Спосіб безперервної прокатки штаб
Номер патенту: 45155
Опубліковано: 26.10.2009
Автори: Сімененко Олег Володимирович, Васильєв Андрій Олександрович, Ніколаєв Віктор Олександрович, Путнокі Олександр Юліусович, Ніколенко Андрій Георгійович

Формула / Реферат
Спосіб безперервної прокатки штаб з різною товщиною по довжині, що включає додатковий обтиск стовщених ділянок штаби по заданій програмі одночасно в декількох клітях стана при зменшенні швидкості прокатки, який відрізняється тим, що переміщення натискних гвинтів по продуктиметрам для додаткового обтиску стовщених ділянок виконують одночасно у всіх клітях стана, а величина переміщення в кожній кліті дорівнює
![]() ,
,
де ![]() - переміщення натискних гвинтів в і-й кліті;
- переміщення натискних гвинтів в і-й кліті; ![]() - загальна величина переміщення натискних гвинтів при прокатуванні шва у всіх навантажених клітях;
- загальна величина переміщення натискних гвинтів при прокатуванні шва у всіх навантажених клітях; ![]() - порядковий номер кліті;
- порядковий номер кліті; ![]() - коефіцієнт положення стовщеної ділянки штаби.
- коефіцієнт положення стовщеної ділянки штаби.
Текст
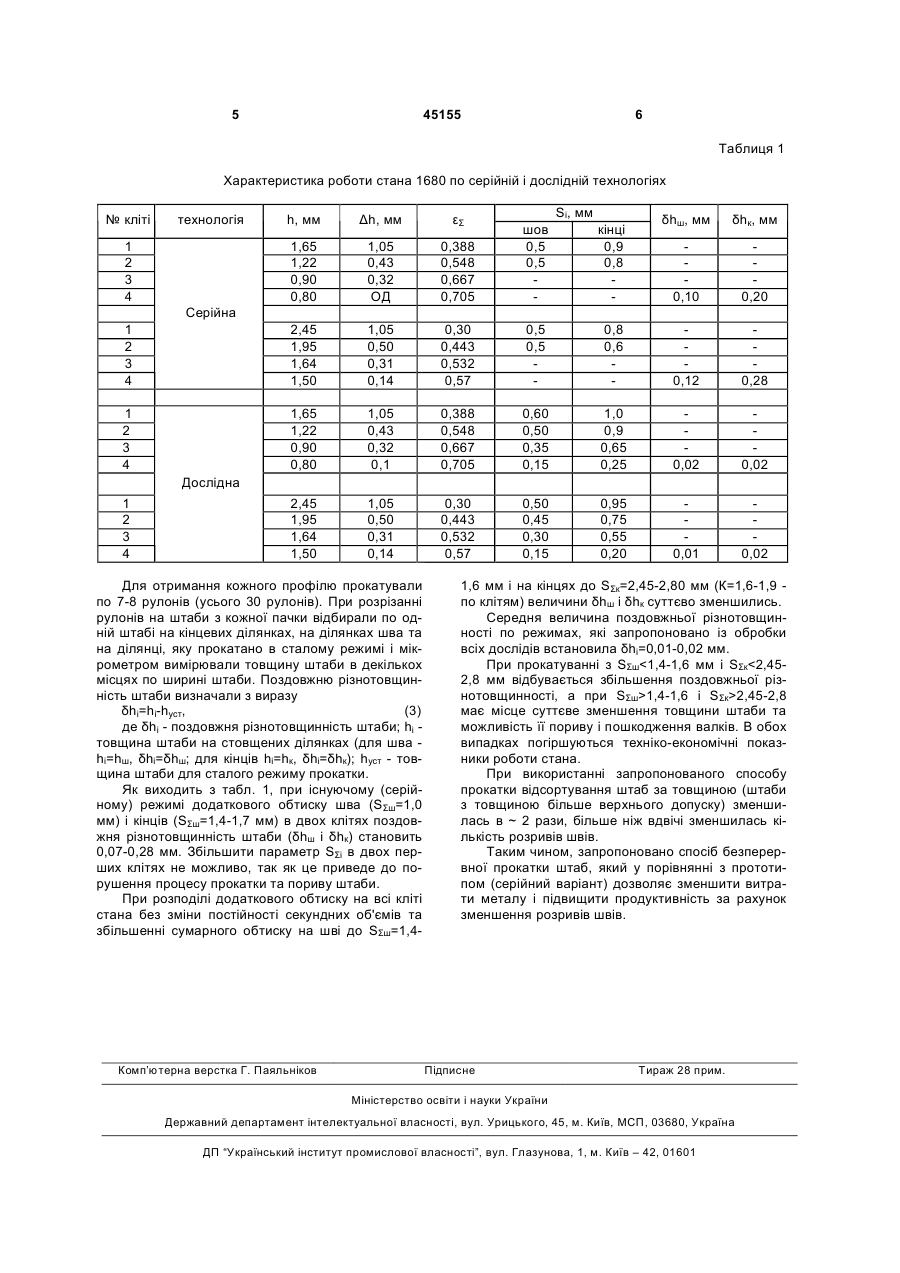
Спосіб безперервної прокатки штаб з різною товщиною по довжині, що включає додатковий обтиск стовщених ділянок штаби по заданій програмі одночасно в декількох клітях стана при зме ншенні швидкості прокатки, який відрізняється тим, що переміщення натискних гвинтів по продуктиметрам для додаткового обтиску стовщених ділянок виконують одночасно у всіх клітях стана, а величина переміщення в кожній кліті дорівнює Si = K [0,145 + 0,075(4 - ni )] , SS Корисна модель відноситься до холодної прокатки штаб товщиною 0,4-3,0 мм на безперервних широкоштабових станах (ШСХП). При прокатуванні на ШСХП одним з дефектів точності штаб є поздовжня різнотовщинність в результаті стовщення передніх та задніх кінців рулонів, а також стовщення штаб на ділянках зварного шву укрупнених рулонів внаслідок прокатки вказаних ділянок при менших швидкостях та з меншим (або його відсутністю) міжклітьовим натягом. Величина стовщень становить δh=0,08-0,5 мм, а довжина стовщених ділянок становить 20-40 м. Зменшення поздовжньої різнотовщинності штаб підвищує їх якість та зменшує витрати металу. Відомо спосіб безконечної прокатки, в якому стовщення кінцевих ділянок суттєво зменшується шляхом стикового зварювання рулонів (укрупнення рулонів) і прокатки безконечної штаби в одній кліті за декілька проходів [В.А. Николаев. Уменьшение толщины концевых участков при холодной прокатке полос // Известия ВУЗов. Черная металлургия. 1998, № 1. - с. 40-43]. Недоліком цього способу є: - необхідність крупних інвестицій для виготовлення та монтажу обладнання, що забезпечує безконечний процес прокатки на станах порулонної прокатки; - залишається поздовжня різнотовщинність штаб на ділянці зварних швів, які прокатують на невеликих швидкостях (vш=2-3м/с). Найбільш близьким за сукупністю ознак відносно того, що заявляється, є спосіб прокатки штаб з різною товщиною по довжині з додатковим обтиском стовщених ділянок штаби, що здійснюється при зменшенні швидкості прокатки шляхом переміщення натискних гвинтів по заданій програмі у декількох клітях стана [Холодная прокатка полос на непрерывном 4х-клетевом стане 1680. Технологическая инструкция ТИ 226 - П. ХЛ1 - 02 - 99. Запорожье. 1999, 15, 16 с.]. Відповідно до відомого способу передбачено наступний режим додаткового обтиску стовщених ділянок, що прокатують на зменшеній швидкості (по продуктиметру): - кінцеві ділянки штаб: кліть 1 - 0,7-1,1 мм; кліть 2 - 0,5-0,9 мм; - - зварний шов: кліть 1 - 0,4-0,6 мм; кліть 2 0,4-0,6 мм. Недоліком цього технічного рішення є: - присутність жорсткої програми переміщення натискних гвинтів на стовщених ділянках, що не враховує зміну геометричних та технологічних параметрів прокатки штаб; - застосування додаткового обтиску в частині клітей стана, а не у всіх клітях, приводить до по де Si - переміщення натискних гвинтів в і-й кліті; (19) UA (11) 45155 (13) U S S - загальна величина переміщення натискних гвинтів при прокатуванні шва у всіх навантажених клітях; ni - порядковий номер кліті; K - коефіцієнт положення стовщеної ділянки штаби. 3 45155 4 рушення постійності секундних об'ємів прокатки по кість валків знижують до v1=0,5-0,7 м/с (знижуютьстану зі збільшенням міжклітьового натягу: ся швидкості у всіх послідуючих клітях) для без- зростання міжклітьових натягів приводить до аварійного випуску із стана задньої ділянки штаби. збільшення кількості обривів штаб під час прокатТаким чином, при заправці штаби в стан, при ки, пошкодження валків, зупинці стану на їх зміну, прокатуванні ділянки шва і випуску заднього кінця зниженню продуктивності стана і зростанню виштаби зі стана колову швидкість валків клітей статрат металу та валків. на зменшують, що приводить, як відомо з теорії В основу корисної моделі поставлено завданпрокатки, до збільшення зусилля прокатки у порівня розробки способу безперервної прокатки штаб, нянні до зусилля у сталому процесі прокатки на в якому за рахунок нового способу прокатки стовшвидкості v4=8-12 м/с. Це приводить до збільшенщених ділянок штаби забезпечується зменшення ня пружних деформацій клітей, збільшення міжклівитрат металу і підвищення продуктивності стана. тьового зазору, та отже, товщини штаби на вказаДля вирішення поставленого завдання в споних ділянках. Окрім того, передній та задній кінці собі безперервної прокатки штаб з різною товщипрокатують без міжклітьового натягу, що в свою ною по довжині, що включає додатковий обтиск чергу спричиняє зростання зусилля прокатки та стовщених ділянок штаби по заданій програмі оддодаткове збільшення міжвалкового зазору та тоночасно в декількох клітях стана при зменшенні вщини штаби (Николаев В.А. Теория процессов швидкості прокатки, відповідно до корисної моделі, прокатки. - Запорожье, ЗГИА. 2004. - 184 с). переміщення натискних гвинтів по продуктиметДодаткове переміщення натискних гвинтів в рам для додаткового обтиску стовщених ділянок кожній кліті стана виконуються за програмою, ввевиконують одночасно у всіх клітях стана, а велиденою в автоматичну систему керування станом. чина переміщення в кожній кліті дорівнює Програма включає повну характеристику штаби, яку прокатують, в тому числі кількість навантажеSi = K[0,145 + 0,075(4 - ni )] (1) них клітей, величину сумарного обтиску і ознаку SS , стовщеної ділянки штаби. Для сучасного стана де Si - переміщення натискних гвинтів в і-й кліхолодної прокатки кількість навантажених клітей ті; SΣ - загальна величина переміщення натискних дорівнює n=4, так як для п'ятиклітьового стана в гвинтів при прокатуванні шва у всіх навантажених останній кліті виконують лише прогладжуючий клітях; ni - порядковий номер кліті; К - коефіцієнт пропуск. положення стовщеної ділянки штаби: К=1 - для Величину переміщення натискних гвинтів в ділянки шва; К=1,6-1,9 - для кінцевих ділянок штакожній кліті визначають за виразом: би. Si=SΣ·K[0,145+0,075(4-ni)]; SΣ=0,8+0,6·hi. (2) Використання запропонованого способу проВирази (1) і (2) для розрахунку переміщення Si катки штаби дозволяє суттєво знизити товщину натискних гвинтів отримано на підставі проведенштаби на кінцевих ділянках і на ділянці шва, а таня спеціальних експериментальних досліджень на кож зменшити довжину стовщених ділянок штаби неперервному широкоштабовому стані 1680 холота забезпечити зменшення витрат металу на одну дної прокатки. На цьому стані прокатують штаби тонну готової продукції. товщиною 0,5-2,0 мм. Ширина штаб В=1000-1400 Спосіб здійснюють наступним чином. Передній мм. В дослідах прокатували штаби з розмірами кінець гарячекатаного укрупненого (зі зварним 2,7-0,8x1250 мм і 3,5-1,5x1250 мм із сталі 08пс. швом) рулону подають в першу кліть стана при Стан має чотири кліті кварто, в яких прокатують із коловій швидкості валків в цій кліті v1≈0,5-0,7 м/с сумарним обтиском εΣ=50-75 %. Величина абсо(заправочна швидкість). Далі передній кінець шталютного обтиску (Δh) максимальна в першій кліті би почергово входить в кожну наступну кліть одета мінімальна - в останній (табл. 1). У зв'язку з цим ржуючи обтиск для отримання в наступній кліті величину додаткового обтиску стовщених ділянок заданої товщини. По виході з останньої кліті (четштаби шляхом переміщення St натискних гвинтів вертої або п'ятої) передній кінець захоплюють мозменшували від першої до останньої кліті. При дії талкою та швидкість прокатки в останній (четвернатискних гвинтів зменшували міжвалковий зазор, тій) кліті зростає до v4=8-12 м/с, в залежності від і отже, товщину штаби на стовщених ділянках (в товщини штаби, що прокатують. При підході шва перехідних процесах). Величину переміщення Sі до першої кліті стана швидкість в останній (четвепо клітям стана в дослідах змінювали при прокатуртій) кліті зменшують до v4≈2-2,5 м/с і ділянку шва ванні шва в межах Sі=0,1-0,8 мм та при прокатупрокатують на цій швидкості. Після виходу шва з ванні стовщених кінців від S1=0,15-1,1 мм. При чистової кліті швидкість валків в ній збільшують до цьому сумарний обтиск становив відповідно v4=8-12 м/с (або до 15-25 м/с на сучасних станах). SΣ=1,3-1,7 мм, коефіцієнт К=1,5-2,0 мм. Перед закінченням прокатки штаби колову швид 5 45155 6 Таблиця 1 Характеристика роботи стана 1680 по серійній і дослідній технологіях № кліті технологія h, мм Δh, мм εΣ 1,65 1,22 0,90 0,80 1,05 0,43 0,32 ОД 1 2 3 4 2,45 1,95 1,64 1,50 1 2 3 4 Si, мм δhш, мм δhк, мм 0,10 0,20 0,8 0,6 0,12 0,28 0,60 0,50 0,35 0,15 1,0 0,9 0,65 0,25 0,02 0,02 0,50 0,45 0,30 0,15 0,95 0,75 0,55 0,20 0,01 0,02 0,388 0,548 0,667 0,705 кінці 0,9 0,8 1,05 0,50 0,31 0,14 0,30 0,443 0,532 0,57 0,5 0,5 1,65 1,22 0,90 0,80 1,05 0,43 0,32 0,1 0,388 0,548 0,667 0,705 2,45 1,95 1,64 1,50 1 2 3 4 шов 0,5 0,5 1,05 0,50 0,31 0,14 0,30 0,443 0,532 0,57 Серійна Дослідна 1 2 3 4 Для отримання кожного профілю прокатували по 7-8 рулонів (усього 30 рулонів). При розрізанні рулонів на штаби з кожної пачки відбирали по одній штабі на кінцевих ділянках, на ділянках шва та на ділянці, яку прокатано в сталому режимі і мікрометром вимірювали товщину штаби в декількох місцях по ширині штаби. Поздовжню різнотовщинність штаби визначали з виразу δhі=hi-hуст, (3) де δhі - поздовжня різнотовщинність штаби; hi товщина штаби на стовщених ділянках (для шва hi=hш, δhі= δhш; для кінців hi=hк, δhі= δhк); hycт - товщина штаби для сталого режиму прокатки. Як виходить з табл. 1, при існуючому (серійному) режимі додаткового обтиску шва (SΣш=1,0 мм) і кінців (SΣш=1,4-1,7 мм) в двох клітях поздовжня різнотовщинність штаби (δhш і δhк) становить 0,07-0,28 мм. Збільшити параметр SΣі в двох перших клітях не можливо, так як це приведе до порушення процесу прокатки та пориву штаби. При розподілі додаткового обтиску на всі кліті стана без зміни постійності секундних об'ємів та збільшенні сумарного обтиску на шві до SΣш=1,4 Комп’ютерна верстка Г. Паяльніков 1,6 мм і на кінцях до SΣк=2,45-2,80 мм (К=1,6-1,9 по клітям) величини δhш і δhк суттєво зменшились. Середня величина поздовжньої різнотовщинності по режимах, які запропоновано із обробки всіх дослідів встановила δhі=0,01-0,02 мм. При прокатуванні з SΣш2,45-2,8 має місце суттєве зменшення товщини штаби та можливість її пориву і пошкодження валків. В обох випадках погіршуються техніко-економічні показники роботи стана. При використанні запропонованого способу прокатки відсортування штаб за товщиною (штаби з товщиною більше верхнього допуску) зменшилась в ~ 2 рази, більше ніж вдвічі зменшилась кількість розривів швів. Таким чином, запропоновано спосіб безперервної прокатки штаб, який у порівнянні з прототипом (серійний варіант) дозволяє зменшити витрати металу і підвищити продуктивність за рахунок зменшення розривів швів. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of continuous rolling strips
Автори англійськоюNikolaiev Viktor Oleksandrovych, Putnoki Oleksandr Yuliusovych, Simenenko Oleh Volodymyrovych, Nikolenko Andrii Heorhiiovych, Vasyliev Andrii Oleksandrovych
Назва патенту російськоюСпособ непрерывной прокатки полос
Автори російськоюНиколаев Виктор Александрович, Путноки Александр Юлиусович, Симененко Олег Владимирович, Николенко Андрей Георгиевич, Васильев Андрей Александрович
МПК / Мітки
МПК: B21B 1/22
Мітки: штаб, безперервної, прокатки, спосіб
Код посилання
<a href="https://ua.patents.su/3-45155-sposib-bezperervno-prokatki-shtab.html" target="_blank" rel="follow" title="База патентів України">Спосіб безперервної прокатки штаб</a>
Спосіб безперервного прокатування штаб

Номер патенту: 36976
Опубліковано: 16.04.2001
Автори: Тилик Василь Трохимович, Кудрин Володимир Іванович, Ніколаєв Віктор Олександрович, Мовшович Вілорд Соломонович, Штехно Олег Миколайович, Телюк Віктор Григорович, Васильєв Олександр Геннадійович
МПК: B21B 1/22
Мітки: прокатування, безперервного, штаб, спосіб
Текст:
...що переміщення натискних гвинтів по продуктиметрах у кожній кліті для додаткового обтиснення потовщених ділянок установлюють відповідно до формули: h V Si = K i Δh i ( n0 + n1 + n2 ш + H0 V B dh + 0,8 n 4 + n5 ), (1) L h де Si - додаткове переміщення натискних гвинтів у кліті; Кі – коефіцієнт, який ураховує розташування потовщеної ділянки штаби (передній кінець - Кп; шов - К ш; задній кінець - Кз); Dhi - абсолютне обтиснення; Н0 та h -...
Спосіб прокатки штаб

Номер патенту: 39689
Опубліковано: 10.03.2009
Автори: Васильєв Андрій Олександрович, Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович
МПК: B21B 1/22
Формула / Реферат:
Спосіб прокатки штаб в робочих валках клітей стана з індивідуальним приводом, що включає зменшення швидкості прокатування стовщених ділянок штаби, який відрізняється тим, що при прокатуванні стовщених ділянок штаби вимикають електродвигун одного із робочих валків, а штабу прокатують у клітях з одним привідним валком.
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки

Номер патенту: 40893
Опубліковано: 27.04.2009
Автори: Матюшенко Дмитро Олександрович, Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: спосіб, стані, гарячої, прокатки, широкоштабовому, штаб
Формула / Реферат:
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки (ШСГП), що включає деформування розкату в клітях чорнової та чистової груп ШСГП з натяганням штаби на міжклітьових ділянках стана, транспортування валками допоміжної кліті, змотування штаби моталкою, який відрізняється тим, що при захваті переднього кінця штаби валками допоміжної кліті швидкість валків кліті збільшують на 1-3 % відносно швидкості штаби, що виходить з чистової...
Спосіб холодної прокатки штаб
Номер патенту: 35366
Опубліковано: 10.09.2008
Автори: Ніколаєв Віктор Олександрович, Васильєв Андрій Олександрович, Васильєв Олександр Геннадійович
МПК: B21B 1/22
Мітки: прокатки, спосіб, штаб, холодної
Формула / Реферат:
Спосіб холодної прокатки штаб, що включає розмотування штаби, прокатування її в клітях стана і змотування у рулон, який відрізняється тим, що перед входом стовщеної ділянки штаби в першу кліть стана її нагрівають до температури t=260-300 °C, а потім деформують усіма клітями стана.
Спосіб безперервної холодної прокатки тонких штаб на багатоклітьовому стані
Номер патенту: 80233
Опубліковано: 27.08.2007
Автори: Климанчук Владислав Владиславович, Побегайло Олег Андрійович, Норка Сергій Петрович, Будніков Володимир Іванович, Шебаніц Едуард Миколайович, Гарбер Едуард Олександрович, Медведєв Микола Петрович, Кожевникова Ірина Олександрівна, Бойко Володимир Семенович, Ділігенський Євген Володимирович
МПК: B21B 37/00, B21B 37/48, B21B 1/22, B21B 37/46, B21B 37/16
Мітки: спосіб, штаб, тонких, безперервної, стані, прокатки, багатоклітьовому, холодної
Формула / Реферат:
1. Спосіб безперервної холодної прокатки тонких штаб на багатоклітьовому стані, що включає обтиснення штаб в кілька проходів із супутнім контролем шляхом виміру і/або розрахунку по математичних моделях ряду параметрів прокатки: відносних обтиснень по клітях, геометричних параметрів підкату й готового розкату, натягів штаб між клітями, опору деформації штаб на вході в стан і виході з кожної кліті, визначення для кожної ί-ї кліті за...
Попередній патент: Каталізатор для очищення оксиду вуглецю і вуглеводнів
Наступний патент: Пристрій для вимірювання малих переміщень
Випадковий патент: Станок для фіксації тварин