Винахід відноситься до галузі виготовлення полаток газотурбінних установок і може знайти широке застосування в газовій, авіаційній, суднобудівній і інших галузях промисловості ВІДОМИЙ спосіб виготовлення лопаток, що полягає в нагріванні фасонної заготівки до температури, на 20-50"С перевищуючу температуру загартування сплаву, гарячому штампуванню заготівки, охолодженні штампування у воді і П холодному вальцюванні (див а с СРСР № 633682 кл В21К 3/00 Даний споаб при виготовленні попаток із, жароміцних двухфазних титанових сплавів володіє рядом істотних недопіків По-перше нагрів загопвепь у повітряній атмосфері електричних печей призводить до утворений ушкодженого поверхневого газонасиченого шару, розмір якого може бути зменшено за рахунок захисно-мастильних покриттів у вигляд> стекол або емапей Однак застосування цих покриттів зв'язано з високою трудомісткістю У* намегенмя, нестабільно»© товщиною покриття і неможливістю одержання точних лопаток При штампуванні з відхиленням профілю пера не більш 0,1 мм при товщині покриттів 0,1 мм і більш Крім того, скляні й емалеві покриття, що формуються при нагріванні не гарантують відсутності газонасиченого шару, оскільки сам нагрів здійснюється s газовій атмосфері По-друге, охолодження у воді здійснюється з різних температур кінця штампування, що призво дить до різного фазового складу і різних механічних властивостей штампованих напівфабрикатів Відомий спосіб виготовлення художніх виливків що включає одержання моделі і по ній форми. прокалку і запивання форми сплавом, при цьому модель одержують із складу, мас % ГІПС 40,0-55,56 крохмаль 14,29 -22,22 вода решту На П поверхню методом чорнового формування наносять композицію складу, мас % попуеодний сульфат кальцію 30,0 - 40,9 дюксид кремнію 30 0 - 40,7 азбест 3,0- 10,7 вода решта Потім на ЗОВНІШНІЙ поверхні форми формують кожух із жароміцного бетону, витримують отриманий єдиний блок на повітрі не менше 14 доби з наступною прокалкою у печі при 500-700"С в плині не менше 40 хе (див наприклад, патент РФ №2051008 Мкл И В22Д25ГО2) Однак, зазначений спосіб не дозвопяє одержати точний виливок лопатки з жароміцних сплавів Відома технолопя точного лиття модепей, що виплавляються Таким способом відпивають точні вироби зі складною конфігурацією інструменти (свердла, фрези) відповідальні деталі автомобілів, тракторів, лопаток турбін (див В И Добровольський, Н Г Чумак Технолопя металів і інших конс Ю Ю ЗГ t 35519 трукційних матеріалів — Вища школа, 1980. — С 78 - 80) Спосіб виготовлення деталей по цій технології полягає у виготовленні прес-форми з двох частин із літниковою системою І подальшим одержанням моделі лопаток, що виплавляється з установкою стержнів, прокалкою форм у печі і заливання форм розплавленим сплавом Прес-форми дозволяють одержати з застосуванням лиття під тиском точну, так називану модель виробу, що виплавляється зі сплаву парафіну (30%) із стеарином (70%), моделі об'єднуються загальною літниковою системою в комплект (блок) у вигпяді «ялинки» Легкоплавкий комплект («ялинка») занурюється у формувальну фзрбу, що складається з порошку 90 % дрібного кварцового піску, 7 % каоліну, 3 % графіту Порошок розмішуєгься в складі, що перебуває з 20 % рідкого скла І 80 % води Після занурювання «ялинка» покривається трьохміпіметровою оболонкою Місця, що не мають оболонки, посипають дрібним піском або корундом і сушать блок при кімнатній температурі біля 5 - 6 год , потім поміщають у сушильну піч з температурою 100 - 12СГС, де Відбувається плавлення пегкоппавкої моделі з літником («ялинки») і видалення розплаву в збірник через літникову систему, що утворилася в обопонці Після видалення розплаву форму (оболонку) пропікають у печі при температурі 800 - 850°С Легкоппавкий матеріал, що частково залишився на поверхні вигорає, а внутрішня поверхня форми стає твердою і гладкою Оболонку заформовують в опоці Розплавлений метал заливають у форми відцентровим або іншим способом Після твердіння Й охоподження форму розбивають, деталі звільняють від ЛІТНИКІВ І зачищують Отримані детал( відрізняються високою точністю Зазначений спосіб обраний в якості прототипу. Однак, зазначена технологія випивки деталей не забезпечує можливості виробництва робочих лопаток турбін газоперекачувальних агрегатів ГТК10И закордонного виробництва У якості матеріалу робочих лопаток турбін високого тиску ГТК-10И використовуються ІНКОНЕЛЬ-738. Ці лопатки при експлуатації піспя визначеного періоду часу вимагають заміни, а покупка їх за кордоном коштує дорого Тому було запропоновано виготовляти лопатки зі сплаву ЗМИ-ЗУ (ХН64ВМК10Т) вітчизняного виробництва В основу винаходу поставлена задача зробити такий спосіб виготовлення лопаток турбін газоперекачувальних агрегатів за допомогою нових технологічних операцій, який забезпечив здобуття лопаток, які мапи можливість роботи при високому тиску та не поступапи по якості лопаткам закордонного виробництва Ця задача вирішується тим, що у відомому способі виготовлення деталей із жаропрочних сплавів, який включає виготовлення прес-форм з ЛІТНІКОВОЮ системою, встановки в неї стержнів, одержанні моделі лопаток, формуваннл на моделі керамічної оболонки форми, виплавлення модельної маси, прокалю-ванню форм у печі, заливання форм расплавом, стрижні виготовляють із маршаліту пресуванням 15 - 20 кг/см при температурі 130-140" С і витримкою пщ пресом 15 - 20 сек , при цьому форми пропікають при температурі 950 98ОЯС в ппині 2,0 - 2,5 години, а перед заливанням у форму сппав перегрівають до 1570* С, при цьому заливання сплаву у форму роблять при температурі 1520" С Воскові моделі лопаток виготовляють, застосовуючи початкову масу ВІАМ 102 із температури розмягчення 77 - 85 ° С і зольністю 0,2% із додаванням 50% каніфолі і сечовини у відношенні 6 1 Розробка технології виливки заготівель здійснювалася в два етапи на першому попередньому, виготовляли за майстрзми-модепями металоепоксідиі прес-форми (модепі і стрижні), Із використанням яких відливали спробні виливки. Визначали придатність тих або інших технологічних матеріалів, досліджували їхні коефіцієнти лінійного розширення і фізико-механічної сумісності, а також досліджували макро і мікро структури, властивості зразків, вирізаних із попередньо сформованих виливків Отримані результати обробляли і використовували при проектуванні і виготовленні пресформ. У практиці виробництва пустотілих заготівель лопаток турбін накопичений досвід застосування різних керамічних матеріалів, однак, як показали перші спроби одержання питих заготівель здійснити реальний вибір кераміки виявилося можливим пише в ході нагромадження необхідної практичної Інформації з коефіцієнтів термічного розширення, стійкості до термічного удару розплавленим металом і, що особливо важливо, можливості швидкого видалення керамічного стрижня, що оформляє внутрішню порожнину лопатки За всіма показниками найбільш прийнятним варіантом виявилося використання керамічного стрижня на основі маршаліта Керамічний стрижень виконаний на основі маршалпа пресуванням 15-20 кг/см3 при температурі 130 - 140° С й витримкою під пресом 15-20 сек воскові моделі лопаток виготовляли, застосовуючи початкову масу ВІАМ-102 із температурою размягчения - 77 - 85е С й зольністю 0,2% із додаванням 50% каніфолі і сечовини у відношенні 6:1. З використанням високопластичної І стабільноТ (у геометричному аспекті) модельної маси, здійснювали складання блоків із застосуванням попередньо виготовлених прес-форми, моделі, стрижня, що літниково-питаючих систем Задовільні результати з вибіру керамічних оболонок були досягнуті при використанні вогнетривкого покриття, що перебуває з дистенсиліманіту (суспензії) і обсипки електро корунду різної фракції Форми пропікали при температурі 950 - 980*С в плин 2 - 2,5 годин, а перед заливанням у форму сплав перегрівали до 1570" С, при цьому заливання сплаву у форму робили при температурі 1520* С Для підтвердження обгрунтованості вибору матеріалів і техпроцессу формування литтям необхідного комплексу властивостей були проведені порівняльні дослідження властивостей окремо відлитих зразків і зразків, вирізаних із лопаток, сплавів ЗМИ-ЗУ і ІНКОНЕЛЬ 738 - сплаву, використовуваного за рубежем для робочих лопаток перших щаблів стаціонарних газових турбін. вихідну оцінку властивостей сплавів ЗМІ-ЗУ і ІНКОНЕЛЬ 738 здійснювали, виготовляючи зразки 35519 з окремо відлитих заготівок, а також випробували зразки, вирізані з хвостовика лопаток ГТК-10И Результати ряду досліджень приведені в таблицях Таблиця 1 Короткочасні властивості окремо відлитих зразків із сплаввів ЗМІ-ЗУ і ІНКОНЕЛЬ 738 (у термообработаних станах) Сплав rtki.J r W % ЗМИ-ЗУ Темпер випроб у ° С 20 Інконель 738 fib did О\Г ЗМИ-ЗУ Інконель 736 JMM-оУ 20 650 650 700 . — Інконель • 738 о* їм о\/ оМИ-оУ 700 800 Оу МП а 902 873 935 937 832 871 890 907 921 956 981 1013 958 966 938 602 918 967 1047 1072 1073 1071 1086 1035 1030 1035 1039 973 950 948 960 1127 1080 1097 104) 1060 1121 969 990 820 836 906 900 —. Інконель 800 984 977 949 1017 тло 738 ЗМИ-ЗУ 1020 850 948 926 884 661 625 815 911 926 Оо2 МПа а, % Ф, % 807 814 819 776 761 795 752 839 844 881 886 931 881 904 876 3,9 2,9 5,0 5,7 3,7 1,9 2,9 2,2 2,3 6,5 6^3 624 612 785 755 777 783 808 730 659 695 647 652 677 688 712 810 785 780 809 660 781 761 650 614 698 710 930 935 812 895 842 907 835 741 769 744 723 713 854 876 3,8 4.6 4,6 5,8 3,6 3,0 0,9 4,7 8,2 6,9 8,2 6,7 7,6 7,7 7,0 6,2 6,6 9.0 6,0 3,8 4,0 4,0 8,2 6.8 6,2 4,6 7,9 ' 9,0 9,0 8,3 11.5 1.7 2.0 10,4 10.0 15,0 12,4 11,7 9,4 9,1 8,6 Z.C1 8,2 9,3 6,2 2.3 11.8 14,0 Примитка 7,'8 32
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing blades from high-temperature alloys
Автори англійськоюRomets Volodymyr Volodymyrovych, Ped'ko Borys Ivanovych, Buzykin Illia Yelyseevych, Bulakh Mykola Hryhorovych, Bobov Volodymyr Petrovych, Bilous Valerii Ivanovych
Назва патенту російськоюСпособ изготовления лопаток из жаропрочных сплавов
Автори російськоюРомец Владимир Владимирович, Педько Борис Иванович, Бузыкин Илья Елисеевич, Булах Николай Григорьевич, Бобов Владимир Петрович, Билоус Валерий Иванович
МПК / Мітки
МПК: B21K 3/00, B22D 25/00
Мітки: лопаток, жароміцних, спосіб, сплавів, виготовлення
Код посилання
<a href="https://ua.patents.su/6-35519-sposib-vigotovlennya-lopatok-z-zharomicnikh-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення лопаток з жароміцних сплавів</a>
Спосіб зміцнення лопаток з титанових сплавів
Номер патенту: 15150
Опубліковано: 30.06.1997
Автори: Писаренко Георгій Степанович, Куліш Микола Полікарпович, Гліксон Ігор Леонідович, Петренко Петро Васильович, Леонець Віктор Адамович, Лук'янов Валентин Семенович, Мельнікова Наталія Олександрівна, Банас Федір Павлович, Богуслаев Вячеслав Олександрович
МПК: C21D 8/00
Мітки: спосіб, сплавів, зміцнення, титанових, лопаток
Формула / Реферат:
Способ упрочнения лопаток из титановых сплавов, включающий воздействие потоком заряженных частиц, "залечивание" поверхностных микродефектов, уменьшение шероховатости поверхности, отличающийся тем, что воздействие на лопатку осуществляют потоком электронов с энергией, которую определяют из соотношения:где Е - энергия электронов, МэВ;См - максимальная толщина лопатки, мм; r - плотность титанового сплава,...
Спосіб відновлювальної термічної обробки лопаток деформівних дисперсійно твердіючих жаростійких нікелевих сплавів, перегрітих у процесі експлуатації
Номер патенту: 15917
Опубліковано: 30.06.1997
Автори: Туманова Гєртруда Івановна, Антоненко Тетяна Федорівна, Биков Ігор Дмитрович, Чударєва Ларіса Павловна
МПК: C22F 1/10
Мітки: твердіючих, обробки, жаростійких, дисперсійно, сплавів, експлуатації, відновлювальної, лопаток, нікелевих, перегрітих, термічної, деформівних, спосіб, процесі
Формула / Реферат:
1. Способ восстановительной термической обработки лопаток из деформируемых дисперсионно твердеющих жаропрочных никелевых сплавов, перегретых в процессе эксплуатации, включающий нагрев, изотермимескую выдержку для выделения и коагуляции у фазы и охлаждение, отличающийся тем, что нагрев проводят до оптимальной температуры дисперсионного твердения, выдержку осуществляют в течение времени, необходимого для достижения размера частиц у фазы...
Спосіб виготовлення обичайки корпуса осьового вентилятора з граткою випрямляючих лопаток
Номер патенту: 18315
Опубліковано: 25.12.1997
Автори: Іванов Сергій Сергійович, Дудкін Віктор Євграфович, Іванов Сергій Костянтинович, Ладік Валерій Григорович
МПК: F04D 29/40
Мітки: вентилятора, спосіб, обичайки, виготовлення, випрямляючих, корпуса, осьового, лопаток, граткою
Формула / Реферат:
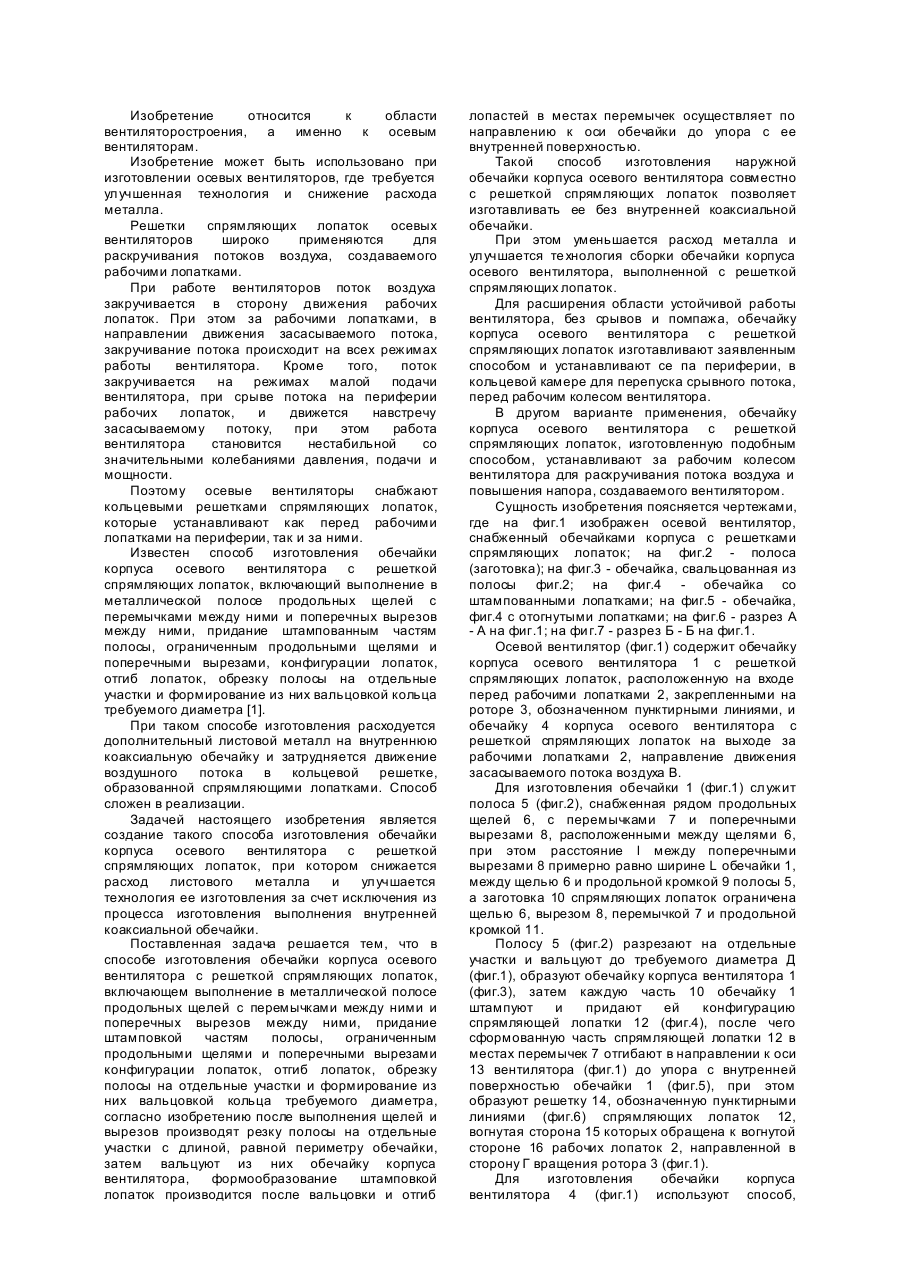
Способ изготовления обечайки корпуса осевого вентилятора с решеткой спрямляющих лопаток, включающий выполнение в металлической полосе продольных щелей с перемычками между ними и поперечных вырезов между ними, придание штамповкой частям полосы, ограниченным продольными щелями и поперечными вырезами, конфигурации лопаток, отгиб лопаток, обрезку полосы на отдельные участки и формирование из них вальцовкой кольца требуемого диаметра, отличающийся...
Спосіб виготовлення титанових лопаток газотурбінних двигунів
Номер патенту: 15685
Опубліковано: 30.06.1997
Автори: Гліксон Ігор Леонідович, Лук'янов Валентин Семенович, Біргєр Ісаак Ароновія, Мігунов Віталій Михайлович, Ободан Наталья Іллівна, Бондарь Олександр Ігнатович, Богуслаєв Вячеслав Олександрович
МПК: B21K 3/00
Мітки: газотурбінних, лопаток, спосіб, титанових, двигунів, виготовлення
Формула / Реферат:
(57) Способ изготовления титановых лопаток газотурбинных двигателей, при котором изготавливают полуфабрикат с припуском по прикромочным зонам пера, осуществляют его холодное вальцевание и отжиг, отличающийся тем, что отжиг осуществляют перед холодным вальцеванием, в процессе холодного вальцевания на полуфабрикат воздействуют дифференцированно на центральную часть пера в пределах упругих деформаций и на прикромочную часть пера в зоне его...
Спосіб виготовлення відливок складної конфігурації із алюмінієвих сплавів
Номер патенту: 2990
Опубліковано: 26.12.1994
Автори: Лісовська Людмила Михайлівна, Костенецький Геннадій Едуардович, Доброскок Анатолій Олексійович, Самойленко Олег Петрович, Фомін Андрій Володимирович, Шептуха Микола Михайлович, Касімова Любов Захарівна
МПК: B22D 18/04
Мітки: складної, відливок, алюмінієвих, спосіб, виготовлення, сплавів, конфігурації
Формула / Реферат:
Способ изготовления отливок сложной конфигурации из алюминиевых сплавов, включающий нагрев гипсовой формы, полученной с помощью постоянной модели, до температуры 150—200 °C и заливку ее расплавом металла, отличающийся тем, что перед заливкой расплава металла гипсовую форму охлаждают до температуры 60—90 °C заливку производят под низким давлением, составляющим 30—50 кПа.
Попередній патент: Спосіб обробляння поверхні довгомірних циліндричних виробів
Наступний патент: Горілка
Випадковий патент: Спосіб визначення малих доз іонного легування