Спосіб прокатки штаб
Номер патенту: 48164
Опубліковано: 10.03.2010
Автори: Васильєв Андрій Олександрович, Ніколенко Андрій Георгійович, Скрипак Владислав Володимирович, Путнокі Олександр Юліусович, Васильєв Олександр Геннадійович, Ніколаєв Віктор Олександрович

Формула / Реферат
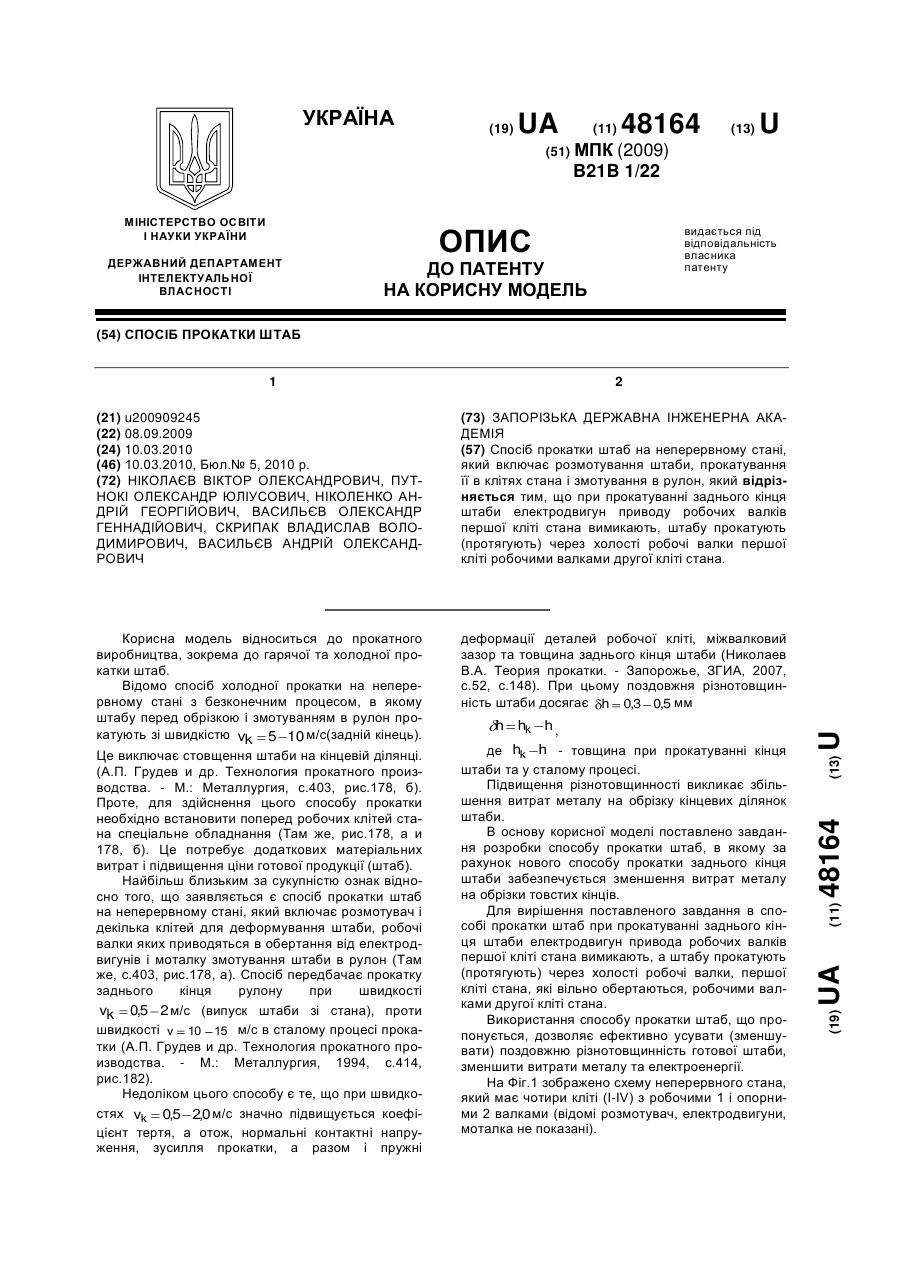
Спосіб прокатки штаб на неперервному стані, який включає розмотування штаби, прокатування її в клітях стана і змотування в рулон, який відрізняється тим, що при прокатуванні заднього кінця штаби електродвигун приводу робочих валків першої кліті стана вимикають, штабу прокатують (протягують) через холості робочі валки першої кліті робочими валками другої кліті стана.
Текст
Спосіб прокатки штаб на неперервному стані, який включає розмотування штаби, прокатування її в клітях стана і змотування в рулон, який відрізняється тим, що при прокатуванні заднього кінця штаби електродвигун приводу робочих валків першої кліті стана вимикають, штабу прокатують (протягують) через холості робочі валки першої кліті робочими валками другої кліті стана. (19) (21) u200909245 (22) 08.09.2009 (24) 10.03.2010 (46) 10.03.2010, Бюл.№ 5, 2010 р. (72) НІКОЛАЄВ ВІКТОР ОЛЕКСАНДРОВИЧ, ПУТНОКІ ОЛЕКСАНДР ЮЛІУСОВИЧ, НІКОЛЕНКО АНДРІЙ ГЕОРГІЙОВИЧ, ВАСИЛЬЄВ ОЛЕКСАНДР ГЕННАДІЙОВИЧ, СКРИПАК ВЛАДИСЛАВ ВОЛОДИМИРОВИЧ, ВАСИЛЬЄВ АНДРІЙ ОЛЕКСАНДРОВИЧ 3 48164 4 Спосіб виконують наступним чином. Після затипа ПБО (полімеризованої бавовняної олії). ПБО правлення переднього кінця в моталку штабу прозастосували лише на задньому кінці штаби. Діакатують зі швидкістю v 10 15 м/с в кліті IV (стаметр валків кліті І (першої) і в кліті II (другої) дорівнює D=100мм. Штаби прокатували зі швидкістю лий процес). За декілька секунд до входу заднього кінця штаби в першу кліть (кліть І) швидкість змеv vk 0,3 м/с, а задні кінці деяких штаб прокатували (протягували) в холостих валках (без привоншують до vk 0,5 2 м/с в кліті IV. Водночас вида) в кліті І. Зусилля та крутний момент прокатки микають електродвигун привода робочих валків вимірювали відомими пристроями. Результати кліті І, і штабу прокатують (протягують) через родослідів подано в табл.1. бочі валки цієї кліті робочими валками кліті II. ВерВ дослідах №№1, 2 штаби прокатували з прихній і нижній робочі валки кліті І можуть мати однаводом робочих валків клітей І та II, але без подачі кові або різні шорсткості і діаметри. додаткового технологічного мастила на задній При прокатуванні штаби в холостих валках кінець штаби, в дослідах №№3-6 штаби прокатукліті І змінюється структура осередку деформували без привода робочих валків в кліті І (першої), вання в кліті І. В цьому процесі в осередку дефорале в дослідах №№ 5, 6 на задній кінець штаби мування має місце зона випередження і відсутня подано додатково технологічне мастило. зона відставання (В.А. Николаев. Теория прокатки. Як видно з табл.1, в дослідах №№1, 2 отрима- Запорожье, ЗГИА, 2007, с.70, рис.26). При деформуванні штаби без зон відставання зменшується но відповідно товщини штаб h1 108 109мм і , , сила опору плину металу, коефіцієнт тертя і зуh2 0,80 0,81мм та максимальні значення зусилсилля на валки (В.А. Николаев. Теория прокатки. ля і крутого моменту (індекси 1 і 2 відповідають Запорожье, ЗГИА, 2007, с.204-207). Водночас змеклітям І і II). Товщини і інші параметри вимірювали ншуються пружні деформації кліті, міжвалковий на задніх кінцях штаб. При прокатуванні в досл. зазор, товщина заднього кінця штаби та поздовж№№3, 4 товщина штаб зменшена на величину ня різнотовщинність. Ефективність процесу підвиhd 3,4 0,06 0,09 мм, а в процесі прокатки в хощується при прямій подачі на задній кінець штаби довжиною 15-20м технологічного мастила високої лостих робочих валках кліті І і з подачею технолов'язкості. Використання цього способу прокатки гічного мастила на штабу (досл. №№5, 6) товщина також можливе при дресируванні металу та в чисhd 5,6 0,11 0,16 мм, що штаби зменшена на тових клітях широкоштабових станів. менше товщини в досл. №№1, 2 (прототип) на 7,5Перевірку способу виконано при прокатуванні 17,5%, що відповідає зменшенню поздовжній різштаб із алюмінію товщиною Н=1,45мм, шириною нотовщинності штаби також на 7,5-17,5%. В 22мм з відносним обтиском 25%, при використанні емульсії типа "Т" і технологічного мастила Таблиця 1 Результати дослідів прокатки штаб (Н=1,45мм) №№ дослідів 1 2 3 4 5 6 hi , мм І 1,09 1,08 1,0 1,01 0,93 0,93 II 0,81 0,80 0,75 0,74 0,70 0,69 Р, кН І 11,4 11,9 9,3 9,4 8,4 8,3 II 13,0 13,6 12,5 12,6 10,8 10,8 Зменшення зусилля в досл. №№3-6 обумовлено зменшенням впливу сил тертя в осередку деформування штаби в кліті І та підвищенням напружень натягання на ділянці між клітями І і II. При прокатуванні штаби в холостих робочих валках кліті І має місце збільшення крутного моменту в кліті II. Цей недолік може бути усунутий підвищенням переднього натягу штаби в кліті II та перероз М, кН·см І 2,34 2,40 II 2,16 2,23 3,41 3,35 2,82 2,80 hd , мм І II 0,09 0,06 0,07 0,6 0,16 0,11 0,15 0,14 Подача мастила нет нет нет нет да да поділом величин обтиску заднього кінця штаби в клітях II і наступних клітях стана. Таким чином, в способі, що пропонується, використання процесу прокатки (протягування) в холостих робочих валках першої кліті неперервного стана забезпечує зменшення поздовжньої різнотовщинності штаби на 7,5-17,5% та витрат металу на обрізки товстих кінців. 5 Комп’ютерна верстка В. Мацело 48164 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling strips
Автори англійськоюNikolaiev Viktor Oleksandrovych, Putnoki Oleksandr Yuliusovich, Nikolenko Andrii Heorhiiovych, Vasyl’iev Oleksandr Hennadiiovych, Skrypak Vladyslav Volodymyrovych, Vasyliev Andrii Oleksandrovych
Назва патенту російськоюСпособ прокатки полос
Автори російськоюНиколаев Виктор Александрович, Путноки Александр Юлиусович, Николенко Андрей Георгиевич, Васильев Александр Геннадиевич, Скрипак Владислав Владимирович, Васильев Андрей Александрович
МПК / Мітки
МПК: B21B 1/22
Код посилання
<a href="https://ua.patents.su/3-48164-sposib-prokatki-shtab.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки штаб</a>
Спосіб прокатки штаб

Номер патенту: 39689
Опубліковано: 10.03.2009
Автори: Ніколаєв Віктор Олександрович, Васильєв Андрій Олександрович, Васильєв Олександр Геннадійович
МПК: B21B 1/22
Формула / Реферат:
Спосіб прокатки штаб в робочих валках клітей стана з індивідуальним приводом, що включає зменшення швидкості прокатування стовщених ділянок штаби, який відрізняється тим, що при прокатуванні стовщених ділянок штаби вимикають електродвигун одного із робочих валків, а штабу прокатують у клітях з одним привідним валком.
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки

Номер патенту: 40893
Опубліковано: 27.04.2009
Автори: Ніколаєв Віктор Олександрович, Матюшенко Дмитро Олександрович
МПК: B21B 1/22
Мітки: гарячої, прокатки, штаб, стані, широкоштабовому, спосіб
Формула / Реферат:
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки (ШСГП), що включає деформування розкату в клітях чорнової та чистової груп ШСГП з натяганням штаби на міжклітьових ділянках стана, транспортування валками допоміжної кліті, змотування штаби моталкою, який відрізняється тим, що при захваті переднього кінця штаби валками допоміжної кліті швидкість валків кліті збільшують на 1-3 % відносно швидкості штаби, що виходить з чистової...
Спосіб холодної прокатки штаб
Номер патенту: 35366
Опубліковано: 10.09.2008
Автори: Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович, Васильєв Андрій Олександрович
МПК: B21B 1/22
Мітки: холодної, спосіб, прокатки, штаб
Формула / Реферат:
Спосіб холодної прокатки штаб, що включає розмотування штаби, прокатування її в клітях стана і змотування у рулон, який відрізняється тим, що перед входом стовщеної ділянки штаби в першу кліть стана її нагрівають до температури t=260-300 °C, а потім деформують усіма клітями стана.
Спосіб холодної прокатки тонких і особливо тонких штаб на безперервних станах

Номер патенту: 21158
Опубліковано: 15.03.2007
Автори: Норка Сергій Петрович, Бойко Володимир Семенович, Бочаров Віталій Федорович, Бочаров Володимир Віталійович
МПК: B21B 1/04
Мітки: особливої, прокатки, спосіб, штаб, безперервних, тонких, холодної, станах
Формула / Реферат:
Спосіб холодної прокатки тонких й особливо тонких штаб на безперервних станах, який полягає в тому, що використовують робочі валки із шорсткою поверхнею бочок, який відрізняється тим, що на поверхні холоднокатаних штаб формують мікрорельєф з мікрозападинами шляхом прокатки в передостанній робочій кліті між бочками робочих валків, що мають шорстку поверхню у вигляді мікровиступів.
Спосіб безперервної прокатки штаб
Номер патенту: 45155
Опубліковано: 26.10.2009
Автори: Ніколенко Андрій Георгійович, Васильєв Андрій Олександрович, Путнокі Олександр Юліусович, Ніколаєв Віктор Олександрович, Сімененко Олег Володимирович
МПК: B21B 1/22
Мітки: спосіб, прокатки, безперервної, штаб
Формула / Реферат:
Спосіб безперервної прокатки штаб з різною товщиною по довжині, що включає додатковий обтиск стовщених ділянок штаби по заданій програмі одночасно в декількох клітях стана при зменшенні швидкості прокатки, який відрізняється тим, що переміщення натискних гвинтів по продуктиметрам для додаткового обтиску стовщених ділянок виконують одночасно у всіх клітях стана, а величина переміщення в кожній кліті дорівнює
Попередній патент: Водно-паливна мікроемульсія
Наступний патент: Установка очищення питної води
Випадковий патент: Вибухова суміш