Штамп для одержання ріжучого інструмента
Номер патенту: 47657
Опубліковано: 15.07.2002
Автори: Воропаєв Віталій Семенович, Радченко Олександр Кузьмич, Гогаєв Казбек Олександрович
Формула / Реферат
Штамп для одержання ріжучого інструмента, що має основу, матрицю, пуансон, плиту, який відрізняється тим, що він оснащений верхньою плитою, колонками, пневмоциліндрами, причому матриця, що фіксується колонками, виконана складеною з можливістю переміщення по напрямних основи і верхньої плити під дією пневмоциліндрів.
Текст
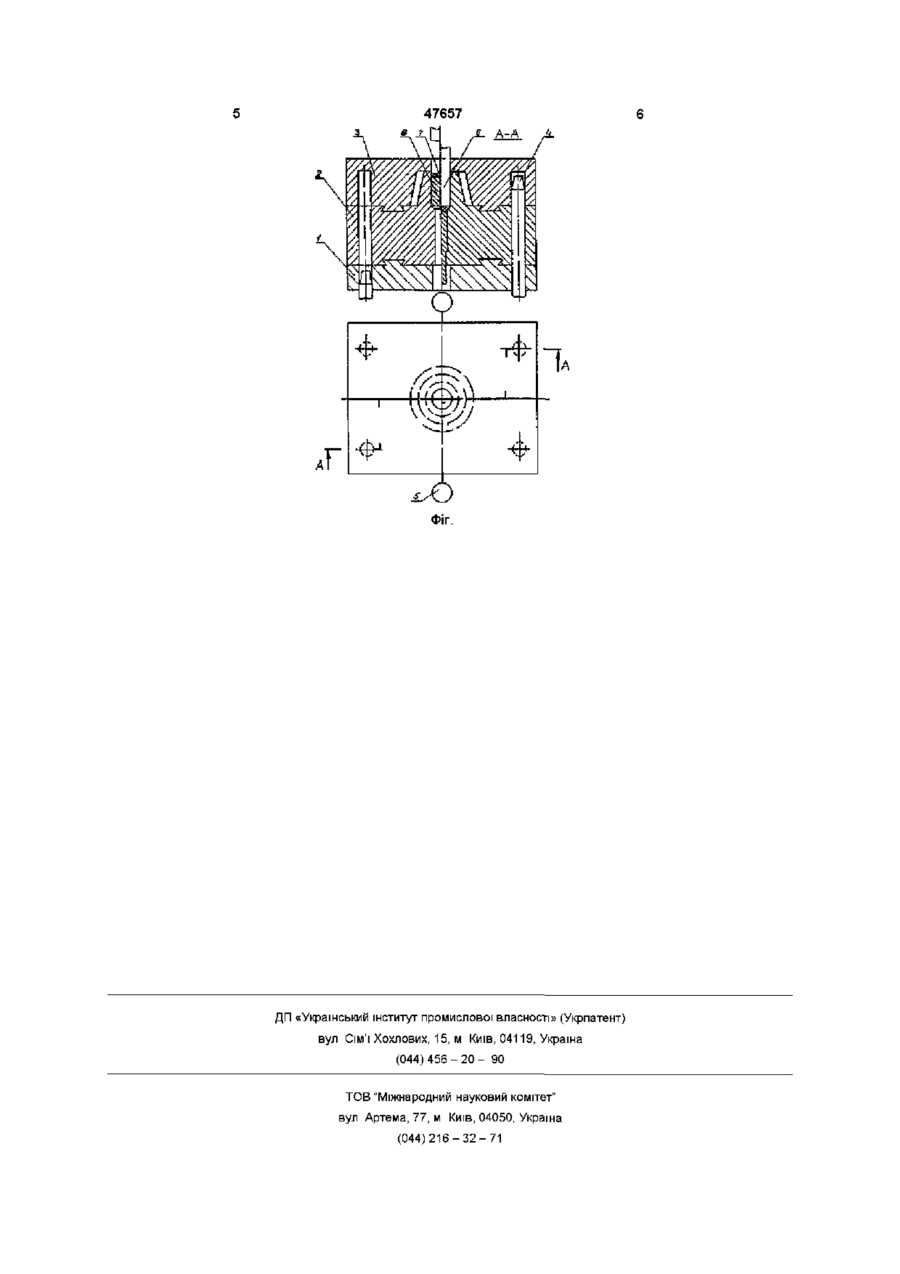
Штамп для одержання ріжучого інструмента, що має основу, матрицю, пуансон, плиту, який відрізняється тим, що він оснащений верхньою плитою, колонками, пневмоциліндрами, причому матриця, що фіксується колонками, виконана складеною з можливістю переміщення по напрямних основи і верхньої плити під дією пневмоциліндрів Винахід відноситься до пристроїв обробки металів тиском, а саме до штампового оснащення для одержання заготовок кінцьового ріжучого інструмента типу МІТЧИКІВ, свердел, фрез, що в подальшому підлягають незначній механічній обробці Відомий пристрій для радіального штампування поковок (а с СРСР №521989, М кл В21В5/02, Б И 1976, № 27), який включає нижню плиту із змонтованим на ній корпусом, основні бійки, змонтовані в корпусі з можливістю переміщення в радіальному напрямку, а також підпружений виштовхувач Недоліком даної конструкції є велика складність штампа, крім цього для його нормальної роботи потрібно точний пригін робочих елементів, що також ускладнює налагодження та обслуговування штампа Відомий також спосіб виготовлення кінцевого ріжучого інструмента (а с СРСР № 685849, М кл В21В5/02, Б И 1979, № 33), що включає зварювання по торцях заготовки з вуглецевої сталі із заготовкою зі швидкоріжучої сталі та подальше пряме видавлювання отриманої звареної заготовки через матрицю пуансоном Пристрій для здійснення даного способу включає пуансон, контейнер, матрицю і проміжну шайбу Істотним недоліком пристрою є те, що видавлена заготовка в поперечному перерізі по всій довжині має форму робочої частини ріжучого інструмента, і потрібна механічна обробка вуглецевої сталі І подальше з'єднання хвостовика методами зварювання Це значно збільшує трудомісткість виготовлення ріжучого інструмента Відомий штамп для пресування заготовок типу спіральних свердел (а с СРСР № 184123, М кл В21В5/04, Б И 1966, № 4), що включає пуансон, рознімну матрицю, матрицю, що обертається та контейнер До недоліків такого штампа треба віднести додаткові витрати часу та необхідність спеціальних пристосувань для виймання заготовки з матриці, що обертається Крім цього, відомий спосіб виготовлення ріжучого інструмента (а с СРСР № 1009601, М кл В21В5/04, Б И 1983, № 13), який включає виготовлення робочої частини фрези зі швидкоріжучої сталі, дифузійне зварювання робочої частини зі стикувальним елементом з конструкційної сталі і запресовування отриманого біметалічного з'єднання в хвостовик Для запресовування використовують штамп, який має пуансон, матрицю і центруючий виштовхувач Недоліком штампу є складність витримування необхідної перпендикулярності площини зварного шва до осі фрези, неможливість точного центрування осей фрези й хвостовика в штампі, утруднене витягування деталі з матриці У якості прототипу прийнятий штамп (Северденко В П и др «Гарячее гидродинамическое выдавливание режущего инструмента» Минск Наука и техника, 1974 — С 96, рис 49), що включає основу, плити, підкладну плиту, матрицю, бандаж, контейнер, контейнер отри мач, калібровані втулки, індуктор, дві термопари, пуансон До недоліків даної конструкції необхідно віднести її складність, крім цього істотним недоліком є, те, що в даному штампі виконується видавлювання заготовок ріжучого інструмента на прохід і виключається можливість одержання в ньому ви 1 ю (О 47657 робів з робочою й хвостовою частиною, а є можНа фігурі зображений пропонований штамп ливість одержувати тільки з робочою частиною, до для одержання ріжучого інструмента якої потім приварюється хвостовик Він складається з основи 1, складеної матриці В основу винаходу "Штамп для одержання рі2, верхньої плити 3, чотирьох колонок 4, двох пнежучого інструмента" поставлено задачу спрощенвмоциліндрів 5, пуансона 6, причому на основі 1 і ня конструкції, підвищення продуктивності і зменна верхній плиті 3 виконані напрямні, а на складешення трудомісткості виготовлення інструмента за ній матриці 2 ВІДПОВІДНІ їм пази Переміщення рахунок можливості одержання заготовок ріжучого складеної матриці 2 здійснюється пневмоциліндінструмента з робочою та хвостовою частинами рами 5, а її фіксація - колонками 4 Поставлена задача вирішується шляхом Штамп для одержання ріжучого інструмента оснащення штампу для одержання ріжучого інвстановлюється на стіл гідропреса і працює так струмента верхньою плитою, колонками, пневмоПід ДІЄЮ пневмоциліндрів 5 половини складеної циліндрами, причому матриця, що фіксується коматриці 2, рухаючись назустріч одна одній у налонками, виконана складеною з можливістю прямних основи 1 і верхньої плити 3, змикаються переміщення по направляючих основи і верхньої Після ЦЬОГО КОЛОНКИ 4 починають рухатися угору плити під дією пневмоциліндрів Спрощення консдосягаючи свого верхнього положення Таким читрукції досягається тим, що замість нижньої плити ном складена матриця 2 зафіксована в робочому з виступом для центрування та отворами, підкладположенні Заготовка 8 виготовлена з порошку ної плити з виступом для центрування та отворашвидкоріжучої сталі (спресована та спечена) чи з ми, кільця з отворами яке притискує, та трьох пар прутка швидкоріжучої сталі і нагріта до відповідної болтових з'єднань (одне з яких скріплює основу та температури, встановлюється у верхній частині нижню плиту, друге - нижню плиту, корпус та верхматриці 2 Далі пуансон 6 виконує видавлювання нє кільце, третє - підкладну плиту та контейнеротзаготовки 8 через формуючі ділянки матриці 2, римач), які у прототипі виконують функції фіксації причому в середній частині матриці формується та центрування матриці відносно пуансона, в захвостовик, а в нижній - робоча частина ріжучого пропонованому винаході використовують верхню інструмента Графітова шайба 7 надає можливість плиту з отворами, та чотири колонки Зменшення одержувати виріб без прес-залишку трудомісткості та збільшення продуктивності у По закінченні видавлювання пуансон 6 піднівинаході досягається тим, що матриця виконана мається, колонки 4 опускаються й звільняють складеною, має напрямні (а основа та верхня плискладену матрицю 2, кожна половина якої розвота ВІДПОВІДНІ виступи, наприклад типу ластівчин диться за допомогою пневмоциліндрів 5 і виріб хвіст), легко роз'єднується гідроциліндрами після провалюється в отвір основи 1 Далі цикл повтозакінчення пресування і дозволяє легко виймати рюється виріб Таким чином конструкція запропонованого штампа для одержання ріжучого інструмента відВикористання пропонованого штампа для різняється простотою, підвищує продуктивність і одержання ріжучого інструмента дає можливість зменшує трудомісткість виготовлення ріжучого одержувати заготовки ріжучого інструмента з роінструмента за рахунок одержання заготовок з бочою та хвостовою частинами Заготовки ріжучоробочою й хвостовою частиною, що в подальшому го інструмента отримані в штампі, прийнятому за піддається незначній механічній обробці прототип, мають тільки робочу частину, до якої потім приварюється хвостовик ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюPunch for cutting instrument obtaining
Автори англійськоюHohaiev Kazbek Oleksandrovych, Voropaiev Vitalii Semenovych, Radchenko Oleksandr Kuzmych
Назва патенту російськоюШтамп для получения режущего инструмента
Автори російськоюГогаев Казбек Александрович, Воропаев Виталий Семенович, Радченко Александр Кузьмич
МПК / Мітки
МПК: B30B 11/02
Мітки: ріжучого, інструмента, одержання, штамп
Код посилання
<a href="https://ua.patents.su/3-47657-shtamp-dlya-oderzhannya-rizhuchogo-instrumenta.html" target="_blank" rel="follow" title="База патентів України">Штамп для одержання ріжучого інструмента</a>
Штамп для холодного видавлювання з беззазорним направленням пуансона по матриці
Номер патенту: 35734
Опубліковано: 16.04.2001
Автори: Корольов Дмитро Олександрович, Качанов Анатолій Петрович
МПК: B30B 15/00
Мітки: направленням, видавлювання, пуансона, матриці, беззазорним, холодного, штамп
Формула / Реферат:
Штамп для холодного видавлювання з беззазорним направленням пуансона по матриці, який складається із плити нижньої матриці, яку запресовано в бандажне кільце, плаваючого пуансона, закріпленого за допомогою пуансонотримача, який відрізняється тим, що вміщує проміжну верхню плиту, в якій закріплено плаваючий пуансон, проміжну нижню плиту, в якій за допомогою матрицетримача закріплено матрицю, яку запресовано в бандажні кільця, знімач з...
Спосіб зміцнення ріжучого інструмента
Номер патенту: 36527
Опубліковано: 16.04.2001
Автори: Нікітін Ігорь Владіміровіч, Зозуля Володимир Леонідович, Александров Сергій Миколайович, Зозуля Сергій Леонідович, Гамідов Ельмін Аббас-огли, Бузов Володимир Валентинович
МПК: C23C 8/02, C25D 15/00
Мітки: інструмента, ріжучого, зміцнення, спосіб
Формула / Реферат:
1. Спосіб зміцнення ріжучого інструмента який включає нагрів тертям обробляючим ріжучим інструментом та подання у зону різання насичуючого середовища, який відрізняється тим, що обробку різанням починають при швидкості не більш 10-12 м/хвил. з одночасною подачею у зону різання насичуючого середовища, яке містить порошок, виготовлений із природних мінералів, обраних з ряду шаруватих силікатів, які включають різноманітні структурні модифікації...
Штамп для холодного зворотного видавлювання
Номер патенту: 35731
Опубліковано: 16.04.2001
Автори: Корольов Дмитро Олександрович, Качанов Анатолій Петрович
МПК: B21D 22/00
Мітки: холодного, штамп, зворотного, видавлювання
Формула / Реферат:
Штамп для холодного зворотного видавлювання, який складається із пуансона-плунжера, який за допомогою пуансонотримача закріплено в верхній плиті, та притиснуто кільцем до сферичних та циліндричних опор, матриці, яку запресовано в бандажне кільце і закріплено за допомогою матрицетримача в нижній плиті опори матриці, яку запресовано в нижню плиту, виштовкувача, який має можливість вільно рухатись в вертикальному напрямку в матриці, який...
Штамп для холодного видавлювання з вбудованим гідравлічним компенсатором
Номер патенту: 37360
Опубліковано: 15.05.2001
Автори: Корольов Дмитро Олександрович, Качанов Анатолій Петрович
МПК: B21D 24/00
Мітки: штамп, вбудованим, гідравлічним, видавлювання, компенсатором, холодного
Формула / Реферат:
Штамп для холодного видавлювання з вбудованим гідравлічним компенсатором, що складається з пуансона, який за допомогою пуансонотримача жорстко закріплено в верхній плиті штампа втулки пуансонотримача, в якій закріплено пуансон, фіксуючої гайки, опори пуансона, напрямних втулок, які запресовано в нижню плиту, напрямних колонок, які закріплено в верхній плиті, який відрізняється тим, що містить закріплену в порожнині нижньої плити, яку...
Технологічна смазка для ріжучого інструмента
Номер патенту: 12158
Опубліковано: 25.12.1996
Автори: Лещинський Віктор Лукич, Уразаєв Тімур Юсупович, Лупкін Борис Володимирович, Сай Алевтина Анатолієвна, Станіславський Валентин Миколайович
МПК: C10N 40/20, C10N 30/06, C10M 163/00
Мітки: інструмента, смазка, технологічна, ріжучого
Формула / Реферат:
Технологическая смазка для режущего инструмента, содержащая канифоль, серу, стеарин, соль щелочного металла жирной кислоты и минеральное масло, отличающаяся тем, что, с целью повышения стойкости режущего инструмента, смазка дополнительно содержит N-хлорбензолсульфопамиднатрийтригидрат и натуральную олифу при следующем соотношении компонентов, мас.%:канифоль 15-18сера ...
Попередній патент: Пристрій для витягання в’язкого продукту з резервуару
Наступний патент: Спосіб отримання поліквазікристалічних злитків
Випадковий патент: Поршневий компресор багатоциліндровий (його варіанти)