Спосіб виготовлення в підкладних штампах точних поковок типу фурм з осьовим отвором та пристрій для його здійснення
Номер патенту: 25561
Опубліковано: 30.10.1998
Автори: Бублік Георгій Єгорович, Андрющенко Анатолій Петрович
Формула / Реферат
1. Спосіб виготовлення в підкладних штампах точних поковок типу фурм з осьовим отвором, що включає нагрівання заготовки до температури штампування, багатоперехідне видавлювання кільцевими пуансонами та прошивку отвору прошивним штирем, який відрізняється тим, що на першому переході виконують на одному з торців заготовки позначку отвору, а на протилежному торцеві співвісну з позначкою отвору кільцеву канавку, на другому переході здійснюють формування маточини та стінки стакана шляхом зворотного видавлювання з прошивкою отвору, причому кільцеву канавку на торцеві заготовки використовують для фіксації кільцевого пуансона співвісно з прошивним штирем, а прошивку виконують у напрямку осьового плину металу.
2. Пристрій для здійснення способу за п.1, що являє собою підкладний штамп, який складається з матриць першого та другого переходів, кільцевих пуансонів першого та другого переходів та прошивних штирів першого та другого переходів, який відрізняється тим, що він додатково забезпечений центрувальним бандажем з осьовим циліндричним отвором змінного перерізу, який контактує своїм отвором найменшого діаметру з боковою поверхнею кільцевого пуансона першого переходу, а отвором найбільшого діаметра - з зовнішньою боковою поверхнею матриці першого переходу, причому зазори між контактуючими поверхнями не перевищують значень, відповідних до ковзного насадження та точності не нижче 12 квалітету.
Текст
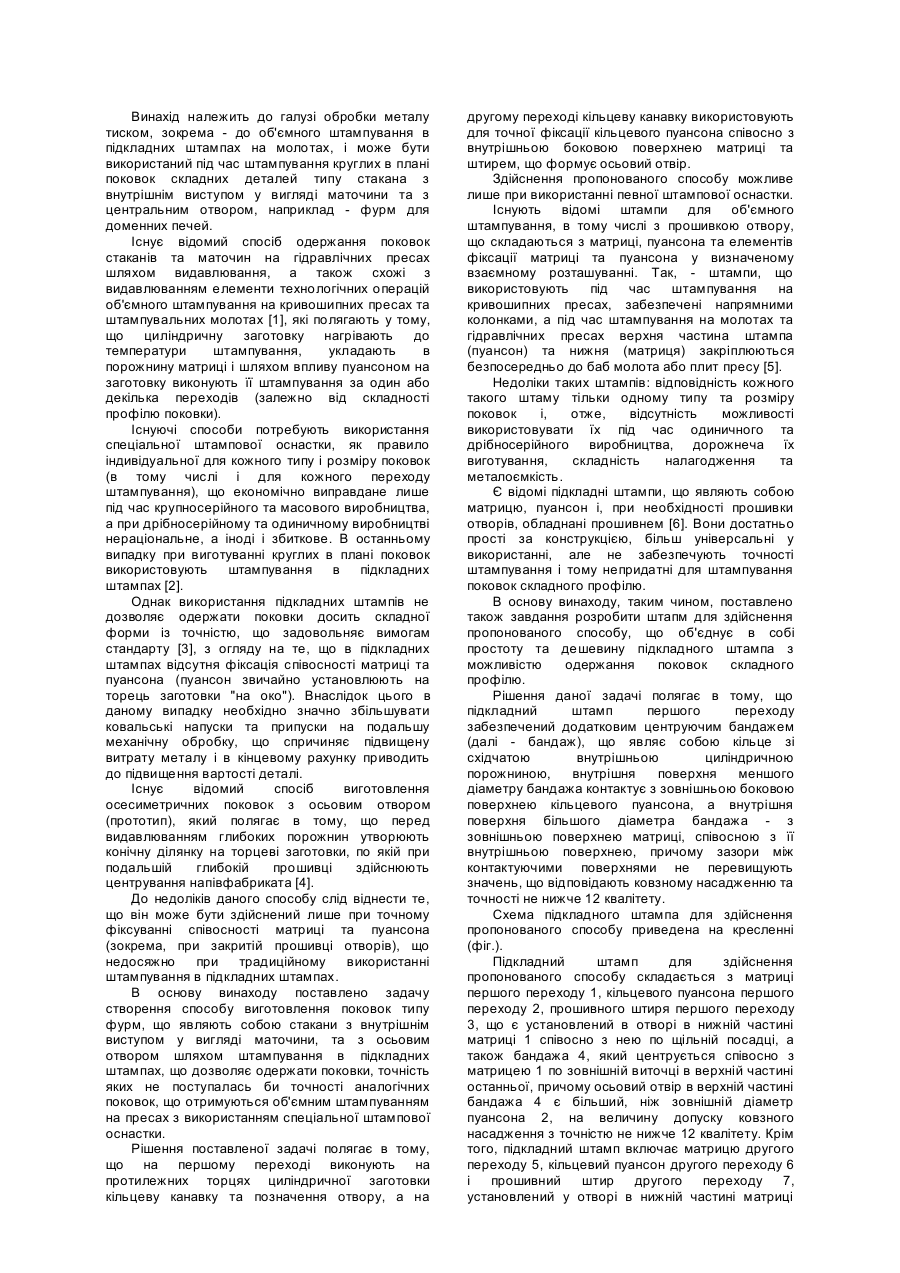
Винахід належить до галузі обробки металу тиском, зокрема - до об'ємного штампування в підкладних штампах на молотах, і може бути використаний під час штампування круглих в плані поковок складних деталей типу стакана з внутрішнім виступом у вигляді маточини та з центральним отвором, наприклад - фурм для доменних печей. Існує відомий спосіб одержання поковок стаканів та маточин на гідравлічних пресах шляхом видавлювання, а також схожі з видавлюванням елементи технологічних операцій об'ємного штампування на кривошипних пресах та штампувальних молотах [1], які полягають у тому, що циліндричну заготовку нагрівають до температури штампування, укладають в порожнину матриці і шляхом впливу пуансоном на заготовку виконують її штампування за один або декілька переходів (залежно від складності профілю поковки). Існуючі способи потребують використання спеціальної штампової оснастки, як правило індивідуальної для кожного типу і розміру поковок (в тому числі і для кожного переходу штампування), що економічно виправдане лише під час крупносерійного та масового виробництва, а при дрібносерійному та одиничному виробництві нераціональне, а іноді і збиткове. В останньому випадку при виготуванні круглих в плані поковок використовують штампування в підкладних штампах [2]. Однак використання підкладних штампів не дозволяє одержати поковки досить складної форми із точністю, що задовольняє вимогам стандарту [3], з огляду на те, що в підкладних штампах відсутня фіксація співосності матриці та пуансона (пуансон звичайно установлюють на торець заготовки "на око"). Внаслідок цього в даному випадку необхідно значно збільшувати ковальські напуски та припуски на подальшу механічну обробку, що спричиняє підвищену витрату металу і в кінцевому рахунку приводить до підвищення вартості деталі. Існує відомий спосіб виготовлення осесиметричних поковок з осьовим отвором (прототип), який полягає в тому, що перед видавлюванням глибоких порожнин утворюють конічну ділянку на торцеві заготовки, по якій при подальшій глибокій прошивці здійснюють центрування напівфабриката [4]. До недоліків даного способу слід віднести те, що він може бути здійснений лише при точному фіксуванні співосності матриці та пуансона (зокрема, при закритій прошивці отворів), що недосяжно при традиційному використанні штампування в підкладних штампах. В основу винаходу поставлено задачу створення способу виготовлення поковок типу фурм, що являють собою стакани з внутрішнім виступом у вигляді маточини, та з осьовим отвором шляхом штампування в підкладних штампах, що дозволяє одержати поковки, точність яких не поступалась би точності аналогічних поковок, що отримуються об'ємним штампуванням на пресах з використанням спеціальної штампової оснастки. Рішення поставленої задачі полягає в тому, що на першому переході виконують на протилежних торцях циліндричної заготовки кільцеву канавку та позначення отвору, а на другому переході кільцеву канавку використовують для точної фіксації кільцевого пуансона співосно з внутрішньою боковою поверхнею матриці та штирем, що формує осьовий отвір. Здійснення пропонованого способу можливе лише при використанні певної штампової оснастки. Існують відомі штампи для об'ємного штампування, в тому числі з прошивкою отвору, що складаються з матриці, пуансона та елементів фіксації матриці та пуансона у визначеному взаємному розташуванні. Так, - штампи, що використовують під час штампування на кривошипних пресах, забезпечені напрямними колонками, а під час штампування на молотах та гідравлічних пресах верхня частина штампа (пуансон) та нижня (матриця) закріплюються безпосередньо до баб молота або плит пресу [5]. Недоліки таких штампів: відповідність кожного такого штаму тільки одному типу та розміру поковок і, отже, відсутність можливості використовувати їх під час одиничного та дрібносерійного виробництва, дорожнеча їх виготування, складність налагодження та металоємкість. Є відомі підкладні штампи, що являють собою матрицю, пуансон і, при необхідності прошивки отворів, обладнані прошивнем [6]. Вони достатньо прості за конструкцією, більш універсальні у використанні, але не забезпечують точності штампування і тому непридатні для штампування поковок складного профілю. В основу винаходу, таким чином, поставлено також завдання розробити штапм для здійснення пропонованого способу, що об'єднує в собі простоту та дешевину підкладного штампа з можливістю одержання поковок складного профілю. Рішення даної задачі полягає в тому, що підкладний штамп першого переходу забезпечений додатковим центруючим бандажем (далі - бандаж), що являє собою кільце зі східчатою внутрішньою циліндричною порожниною, внутрішня поверхня меншого діаметру бандажа контактує з зовнішньою боковою поверхнею кільцевого пуансона, а внутрішня поверхня більшого діаметра бандажа - з зовнішньою поверхнею матриці, співосною з її внутрішньою поверхнею, причому зазори між контактуючими поверхнями не перевищують значень, що відповідають ковзному насадженню та точності не нижче 12 квалітету. Схема підкладного штампа для здійснення пропонованого способу приведена на кресленні (фіг.). Підкладний штамп для здійснення пропонованого способу складається з матриці першого переходу 1, кільцевого пуансона першого переходу 2, прошивного штиря першого переходу 3, що є установлений в отворі в нижній частині матриці 1 співосно з нею по щільній посадці, а також бандажа 4, який центрується співосно з матрицею 1 по зовнішній виточці в верхній частині останньої, причому осьовий отвір в верхній частині бандажа 4 є більший, ніж зовнішній діаметр пуансона 2, на величину допуску ковзного насадження з точністю не нижче 12 квалітету. Крім того, підкладний штамп включає матрицю другого переходу 5, кільцевий пуансон другого переходу 6 і прошивний штир другого переходу 7, установлений у отворі в нижній частині матриці другого переходу 5 співосно з нею по щільній посадці. Пропонований спосіб здійснюють на молоті таким чином. Нагріту до кувальної температури циліндричну заготовку 8 поміщають в матрицю першого переходу 1, установлюючи торцевою поверхнею на прошивний штир першого переходу 3 таким чином, щоб заготовка контактувала по всьому периметру з бічною стінкою матриці 1. Легкими ударами бойка молота по частині заготовки, що виступає над верхньою кромкою матриці, останню насаджують на штир 3 до повного заглиблення заготовки в матрицю. Далі встановлюють бандаж 4, надіваючи його на матрицю шляхом суміщання відповідних посадочних місць (зовнішня виточка в верхній частині матриці та внутрішня виточка в нижній частині бандажа), після чого в верхній осьовий отвір бандажа 4 поміщають кільцевий пуансон 2 до зіткнення нижньої кромки пуансона з заготовкою. Середніми ударами бойка молота по пуансону 2 виконують позначення отвору, в нижній частині заготовки та формують співосну з позначкою кільцеву канавку в верхній частині заготовки, одночасно здійснюючи витиснення металу заготовки в порожнину, утворену. пуансоном 2 з матрицею 1 і штирем 3. Процес витиснення продовжують до зіткнення нижньої площини фланця пуансона 2 з верхньою площиною бандажа 4, завершуючи цим процес штампування першого переходу. Далі напівфабрикат вилучають з штампу та здійснюють його підігрівання до кувальної температури. Підігрітий напівфабрикат укладають в матрицю другого переходу 5, розташовуючи позначкою отвору на прошивний штир другого переходу 7. Натисканням бойка молота на частину напівфабриката, що виступає над кромкою матриці 5, останній насаджують на штир 7 до повного занурення в матрицю 5. Далі на напівфабрикат установлюють кільцевий пуансон другого переходу 6, розташовуючи його в кільцевій канавці в верхній частині напівфабриката. Легкими ударами бойка молота (2 - 3 удари) по пуансону 6 виконують занурення напівфабриката в матрицю 5 до зіткнення нижньої частини напівфабриката з дном матриці 5, після чого середніми та сильними ударами бойка, молота здійснюють остаточне витиснення поковки 9 з оформленням маточини та прошивкою отвору. Закінчення штампування фіксують по зазору між нижньою площиною фланця пуансона 6 та верхнім торцем матриці 5, величину якого витримують в межах 2 - 4мм, після чого готову поковку вилучають зі штампу. Приклад здійснення способу. У ковальсько-пресовому цеху комбінату "Азовсталь" виконали штампування дослідної партії поковок деталей фурми доменної печі в кількості 23шт. За вихідну заготовку використовували литі заготовки та кований круг діаметром 190мм, висотою 100мм з мідного сплаву М1 (маса заготовки складає 24,4кг). Заготовки нагрівали в печі до температури 950 1000°C. Штампування здійснювали при температурі металу 950 - 750°C на кувальному молоті з масою падаючих частин 3,15т. На першому переході виконували позначення отвору в основі поковки глибиною 20 - 22мм. На другому переході виконували прошивку отвору діаметром 51мм і остаточне видавлювання поковки. Точність виготування поковок відповідає вимогам ГОСТ 7505 - 89 для поковок підвищеної точності. Зміщення осі поковки неперевищує 1мм. Технологічний напуск по висоті стакана поковки не більше 10мм. Деталі підкладного штампа виготувані зі сталі 5ХНМ (кільцеві пуансони та прошивні штирі першого та другого переходів), сталі 40ХН (матриці першого та другого переходів), сталі 40ХН (бандаж). Для установки пуансонів та центруючого бандажа використовувались знімні ручки установленого зразка. Всі деталі штампа прості у виготуванні, їх установка на молоті не вимагає ніякого налагодження і не потребує залучення спеціалістів високої кваліфікації.
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21D 37/00, B21D 22/06
Мітки: осьовим, виготовлення, підкладних, фурм, точних, отвором, здійснення, типу, пристрій, штампах, спосіб, поковок
Код посилання
<a href="https://ua.patents.su/2-25561-sposib-vigotovlennya-v-pidkladnikh-shtampakh-tochnikh-pokovok-tipu-furm-z-osovim-otvorom-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення в підкладних штампах точних поковок типу фурм з осьовим отвором та пристрій для його здійснення</a>
Спосіб виготовлення деревностружкових плит і пристрій для його здійснення
Номер патенту: 15774
Опубліковано: 30.06.1997
Автори: Бехта Павло Антонович, Бехта Наталя Степанівна
Мітки: плит, пристрій, здійснення, спосіб, виготовлення, деревностружкових
Формула / Реферат:
1. Спосіб виготовлення деревностружкових плит, який включає завантаження стружкового килиму в прес, зімкнення плит преса, прогрівання водяною парою або газоподібним агентом шляхом продування і пресування, який відрізняється тим, що продування внутрішнього шару здійснюють в процесі зімкнення плит преса шляхом подачі водяної пари або іншого газоподібного агента під тиском від середини деревностружкового килиму до його кромок.2. Пристрій...
Спосіб виготовлення деталей типу відводів і пристрій для його втілення
Номер патенту: 9463
Опубліковано: 30.09.1996
Автори: Павлов Ігор Васільович, Венцьковський Олександр Віталійович, Кохан Леонід Тимофійович
МПК: B21C 37/15
Мітки: виготовлення, деталей, відводів, пристрій, втілення, типу, спосіб
Формула / Реферат:
1. Способ изготовления деталей типа отводов путём выполнения в трубчатой заготовке отверстия, формообразования в зоне, прилегающей к отверстию выступа, формования на его торцовом участке вогнутой поверхности, а также отбортовки отверстия и калибровки детали, отличающийся тем, что, с целью повышения качества получаемых деталей, формообразование выступа осуществляют в две стадии, первую из которых производят одновременно с оформлением на его...
Спосіб охолодження безперервнолитих стальних заготівок на машині криволінійного типу і пристрій для його здійснення
Номер патенту: 12706
Опубліковано: 28.02.1997
Автори: Іванов Євген Анатолійович, Булянда Олександр Олексійович, Заннес Олександр Миколайович, Носоченко Олег Васильович, Ємельянов Володимир Володимирович, Шепотиннік Леонід Степанович
МПК: B22D 11/00, B22D 11/12
Мітки: типу, охолодження, спосіб, здійснення, заготівок, безперервнолитих, машини, пристрій, стальних, криволінійного
Текст:
...ре жидкой с тали 1500°С активнос ть углерод а буд ет еще ниже. Опред елим ее для с тали с 0,12% С по формуле: N, lga( . 0,6735 2 1 05 T Nc 1 -5- Nt где ас - активнос ть углерод а, T температура, °К, Nc - атомная доля углерода в с тали 21050,6735+ -г=-х v 317 п ™,- , 1773 0,0046 1 -0,0046 y 1773 0,0046 1 -5-0, 0046" a c = 0,0268 (см. черт. 3). + О) При наличии примесей коэ ффициент активнос ти будет изменятьс я, определяем...
Спосіб виготовлення деталей з прутка і пристрій для його здійснення
Номер патенту: 5614
Опубліковано: 28.12.1994
Автори: Сазонов Владімір Ніколаєвіч, Стєпанов Владімір Андрєєвіч, Нестеров Дмитро Кузьмич, Жученко Олександр Миколайович
МПК: B21D 35/00, B21D 22/02
Мітки: виготовлення, здійснення, деталей, пристрій, спосіб, прутка
Формула / Реферат:
(57) 1. Способ изготовления деталей из прутка в штампе путем последовательной гибки с передачей предварительно изогнутой заготовки на позицию окончательной гибки при обратном ходе подвижной плиты штампа, отличающийся тем, что на позиции предварительной гибки сперва отгибают концевые участки заготовки, затем, освободив их, гнут в обратном направлении среднюю часть, после чего, при зафиксированной средней части, гнут промежуточные участки...
Спосіб виготовлення тіл обертання методом пошарової кристалізації та пристрій для його здійснення
Номер патенту: 18135
Опубліковано: 01.07.1997
Автори: Кучеренко Павел Петрович, Гречанюк Микола Іванович, ОСОКІН Валентин Олександрович
МПК: C22B 9/22
Мітки: здійснення, пристрій, кристалізації, тіл, виготовлення, спосіб, пошарової, обертання, методом
Формула / Реферат:
1. Способ изготовления тел вращения методом послойной кристаллизации путем введения вращающейся вокруг собственной оси затравки в контакт с расплавом и намораживание слоя на затравку, отличающийся тем, что для получения заданной толщины и структуры в каждом намораживаемом слое, намораживание на затравку осуществляют путем введения затравки в канавку, выполненную на боковой поверхности тигля, а подачу жидкого металла для намораживания...
Попередній патент: Пристрій для обробки металевих поверхонь
Наступний патент: Спосіб визначення протеолітичної активності ферментних препаратів
Випадковий патент: Дезодорант для туалетних кімнат