Спосіб шліфування випуклих торових поверхонь зі схрещеними осями інструмента і деталі
Номер патенту: 40521
Опубліковано: 10.04.2009
Автори: Єрошенко Андрій Михайлович, Кальченко Володимир Віталійович


Формула / Реферат
Спосіб шліфування випуклих торових поверхонь, згідно з яким деталі надають обертання навколо власної осі, шліфувальному кругу з профілем у вигляді дуги кола надають подачу на врізання в радіальному напрямку, узгоджену з обертанням деталі, який відрізняється тим, що в процесі зняття припуску та формоутворення круг з радіусом профілю, більшим за радіус профілю заготовки, переміщується вздовж прямої, яка перпендикулярна осям заготовки та деталі і яка проходить через вершину торової поверхні і центр профілю осьового перерізу деталі і повертається навколо цієї ж прямої, при цьому максимальний кут повороту відповідає куту повороту круга при його правці з умови контакту інструмента і деталі.
Текст
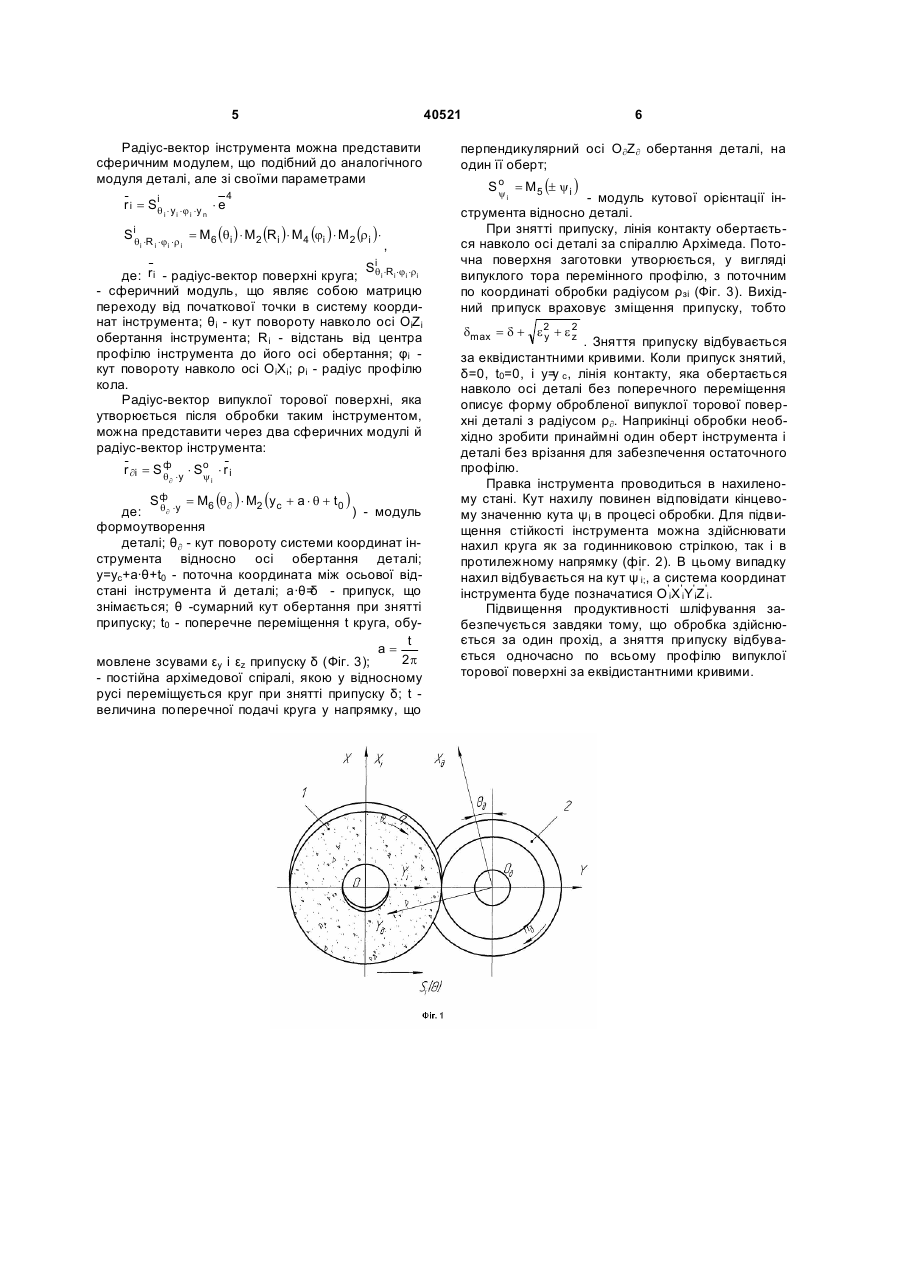
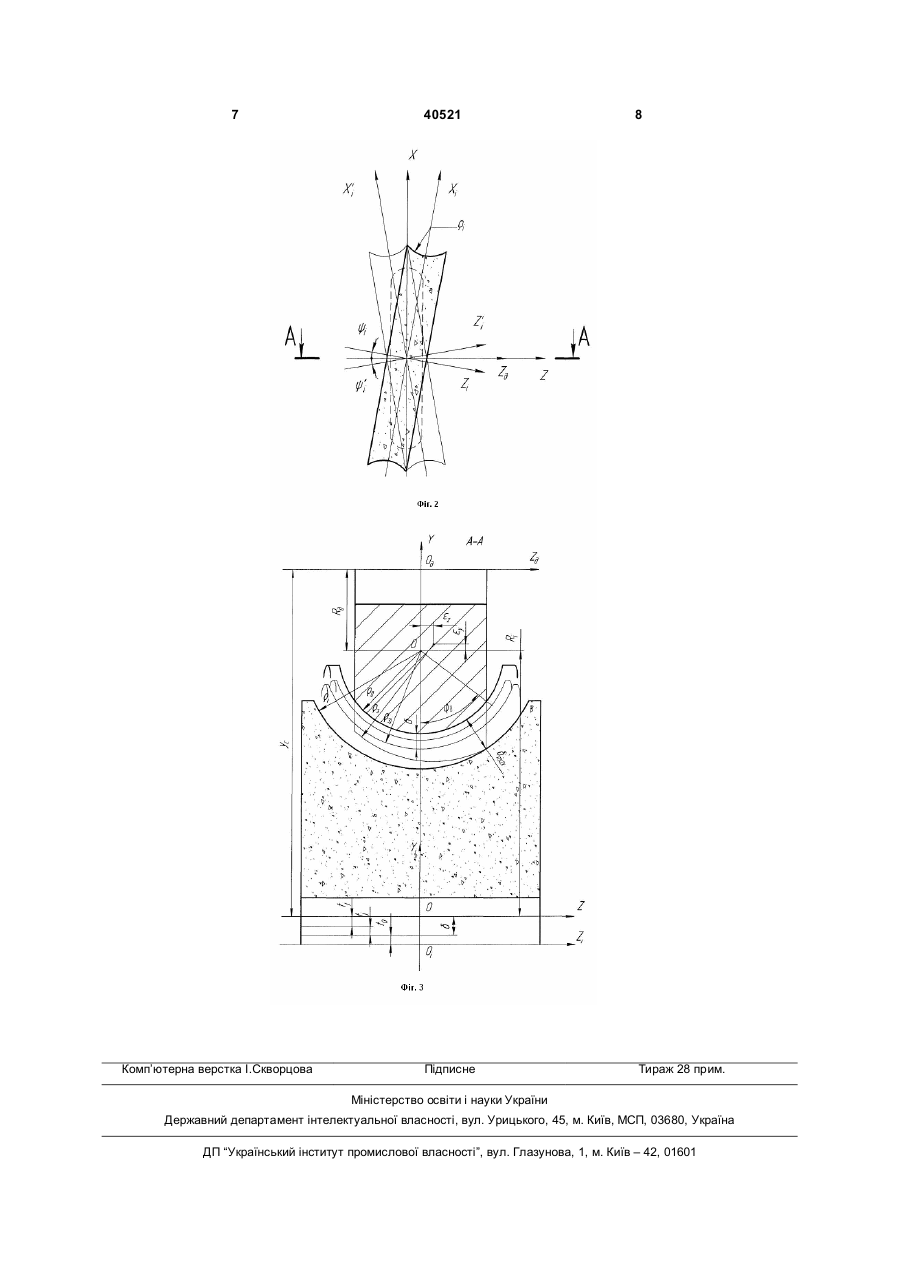
Спосіб шліфування випуклих торових поверхонь, згідно з яким деталі надають обертання навколо власної осі, шліфувальному кругу з профілем у вигляді дуги кола надають подачу на 3 40521 роту деталі в процесі обертання, R¶ - відстань від осі обертання деталі до центру профілю. Глобальна система координат верстата OXYZ. Кругу надають поперечну подачу Si(Θ) та одночасно в процесі зняття припуску та формоутворення, круг здійснює поворот відносно прямої, яка перпендикулярна осям заготовки та деталі і яка проходить через вершину торової поверхні і центр профілю осьового переріза деталі. Кут нахилу ψі (Фіг. 2) в кожен момент часу встановлюється таким чином, щоб відхилення профілю випуклої торової поверхні від номіналу було мінімальним, а зняття припуску відбувалось по еквідистантним кривим. Випукла торова поверхня може бути описана радіус-вектором r ¶ = S¶ q ¶ ×R ¶ ×j ¶ ×r ¶ ×e 4 , де r ¶ - радіус-вектор точок випуклої торової поверхні 2; S¶ q ¶ ×R ¶ × j¶ × r ¶ - сферичний модуль, який являє собою матрицю переходу від початкової точки в систему координат деталі; е4= (0,0,0,1)т - радіус-вектор початкової точки. Сферичний модуль являє собою добуток чотирьох однопараметричних матриць S¶ q ¶ ×R ¶ × j¶ ×r ¶ = M6 (q¶ ) × M2 (R¶ ) × M4 (± j¶ ) × M2 (- r ¶ ) , де θ¶ - кут повороту навколо осі O¶Z¶ обертання деталі; R¶ - відстань від центра профілю до осі обертання деталі; φ¶ - кут повороту навколо осі OdYd; ρ¶ - радіус профілю деталі. Особливістю сферичного модуля є наявність двох незалежних кутових параметрів: кута повороту θ¶ навколо осі O¶Z¶ обертання деталі і кут повороту φ¶ початкової точки навколо осі O¶X¶, який може приймати позитивне чи негативне значення в залежності від розташування точки відносно осьової площини. Таким чином, матриці, що складають модуль мають наступний фізичний зміст: æ1 0 0 0 ö ç ÷ ç 0 1 0 r¶ ÷ M2 (- r ¶ ) = ç 0 0 1 0÷ ç ÷ ç0 0 0 1 ÷ è ø – матриця переміщення точки вздовж осі O¶Y¶. Оскільки радіус кривизни профілю деталі залишається незмінним, то параметр у матриці М2 набуває сталого значення, який дорівнює радіусу профілю деталі ρ¶. Знак «-» вказує на те, що радіус задається в протилежному напрямку осі O¶Y¶, тобто поверхня випукла. æ cos j ¶ 0 sin j ¶ 0 ö ç ÷ 0 1 0 0÷ ç M4 (± j ¶ ) = ç - sin j¶ 0 cos j ¶ 0 ÷ ç ÷ ç 0 0 0 1 ÷ – матриця è ø узагальнених поворотів точки відносно осі O¶X¶. Діапазон зміни параметра лежить в межах ±φ¶ mах, 4 які встановлюються максимальним кутом підйому профілю деталі. æ1 0 0 0 ö ç ÷ ç 0 1 0 R¶ ÷ M2 (R¶ ) = ç 0 0 1 0 ÷ ç ÷ ç0 0 0 1 ÷ è ø – матриця переміщення точки вздовж осі O¶Y¶, яка встановлює координату центру профілю деталі. æ cos q¶ - sin q¶ 0 0 ö ç ÷ ç sin q ¶ cos q¶ 0 0 ÷ M6 (q ¶ ) = ç 0 0 1 0÷ ç ÷ ç 0 0 0 1÷ – матриця è ø узагальнених поворотів відносно осі O¶Z¶ обертання деталі. Для профілювання круга необхідно скласти рівняння, що визначає лінію контакту V ¶ × n¶ = 0 де V ¶ - вектор швидкості відносного руху випуклої торової поверхні деталі в системі координат круга; n ¶ - одиничний вектор нормалі до поверхні деталі. Вектор нормалі дорівнює векторному добутку векторів дотичних до поверхні деталі. Для їхнього визначення необхідно диференціювати радіус r ¶ (q ¶ , j¶ ) вектор поверхні деталі по обох параq ¶ і j ¶ . Для знаходження вектора V ¶ метрах відносної швидкості необхідно перенести радіус r (q ,j ) вектор ¶ ¶ ¶ поверхні деталі в систему координат круга і диференціювати його за часом. Переведення радіус-вектора деталі в систему координат круга відбувається через матрицю переходу Мі¶, яка складається з двох сферичних модулів r i ¶ = Mi¶ × r ¶ Mi¶ = Sф i× y × So q y i де: Sф i×y qi c c i , - модуль формоутворення інстру o Sy i - модуль кутової орієнтації інструмента мента; відносно деталі. Модуль формоутворення складається з добутку двох матриць S фi×y = M6 (qi ) × M2 (yc ) q i c де: θi - кут повороту системи координат деталі відносно осі обертання інструмента; ус - відстань між осями обертання інструмента 1 і деталі 2. Модуль орієнтації представлений матрицею відносних поворотів So = M5 (y i ) y i , де: ψі - кут повороту круга 1 відносно осі, що перпендикулярна осям обертання деталі й інструмента, і проходить через центр профілю радіуса ρ¶. 5 40521 Радіус-вектор інструмента можна представити сферичним модулем, що подібний до аналогічного модуля деталі, але зі своїми параметрами r i = S iq × y ×j ×y i i i n Siq ×R i i × ji × r i ×e 4 = M6 (qi ) × M2 (Ri ) × M4 (ji ) × M2 (r i ) × , Siqi ×Ri ×ji ×ri де: r i - радіус-вектор поверхні круга; - сферичний модуль, що являє собою матрицю переходу від початкової точки в систему координат інструмента; θi - кут повороту навколо осі OіZі обертання інструмента; Ri - відстань від центра профілю інструмента до його осі обертання; φi кут повороту навколо осі OіXі; ρi - радіус профілю кола. Радіус-вектор випуклої торової поверхні, яка утворюється після обробки таким інструментом, можна представити через два сферичних модулі й радіус-вектор інструмента: r ¶i = S ф ×y × So × r i q y ¶ i = M6 (q¶ ) × M2 (yc + a × q + t 0 ) ) - модуль де: формоутворення деталі; θ¶ - кут повороту системи координат інструмента відносно осі обертання деталі; у ус+а·θ+t0 - поточна координата між осьової від= стані інструмента й деталі; а·θ=δ - припуск, що знімається; θ -сумарний кут обертання при знятті припуску; t0 - поперечне переміщення t круга, обуt a= 2p мовлене зсувами εу і εz припуску δ (Фіг. 3); - постійна архімедової спіралі, якою у відносному русі переміщується круг при знятті припуску δ; t величина поперечної подачі круга у напрямку, що Sф ×y q¶ 6 перпендикулярний осі O¶Z¶ обертання деталі, на один її оберт; S o = M5 (± y i ) y i - модуль кутової орієнтації інструмента відносно деталі. При знятті припуску, лінія контакту обертається навколо осі деталі за спіраллю Архімеда. Поточна поверхня заготовки утворюється, у вигляді випуклого тора перемінного профілю, з поточним по координаті обробки радіусом ρзі (Фіг. 3). Вихідний припуск враховує зміщення припуску, тобто dmax = d + e 2 + e 2 y z . Зняття припуску відбувається за еквідистантними кривими. Коли припуск знятий, δ=0, t0=0, і у=у с, лінія контакту, яка обертається навколо осі деталі без поперечного переміщення описує форму обробленої випуклої торової поверхні деталі з радіусом ρ¶. Наприкінці обробки необхідно зробити принаймні один оберт інструмента і деталі без врізання для забезпечення остаточного профілю. Правка інструмента проводиться в нахиленому стані. Кут нахилу повинен відповідати кінцевому значенню кута ψ і в процесі обробки. Для підвищення стійкості інструмента можна здійснювати нахил круга як за годинниковою стрілкою, так і в протилежному напрямку (фіг. 2). В цьому випадку нахил відбувається на кут ψ 'i;, а система координат інструмента буде позначатися О'iХ'iY'iZ'i. Підвищення продуктивності шліфування забезпечується завдяки тому, що обробка здійснюється за один прохід, а зняття припуску відбувається одночасно по всьому профілю випуклої торової поверхні за еквідистантними кривими. 7 Комп’ютерна верстка І.Скворцова 40521 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of grinding of convex toroidal surfaces with crossed axes of tool and component
Автори англійськоюKalchenko Volodymyr Vitaliiovych, Yeroshenko Andrii Mykhailovych
Назва патенту російськоюСпособ шлифования выпуклых тороидальных поверхностей со скрещенными осями инструмента и детали
Автори російськоюКальченко Владимир Витальевич, Ерошенко Андрей Михайлович
МПК / Мітки
МПК: B24B 5/00
Мітки: деталі, інструмента, схрещеними, шліфування, осями, торових, поверхонь, спосіб, випуклих
Код посилання
<a href="https://ua.patents.su/4-40521-sposib-shlifuvannya-vipuklikh-torovikh-poverkhon-zi-skhreshhenimi-osyami-instrumenta-i-detali.html" target="_blank" rel="follow" title="База патентів України">Спосіб шліфування випуклих торових поверхонь зі схрещеними осями інструмента і деталі</a>
Спосіб шліфування випуклих криволінійних поверхонь обертання

Номер патенту: 10623
Опубліковано: 15.11.2005
Автори: Ніколенко Олег Миколайович, Кальченко Володимир Віталійович
МПК: B24B 5/00
Мітки: обертання, випуклих, криволінійних, шліфування, поверхонь, спосіб
Формула / Реферат:
Спосіб шліфування випуклих криволінійних поверхонь обертання охоплювальним інструментом з віссю обертання, яка розташована в площині симетрії деталі і перпендикулярна осі обертання деталі, який відрізняється тим, що для шліфування криволінійних поверхонь з різноманітними випуклими твірними вісь обертання круга переміщується в цій площині таким чином, що торова поверхня круга дотикається до зовнішнього діаметра деталі в різних точках в залежно...
Спосіб безцентрового поздовжнього шліфування циліндричних поверхонь
Номер патенту: 14242
Опубліковано: 15.05.2006
Автори: Шам Максим Костянтинович, Кальченко Володимир Віталійович, Кальченко Віталій Іванович
МПК: B24B 5/00
Мітки: спосіб, циліндричних, шліфування, поверхонь, безцентрового, поздовжного
Формула / Реферат:
1. Спосіб безцентрового поздовжнього шліфування циліндричних поверхонь, за яким деталь переміщується в осьовому напрямку за рахунок розвороту ведучого круга і базується на ньому та опорному ножі, а шліфування виконується профільованим шліфувальним абразивним кругом, який відрізняється тим, що вісь деталі в процесі знімання припуску та формоутворення переміщують вздовж однієї прямої, яка співпадає з віссю номінальної циліндричної поверхні...
Спосіб безцентрового шліфування жолобів на круглій деталі
Номер патенту: 11073
Опубліковано: 15.12.2005
Автори: Осипенко Андрій Валентинович, Кальченко Володимир Віталійович
МПК: B24B 19/02
Мітки: жолобів, круглій, деталі, безцентрового, шліфування, спосіб
Формула / Реферат:
Спосіб безцентрового шліфування жолобів на круглій деталі, згідно з яким деталі надають обертання навколо власної осі, шліфувальний круг подають на врізання в радіальному напрямку та одночасно повертають навколо його осі симетрії, яка перпендикулярна до його осі обертання, а радіус профілю шліфувального круга в осьовому перерізі менший за радіус жолоба на деталі, який відрізняється тим, що вісь повороту шліфувального круга, яка проходить...
Спосіб шліфування некруглих циліндричних поверхонь циліндричним кругом
Номер патенту: 10879
Опубліковано: 15.12.2005
Автори: Кальченко Володимир Віталійович, Кальченко Віталій Іванович, Ільїн Дмитро Олександрович
МПК: B24B 1/00
Мітки: некруглих, кругом, поверхонь, шліфування, циліндричним, циліндричних, спосіб
Формула / Реферат:
1. Спосіб шліфування некруглих циліндричних поверхонь циліндричним обертальним кругом, який переміщується вздовж осі деталі, який відрізняється тим, що його повертають відносно нормалі до криволінійної напрямної в опорній точці на величину, що забезпечує знімання припуску за один прохід.2. Спосіб за п. 1, який відрізняється тим, що поворот здійснюється у вертикальній площині відносно осі, яка лежить в горизонтальній площині та...
Спосіб глибинного шліфування поверхонь обертання
Номер патенту: 10635
Опубліковано: 15.11.2005
Автори: Кальченко Володимир Віталійович, Ларін Андрій Васильович
МПК: B24B 5/00
Мітки: поверхонь, глибинного, обертання, шліфування, спосіб
Формула / Реферат:
1. Спосіб глибинного шліфування поверхонь обертання, за яким шліфувальний круг переміщують вздовж твірної деталі і подають його на врізання в радіальному напрямку, при цьому круг повертають в вертикальній площині навколо осі, яка перпендикулярна до осі обертання круга і розташована від його торця на величину калібруючої ділянки, що дорівнює подачі на оберт деталі, вісь повороту нормальна до твірної деталі в опорній точці, який відрізняється...
Попередній патент: Ріжуча частина відвалу бульдозера
Наступний патент: Спосіб шліфування жолоба змінного радіуса з вертикальним зміщенням інструмента
Випадковий патент: Спосіб лікування пацієнтів з хворобами пародонта за іщуком-кадировою