Спосіб зварювання біметалевих листів
Номер патенту: 49271
Опубліковано: 26.04.2010
Автори: Коробка Олег Володимирович, Коваленко Іван Васильович, Савєнко Віктор Володимирович, Чигарьов Валерій Васильович

Формула / Реферат
1. Спосіб зварювання біметалевих листів, що включає оброблення крайок й їхнє зварювання, який відрізняється тим, що зварювання виконують у чотири проходи, при цьому перший і другий проходи ведуть при подачі одного дроту, а третій і четвертий проходи ведуть при подачі двох дротів одночасно, а четвертий прохід виконують двома дротами з подачею напруги на один з них, причому відстань між крайками плакувальних шарів зварюваних листів l вибирають залежно від товщини біметалу α з наступного інтервалу:
l=α±2 мм,
при гострому куті оброблення плакувальних шарів.
2. Спосіб зварювання біметалевих листів за п. 1, який відрізняється тим, що гострий кут оброблення крайок плакувальних шарів β вибирають у межах від 30° до 80°.
3. Спосіб зварювання біметалевих листів за п. 1, який відрізняється тим, що третій і четвертий проходи ведуть дротами різного хімічного складу.
Текст
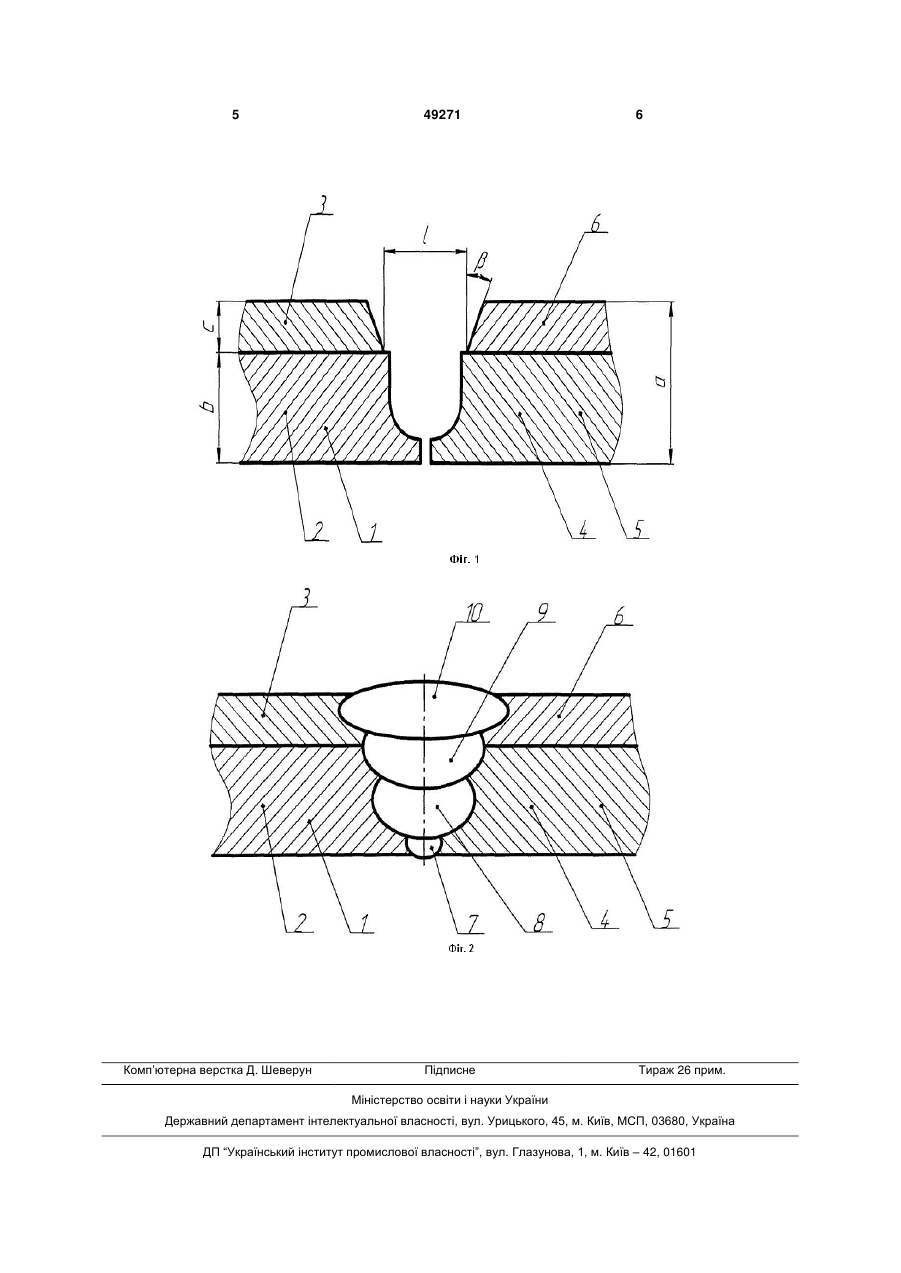
1. Спосіб зварювання біметалевих листів, що включає оброблення крайок й їхнє зварювання, який відрізняється тим, що зварювання виконують у чотири проходи, при цьому перший і другий проходи ведуть при подачі одного дроту, а третій і 3 льних шарів. Крім того, гострий кут оброблення крайок плакувальних шарів β вибирають у межах від 30 ° до 80 °. Причому, третій і четвертий проходи ведуть дротами різного хімічного складу. Таким чином, нова сукупність обмежувальних і відмітних ознак є причиною, а досягаємий при цьому технічний результат (розробка нових технологічних прийомів, що забезпечують проходження всіх хімічних реакцій у зварювальній ванні)- її наслідком. У свою чергу цей технічний результат є причиною, а досягаємий вторинний результат (підвищення механічних властивостей металу шва) - її наслідком. Більш детально суть корисної моделі пояснюється нижче на прикладі її виконання з посиланням на прикладені креслення, де зображено: - на фіг. 1 - форма оброблення крайок біметалевих листів (приклад); - на фіг. 2 - порядок виконання зварювання біметалічний листів. На прикладених кресленнях зображений: зварювальні біметалічний аркуш 1 (складається з основного 2 і що плакує 3 шарів) і біметалічний аркуш 4 (складається з основного 5 і що плакує 6 шарів); а також - шари (шви) заварки основного металу 7 й 8, проміжний шар (шов) 9 і лицьовий шар (шов) 10. Також на кресленнях позначені: - товщина біметалу; b - товщина основного шару; c - товщина плакувального шару; l - відстань між крайками плакувальних шарів; - кут оброблення плакувального шару. Відповідно до технології виконується зварювання листів з біметалу марки ВстЗсп5 + 10X13. Послідовність зварювання наступна. Спочатку виконують заварку основного шару 1 швами 7 й 8 (при цьому використовують дріт марки св-08А и флюс марки АН-348А). Далі накладають проміжний шов 9 двома спареними зварювальними дротами (при цьому використовують дріт марки св-08А спарену із дротом св-10Х16М25Н6) з подачею напруги на два дроти. Після чого виконують лицьовий шов 10 двома спареними зварювальними дротами, одна з яких (св-10Х16М25Н6) подається під напругою, а друга (св-08А) подається в розплавлену ванну без подачі на неї напруги. При цьому при накладенні - проміжний 9 і лицьовий 10 шви виконують під флюсом наступного модифікованого складу: 49271 4 Мармур 50-52 %, плавиковий шпат 15-15,5 %, магнезит 20-21 %, глинозем 7-7,5 %, марганець металевий 2-3 %, кварцовий пісок 6-6,5 %, інші оксиди. Проведені експерименти показали, що найбільш оптимальним є відстань між крайками плакувальних шарів l 2 мм 2 мм менше припустимого тому що при l виникають незручності пов'язані зі зміною технологічних параметрів, а саме зменшуються погонні режими зварювання, продуктивність, наплавка кількості шарів, і, як наслідок порушується геометрична характеристика всього шва що веде до одержання неякісного звареного з'єднання. А при l 2 мм необхідне збільшення погонних режимів зварювання (сили струму й напруги) для заплавлення площі шва, що призводить до перегріву крайок металу шва - зони термічного впливу, що призводить до виникнення гартівних структур і виходу металоконструкції з ладу. При цьому кут оброблення крайок плакувальних шарів повинен перебувати в межах від 30° до 80°, тому що при куті менш 30° необхідно вести зварювання на знижених режимах що приведе до неповного розплавлювання легуючих елементів при горінні дуги. Що приведе до виникнення пор у металі шва, тому що у зварювальній ванні пройдуть не всі процеси легування й рафінування. А при куті більше 30° зварювання ведуть на режимах вище звичайних, що призводить до перегріву зони біля шовного з'єднання, і, як наслідок, виникненню гартівних структур, які в наслідку викликають холодні експлуатаційні тріщини. Зварювання виконують у чотири проходи, коли перший і другий проходи (шари або шви) виконують при подачі в зону зварювання одного дроту, чим забезпечується гарне і якісне проплавлення, що забезпечує необхідні механічні властивості металу шва, а третій і четвертий проходи - при подачі в зону зварювання двох дротів одночасно (це забезпечує хімічну однорідність, відсутність наступного підігріву й фактичне рівномірне перемішування металу шва). Причому четвертий прохід виконують двома дротами при подачі напруги тільки на один з них, що не дозволяє вигорати легуючим елементам. Використання даної корисної моделі дозволить виключити застосування термообробки зварених деталей, і як наслідок, одержувати рівномірне міцне зварене з'єднання з високими механічними й експлуатаційними властивостями. 5 Комп’ютерна верстка Д. Шеверун 49271 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for welding bimetal sheets
Автори англійськоюKovalenko Ivan Vasyliovych, Korobka Oleh Volodymyrovych, Chyhariov Valerii Vasyliovych, Savienko Viktor Volodymyrovych
Назва патенту російськоюСпособ сварки биметаллических листов
Автори російськоюКоваленко Иван Васильевич, Коробка Олег Владимирович, Чигарев Валерий Васильевич, Савенко Виктор Владимирович
МПК / Мітки
МПК: B23K 9/18
Мітки: листів, зварювання, біметалевих, спосіб
Код посилання
<a href="https://ua.patents.su/3-49271-sposib-zvaryuvannya-bimetalevikh-listiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб зварювання біметалевих листів</a>
Пакет для одержування біметалевих листів
Номер патенту: 830
Опубліковано: 15.12.1993
Автори: Локтіонов Петро Якович, Луценко Віктор Олександрович, Міллєр Віктор Вікторович, Тарасов Віктор Іванович, Глоба Микола Ілліч, Хорошілов Микола Макарович, Антипенко Валентин Григорович, Диордиця Сергій Васильович, Бондаренко Микола Андрійович
МПК: B23K 20/04
Мітки: листів, одержування, біметалевих, пакет
Формула / Реферат:
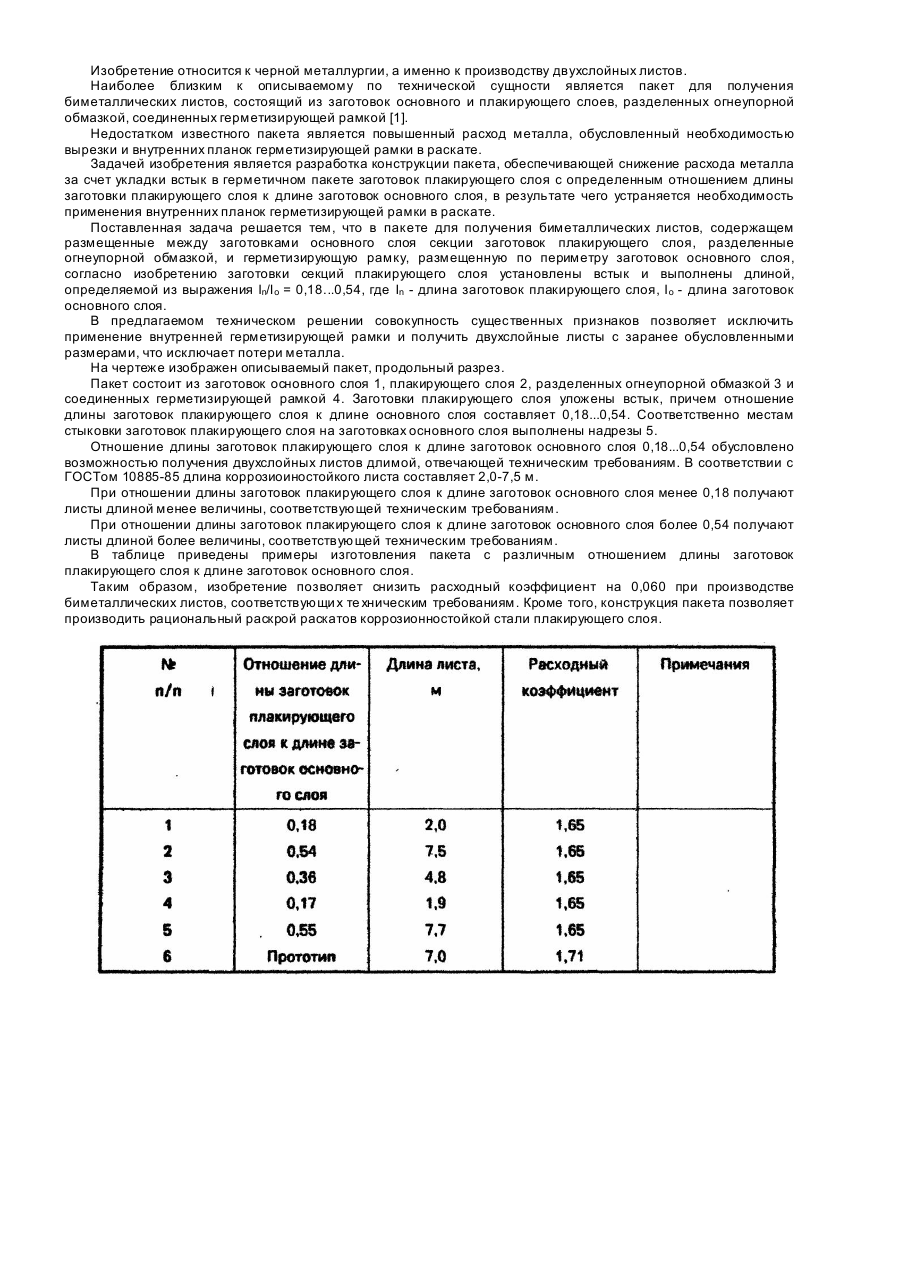
Пакет для получения биметаллических листов, содержащий размещенные между заготовками основного слоя секции заготовок плакирующего слоя, разделенные огнеупорной обмазкой, и герметизирующую рамку, размещенную по периметру заготовок основного слоя, отличающийся тем, что заготовки секций плакирующего слоя установлены встык и выполнены длиной, определяемой из выражения In/Io = 0,18...0,54, где In - длина заготовок плакирующего слоя, Io - длина...
Спосіб виготовлення біметалевих виробів методом зварювання вибухом
Номер патенту: 12553
Опубліковано: 30.04.1999
Автори: Соболєв Валерій Вікторович, Чернай Анатолій Володимирович, Коваленко Олексій Петрович, Ключко Едуард Іванович
МПК: B23K 20/06
Мітки: вибухом, зварювання, методом, спосіб, виробів, біметалевих, виготовлення
Формула / Реферат:
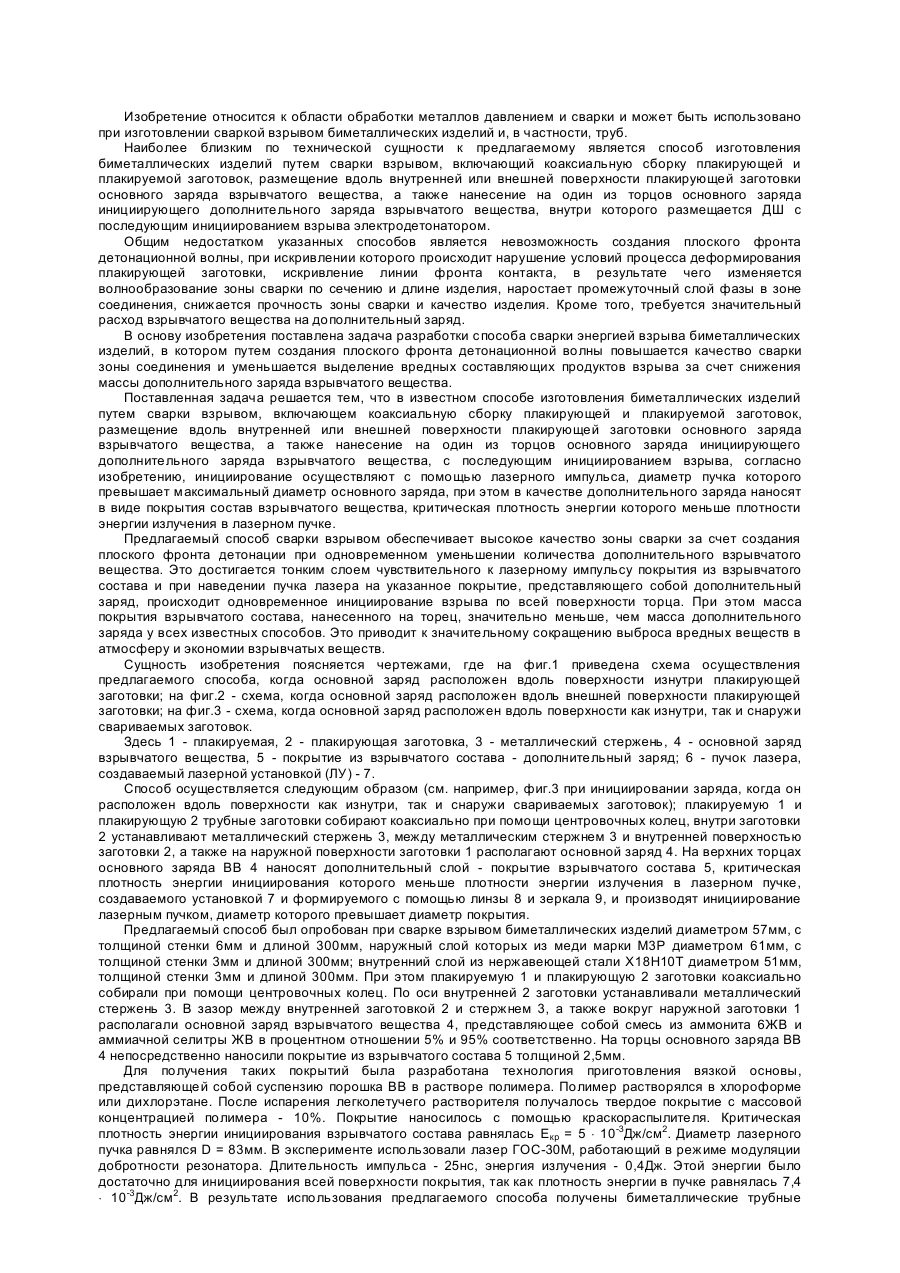
Способ изготовления биметаллических изделий путем сварки взрывом, включающий коаксиальную сборку плакирующей и плакируемой заготовок, размещение вдоль внутренней или внешней поверхности плакирующей заготовки основного заряда взрывчатого вещества, а также нанесение на один из торцов основного заряда инициирующего дополнительного заряда взрывчатого вещества с последующим инициированием взрыва, отличающийся тем, что инициирование взрыва...
Спосіб виробництва товстих листів
Номер патенту: 18656
Опубліковано: 15.11.2006
Автори: Єгоров Микола Тимофійович, Калугіна Тетяна Андріївна, Алімов Валерій Іванович, Кримов Віталій Миколайович
Мітки: листів, виробництва, товстих, спосіб
Формула / Реферат:
Спосіб виробництва товстих листів, який включає аустенітизацію заготівки, прокатку листів і подальше охолодження в три стадії, який відрізняється тим, що на другій стадії виконують ізотермічну витримку при температурах 450-350°С, а на третій стадії охолоджують від цих температур зі швидкістю не більш 20°С/год.
Спосіб з’єднання металевих листів, наприклад сталевих
Номер патенту: 4962
Опубліковано: 15.02.2005
Автори: Олійник Віктор Васильович, Корленштейн Мусій Еммануїлович, Могильний Олександр Петрович, Івашина Володимир Володимирович, Грєсєв Володимир Іванович, Тростянецький Олег Брониславович, Молотков Микола Володимирович
МПК: B21D 39/03
Мітки: сталевих, наприклад, металевих, спосіб, з'єднання, листів
Формула / Реферат:
Спосіб з'єднання металевих листів, наприклад сталевих, внапуск, що включає їхнє штампування внапуск, який відрізняється тим, що штампування виконують шляхом проколювання і наступного прорізання листів, які з'єднуються, а вуса, що утворюються, відгинають у напрямку прорізання і попарно закручують у вигляді спіралей.
Спосіб виробництва багатошарових листів
Номер патенту: 17123
Опубліковано: 15.09.2006
Автор: Луценко Віктор Олександрович
МПК: B21B 1/38
Мітки: листів, багатошарових, виробництва, спосіб
Формула / Реферат:
Спосіб виробництва багатошарових листів, що включає виготовлення заготовок основного і плакованого шарів, розміщення між ними проміжного підшару з металевої фольги, зварювання пакетів, їх нагрівання і прокатування, який відрізняється тим, що на контактні поверхні заготовок плакованого шару наносять нікелеве гальванічне покриття товщиною 0,07-0,11 товщини нікелевої фольги, а нікелеву фольгу укладають між заготовками основного і плакованого...
Попередній патент: Спосіб анатомоморфологічного аналізу плодових культур і плодів
Наступний патент: Система живлення газом енергоустановок, які працюють на рідкому й газоподібному паливі
Випадковий патент: Спосіб первинної профілактики множинного карієсу зубів у підлітків