Спосіб оброблення металевих виробів
Номер патенту: 46568
Опубліковано: 15.12.2003
Автори: Борщов Олексій Вікторович, Отто Костянтин Валентинович, Трухін Микола Олексійович, Туник Олег Анатолійович
Формула / Реферат
Спосіб оброблення металевих виробів, що включає механічне оброблення, термічне оброблення й промаслювання, який відрізняється тим, що поверхню виробів механічно оброблюють до одержання шорсткості з висотою нерівностей ![]() мкм, а промаслювання проводять безпосередньо після нагрівання до температури
мкм, а промаслювання проводять безпосередньо після нагрівання до температури ![]() °С протягом часу
°С протягом часу ![]() годин, обумовленого залежністю
годин, обумовленого залежністю
![]() ,
,
де ![]() - температура нагрівання в зазначеному інтервалі, °С,
- температура нагрівання в зазначеному інтервалі, °С,
С - питома теплоємність сталі при температурі нагрівання, кДж/кг![]() °С.
°С.
Текст
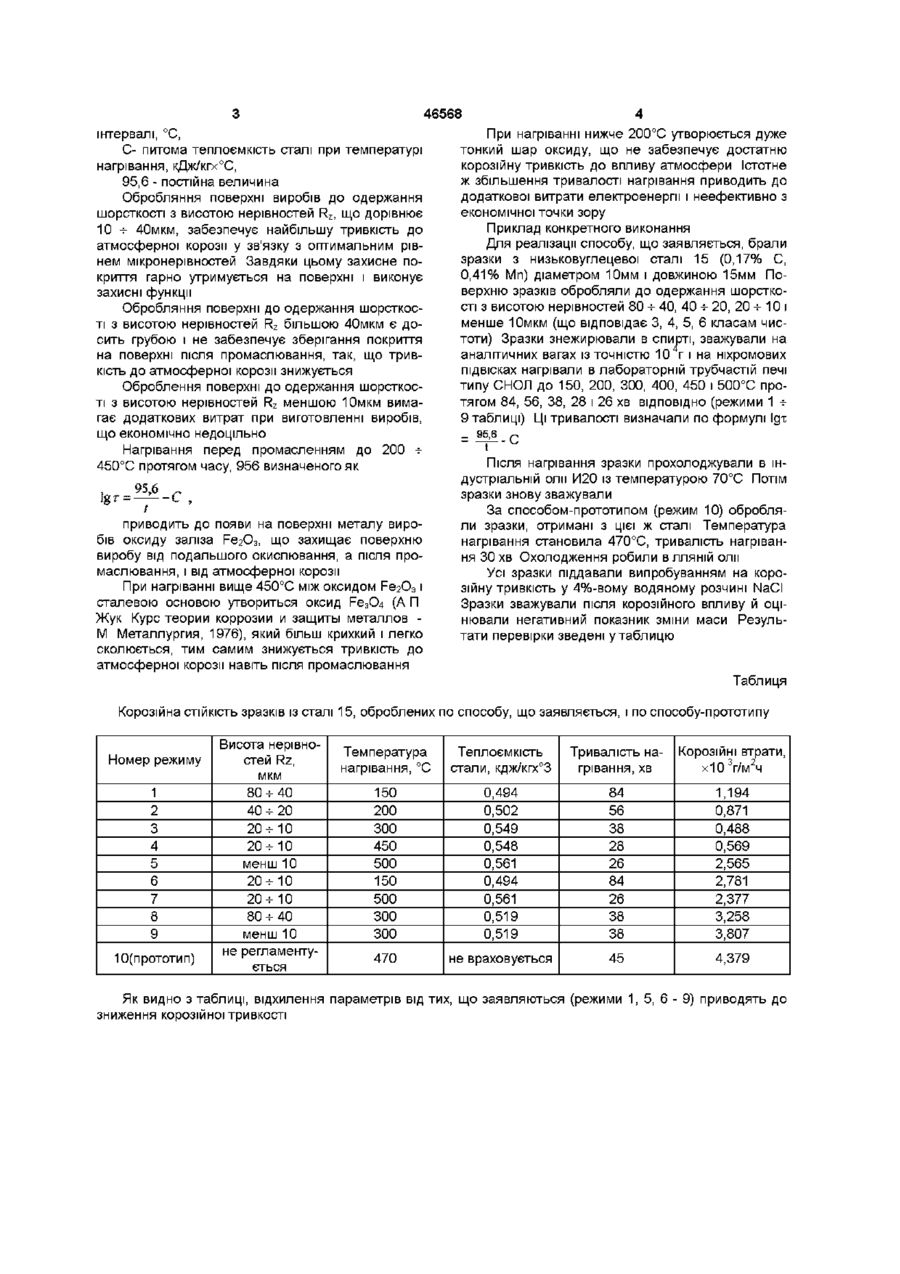
Спосіб оброблення металевих виробів, що включає механічне оброблення, термічне оброблення й промаслювання, який відрізняється тим, що поверхню виробів механічно оброблюють до Винахід відноситься до галузі одержання антикорозійних покриту переважно на металевих виробах із низько/вуглецевих сталей, і може бути використаний на металургійних і машинобудівних заводах Відомий спосіб захисту від корозії деталей поршневого двигуна внутрішнього згоряння при консервації, що включає прогрівання двигуна від постійного джерела протягом 2 т 3 с при частоті обертання колінчастого валу близькою до максимальної і покриття внутрішніх поверхонь олією (АС СРСР№1301871, C23F 11/00, опубл 1987р) Вадою відомого способу є обмеження його використання сферою автомобілебудування, тому, що специфіка поршневих двигунів зв'язана із застосуванням спеціальних марок сталей Відомий спосіб обробляння виробів, коли виріб нагрівають до температури 460 -ь 470°С і охолоджують у лляній олії (С Я Грилихес Оксидные и фосфатные покрытия металлов Под ред В М Вячеславова -Л Машиностроение, 1982 с 4) Цей спосіб по технічній сутності є найбільш близьким до способу, який заявляється і тому прийнятий як прототип Вадами відомого способу обробляння виробів є одержання шорсткості з висотою нерівностей 10-3- 40 мкм, а промаслювання проводять безпосередньо після нагрівання до температури 2 0 0 - ^ 4 5 0 °С протягом часу т годин, обумовленого залежністю і 95,6 „ де т - температура нагрівання в зазначеному інтервалі, °С, С - питома теплоємність сталі при температурі нагрівання, кДж/кгх °С знижена тривкість до атмосферної корозії, що є наслідком нерегламентованого часу нагрівання виробів, дефіцитність лляної олії, обмеженість технологічних можливостей, можливість використання тільки для інструмента, неконтрольоване відшаровування покрить В основу винаходу поставлено задачу такого удосконалення способу обробляння металевих виробів, що дозволило б підвищити тривкість поверхні виробів до атмосферної корозії і розширити технологічні можливості за рахунок стабілізації якості покривній поверхні і регламентації тривалості нагрівання у зв'язку з температурою нагрівання, а також використання індустріальних олій Поставлена задача вирішується тим, що в способі обробляння металевих виробів, що включає механічне обробляння, термічне обробляння й промаслювання, поверхню виробу механічно обробляють до одержання шорсткості з висотою нерівностей Rz, що дорівнює 10 -ь 40мкм, а промаслювання проводять безпосередньо після нагрівання до температури 200 -ь 450°С протягом часух годин, визначеного по залежності Igr 95,6 г 1 де t - температура нагрівання в зазначеному 00 (О ю (О 46568 інтервалі, °С, С- питома теплоємкість сталі при температурі нагрівання, кДж/кгх°С, 95,6 - постійна величина Обробляння поверхні виробів до одержання шорсткості з висотою нерівностей Rz, що дорівнює 10 -ь 40мкм, забезпечує найбільшу тривкість до атмосферної корозії у зв'язку з оптимальним рівнем мікронерівностей Завдяки цьому захисне покриття гарно утримується на поверхні і виконує захисні функції Обробляння поверхні до одержання шорсткості з висотою нерівностей Rz більшою 40мкм є досить грубою і не забезпечує зберігання покриття на поверхні після промаслювання, так, що тривкість до атмосферної корозії знижується Оброблення поверхні до одержання шорсткості з висотою нерівностей Rz меншою Юмкм вимагає додаткових витрат при виготовленні виробів, що економічно недоцільно Нагрівання перед промасленням до 200 + 450°С протягом часу, 956 визначеного як , 95,6 Ig Т „ L- , приводить до появи на поверхні металу виробів оксиду заліза Fe2O3, що захищає поверхню виробу від подальшого окислювання, а після промаслювання, і від атмосферної корозії При нагріванні вище 450°С між оксидом Fe2O31 сталевою основою утвориться оксид Fe3O4 (А П Жук Курс теории коррозии и защиты металлов М Металлургия, 1976), який більш крихкий і легко сколюється, тим самим знижується тривкість до атмосферної корозії навіть після промаслювання При нагріванні нижче 200°С утворюється дуже тонкий шар оксиду, що не забезпечує достатню корозійну тривкість до впливу атмосфери Істотне ж збільшення тривалості нагрівання приводить до додаткової витрати електроенергії і неефективно з економічної точки зору Приклад конкретного виконання Для реалізації способу, що заявляється, брали зразки з низьковуглецевої сталі 15 (0,17% С, 0,41% Мп) діаметром 10мм і довжиною 15мм Поверхню зразків обробляли до одержання шорсткості з висотою нерівностей 80 -ь 40, 40 -ь 20, 20 -М 0 і менше Юмкм(що відповідає 3, 4, 5, 6 класам чистоти) Зразки знежирювали в спирті, зважували на аналітичних вагах із точністю 10 г і на ніхромових підвісках нагрівали в лабораторній трубчастій печі типу СНОЛ до 150, 200, 300, 400, 450 і 500°С протягом 84, 56, 38, 28 і 26 хв ВІДПОВІДНО (режими 1 + 9 таблиці) Ці тривалості визначали по формулі Ідх _ 95,6 -С t Після нагрівання зразки прохолоджували в індустріальній олії И20 із температурою 70°С Потім зразки знову зважували За способом-прототипом (режим 10) обробляли зразки, отримані з цієї ж сталі Температура нагрівання становила 470°С, тривалість нагрівання ЗО хв Охолодження робили в лляній олії Усі зразки піддавали випробуванням на корозійну тривкість у 4%-вому водяному розчині NaCI Зразки зважували після корозійного впливу й оцінювали негативний показник зміни маси Результати перевірки зведені у таблицю Таблиця Корозійна СТІЙКІСТЬ зразків із сталі 15, оброблених по способу, що заявляється, і по способу-прототипу Номер режиму 1 2 3 4 5 6 7 8 9 Ю(прототип) Висота нерівностей Rz, мкм 80- -40 40- -20 20- -10 20- -10 мен и 10 20- -10 20- -10 80- -40 менш 10 не регламентується Температура нагрівання, °С Теплоємкість стали, кдж/кгх°3 Тривалість нагрівання, хв Корозійні втрати, х10 3 г/м 2 ч 150 200 300 450 500 150 500 300 300 0,494 0,502 0,549 0,548 0,561 0,494 0,561 0,519 0,519 84 56 38 28 26 84 26 38 38 1,194 0,871 0,488 0,569 2,565 2,781 2,377 3,258 3,807 470 не враховується 45 4,379 Як видно з таблиці, відхилення параметрів від тих, що заявляються (режими 1, 5, 6 - 9) приводять до зниження корозійної тривкості 46568 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044) 456 - 20 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for metal articles treatment
Автори англійськоюOtto Kostiantyn Valentynovych, Borschov Oleksii Viktorovych, Trukhin Mykola Oleksiiovych, Trukhin Mukola Oleksiiovych, Tunyk Oleh Anatoliiovych
Назва патенту російськоюСпособ обработки металлических изделий
Автори російськоюОтто Константин Валентинович, Борщов Алексей Викторович, Трухин Николай Алексеевич, Туник Олег Анатольевич
МПК / Мітки
МПК: C23F 11/00, C23C 8/10, C21D 1/00
Мітки: металевих, оброблення, виробів, спосіб
Код посилання
<a href="https://ua.patents.su/3-46568-sposib-obroblennya-metalevikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб оброблення металевих виробів</a>
Спосіб обробляння металевих виробів
Номер патенту: 46568
Опубліковано: 15.05.2002
Автори: Отто Костянтин Валентинович, Трухін Микола Олексійович, Туник Олег Анатолійович, Борщов Олексій Вікторович
МПК: C23F 11/00, C23C 8/10, C21D 1/00
Мітки: металевих, спосіб, обробляння, виробів
Формула / Реферат:
Спосіб оброблення металевих виробів, що включає механічне оброблення, термічне оброблення й промаслювання, який відрізняється тим, що поверхню виробів механічно оброблюють до одержання шорсткості з висотою нерівностей мкм, а промаслювання проводять безпосередньо після нагрівання до температури °С протягом...
Спосіб хіміко-термічного оброблення виробів з інструментальних сталей
Номер патенту: 50206
Опубліковано: 15.10.2002
Автори: Бедросова Лариса Василівна, Терновий Юрій Федорович, Артамонов Юрій Вікторович, Лазоркін Віктор Андрійович, Лазоркіна Дар'я Вікторівна
МПК: C23C 10/00
Мітки: виробів, інструментальних, хіміко-термічного, спосіб, сталей, оброблення
Формула / Реферат:
Спосіб хіміко-термічного оброблення виробів з інструментальних сталей, який включає нагрівання до температури оброблення в ендотермічній атмосфері з домішуванням аміаку, витримку при цій температурі в атмосфері, що містить азот, та охолодження виробів, який відрізняється тим, що нагрівання до температури оброблення здійснюють за два етапи, спочатку до температури 480 - 500°С в середовищі ендогазу, потім до температури 560 - 580°С в...
Пристрій для термічного оброблення довгомірних виробів
Номер патенту: 1358
Опубліковано: 15.08.2002
Автор: Мікульонок Ігор Олегович
МПК: D01D 5/08
Мітки: пристрій, виробів, оброблення, довгомірних, термічного
Формула / Реферат:
Пристрій для термічного оброблення довгомірних виробів, наприклад синтетичних ниток, що містить вертикальний колодязь, дві протилежні плоскі стінки якого обладнані рознесеними по висоті засобами регулювання відстані між цими стінками, який відрізняється тим, що засоби регулювання відстані між плоскими стінками колодязя виконані кінематично незалежними один від одного.
Спосіб виготовлення тонкостінних циліндричних виробів високої щільності з металевих порошків
Номер патенту: 53035
Опубліковано: 15.01.2003
Автори: Хіщенко Віктор Пилипович, Циркін Аркадій Тимофійович, Рябічева Людмила Олександрівна
МПК: B22F 3/02
Мітки: виготовлення, виробів, спосіб, щільності, тонкостінних, порошків, металевих, високої, циліндричних
Формула / Реферат:
Спосіб виготовлення тонкостінних циліндричних виробів високої щільності з металевих порошків, що включає попереднє холодне формування пористої заготовки та її подальше послідовне доущільнення спочатку в осьовому напрямку, а потім по внутрішній поверхні заготовки в напрямку, нормальному до осьового, який відрізняється тим, що заготовку виготовляють з внутрішнім діаметром відповідно до відношення
Спосіб міднення металевих виробів
Номер патенту: 36534
Опубліковано: 16.04.2001
Автори: Джемелінський Віталій Васильович, Гузенко Юрій Михайлович, Богомол Іван Васильович
МПК: C23C 20/00
Мітки: міднення, виробів, спосіб, металевих
Текст:
...(кут змочування відповідно 33-24 і 37-26), знижують в 3-4 рази поверхневий натяг води (70,92·103 н/м), шляхом видалення оксидних плівок хімічно активують металеві поверхні виробів і наповнювача, розчинюють і переводять в іонний стан атоми міді. При введенні (1-2)%-ного розчину лимонної кислоти в зону динамічного контакту виробів і наповнювача мідного в масовому співвідношенні виробів наповнювача і водного розчину (1:1,5):(0,1-0,2) при...
Попередній патент: Спосіб отримання ліпосомального гепатопротекторного засобу
Наступний патент: Знижений по висоті циклонний теплообмінник
Випадковий патент: Спосіб видалення операційного матеріалу після ендоскопічної резекції великих поліпів товстої кишки