Спосіб розточування шнекових спіралей і пристрій для його здійснення
Номер патенту: 49467
Опубліковано: 16.09.2002
Автори: Гудь Віктор Зеновійович, Лещук Роман Ярославович, Геник Ігор Степанович, Гевко Ігор Богданович
Формула / Реферат
1. Спосіб розточування шнекових спіралей, який полягає в тому, що шнековій спіралі надають обертання навколо своєї осі, а різцю - поступального переміщення паралельно осі оброблюваної деталі, який відрізняється тим, що шнекову спіраль, яка обробляється по зовнішній поверхні, поміщають у внутрішній отвір оправи з мінімальним кроком і при затиску підтискають буртиком притискного диска, при цьому зусилля затиску більше від зусилля різання при розточуванні.
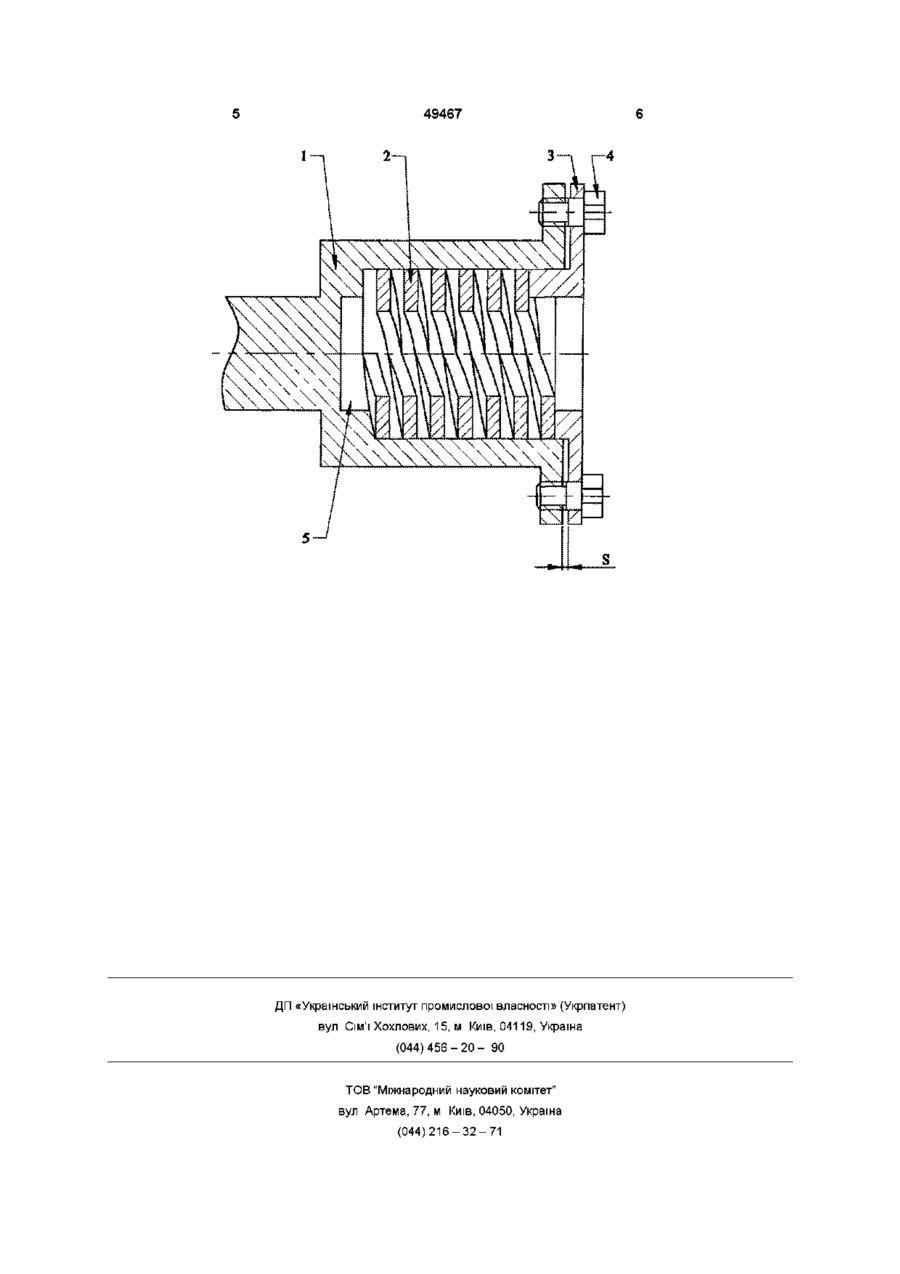
2. Пристрій для розточування шнекових спіралей, який виконаний у вигляді оправи, всередині якої спіраль затиснута притискним диском, який відрізняється тим, що внутрішній діаметр отвору притискного диска є більшим від внутрішнього діаметра шнекової спіралі, з протилежного боку від притискного диска, на торці глухого внутрішнього отвору оправи, виконана циліндрична виїмка, діаметром, більшим від внутрішнього діаметра шнекової спіралі, і глибиною, достатньою для виходу інструмента, а притискний диск по відношенню до торця оправи встановлюють з зазором S = 2...5 мм.
Текст
1 Спосіб розточування шнекових спіралей, який полягає в тому, що шнековій спіралі надають обертання навколо своєї осі, а різцю - поступального переміщення паралельно осі оброблюваної деталі, який відрізняється тим, що шнекову спіраль, яка обробляється по ЗОВНІШНІЙ поверхні, поміщають у внутрішній отвір оправи з мінімальним кроком і при затиску підтискають буртиком притискного диска, при цьому зусилля затиску більше від зусилля різання при розточуванні 2 Пристрій для розточування шнекових спіралей, який виконаний у вигляді оправи, всередині якої спіраль затиснута притискним диском, який відрізняється тим, що внутрішній діаметр отвору притискного диска є більшим від внутрішнього діаметра шнекової спіралі, з протилежного боку на торці глухого від притискного диска, внутрішнього отвору оправи, виконана циліндрична виїмка, діаметром, більшим від внутрішнього діаметра шнекової спіралі, і глибиною, достатньою для виходу інструмента, а притискний диск по відношенню до торця оправи встановлюють з зазором S = 2 5 мм Винахід відноситься до металообробки і може бути використаний для проточування шнекових спіралей по внутрішній поверхні Відомий спосіб обробки ЗОВНІШНІХ перервних поверхонь, при якому оброблюваній деталі надають обертання навколо своєї осі, а різцю поступальне переміщення паралельно осі оброблюваної деталі (Егоров М Е технология машиностроения М Высшая школа, 1965, с 448) Недоліком даного способу є те, що він не може бути використаний для обробки нежорстких шнеків Відомий спосіб обробки ЗОВНІШНІХ перервних поверхонь, при якому оброблюваній деталі надають обертання відносно своєї осі, а різцю поступальне переміщення паралельно осі оброблюваної деталі в напрямку витка шнека (А с №1140890, Бюл №7, кл В23 В 5/48, 1985) Недоліком даного способу є те, що він не може бути використаний для обробки нежорстких шнеків Відомий пристрій для розточування шнекових спіралей, який виконаний в вигляді оправи, всередині якої вміщується шнекова спіраль і затискується притискним диском (Терликова Т Ф и др Основы конструирования приспособлений - М, 1980, рис 51) Недоліком даного способу є те, що він не мо же бути використаний для обробки нежорстких шнеків В основу винаходу поставлена задача розширення технологічних можливостей і розточування нежорстких шнекових спіралей по внутрішньому діаметру Поставлена задача досягається виконанням способу розточування шнекових спіралей, який полягає в тому, що шнековій спіралі надають обертання навколо своєї осі, а різцю - поступальне переміщення паралельно осі оброблюваної деталі, шнекова спіраль, що обробляється по ЗОВНІШНІЙ поверхні, вміщується у внутрішній отвір оправи з мінімальним кроком і при затиску підтискається буртиком притискного диска, при цьому зусилля затиску більше від зусилля різання при розточуванні Поставлена задача досягається пристроєм для розточування шнекових спіралей, який виконаний в вигляді оправи, всередині якої вміщується шнекова спіраль і затискується притискним диском, внутрішній діаметр отвору притискного диска є більшим від внутрішнього діаметру шнекової спіралі, а з протилежного боку від притискного диска, на торці глухого внутрішнього отвору оправи, виконується циліндрична виїмка, діаметром більшим від внутрішнього діаметру шнекової спіралі і глибиною, достатньою для виходу інструме 1 (О 49467 Базування і закріплення шнекової спіралі 2 у внутрішньому отворі оправи 1 здійснюється у розтягнутому стані, оскільки з розтягуванням шнекової спіралі на значний крок м" ЗОВНІШНІЙ діаметр зменшується Шнекова спіраль 2, попередньо проточена по ЗОВНІШНІЙ поверхні вмішується в оправу 1 і стискується притискним диском 3 з болтами 4 При цьому и ЗОВНІШНІЙ діаметр збільшується і вона затискується в оправі, а зусилля затиску повинно бути більшим від зусилля різання при розточуванні шнекової спіралі 2 Оправі надається обертовий рух від приводу (не показано) В середину шнекової спіралі вводиться ріжучий інструмент і здійснюється технологічний процес оброблення Приклад виконання способу розточування шнекових спіралей Внутрішній діаметр опраи - 65мм, глибина отвору - 70мм Параметри шнекової спіралі D ЗОВНІШНІЙ діаметр, MM, d - внугрішній діаметр Мм, Т-крок шнекової спіралі, мм, Н -товщина шнекової спіралі, мм, v - швидкість різання, м/хв, S - величина подачі на крок, мм/об, t - глибина різання, мм Шнекова спіраль центрується і затискається Проводиться проточування шнекової спіралі Верстат 16К20 результати виконання способу приведені в таблиці 1 нта, а притискний диск по відношенню до торця оправи встановлюється з зазором S=2 5мм Спосіб і пристрій для розточування шнекових спіралей зображено на кресленні Спосіб для розточування шнекових спіралей реалізується проточуванням шнекової спіралі по ЗОВНІШНІЙ поверхні, наступним затиском у внутрішньому отворі оправи з мінімальним кроком і підтиснута буртиком притискного диска, а його внутрішній діаметр повинен бути більшим внутрішнього діаметра шнекової спіралі Пристрій для розточування шнекових спіралей виконаний у вигляді оправи 1, всередину якої вміщена шнекова спіраль 2, яка підтиснута буртиком притискного диска 3 і кріпиться до оправи за допомогою болтів 4, що розміщені рівномірно по колу його зовнішнього діаметра 3 протилежного боку від притискного диска 3 на торці глухого внутрішнього оправи 1 виконана циліндрична виїмка 5, діаметром більшим від внутрішнього діаметру шнекової спіралі глибиною, достатньою для виходу інструмента Притискний диск по відношенню до торця до торця оправи 1 знаходиться із зазором S=2 5мм Робота пристрою та спосіб для розточування шнекових спіралей здійснюється наступним чином Таблиця 1 № п/п Параметри шнекової спіралі (DxdxTxt), мм 1 2 3 Режими різання швидкість різання, V величина подачі, S мм/об мм/об 64,6x26x15x3 64,9x32x12x3 64,5x30x14x4 Затиск деталей здійснювався притискним диском за допомогою болтів, при цьому між витком залишався мінімальний крок, в межах 0,5 5мм Як показали дослідження запропонований 280 340 320 0,2 0,3 0,4 глибина різання, t MM 0,8 1 1,1 спосіб і пристрій для розточування шнекових спіралей дозволяє забезпечити надійну фіксацію та якісний технологічний процес оброблення шнекових спіралей 49467 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for reboring screw spirals and appliance for its implementation
Автори англійськоюHenyk Ihor Stepanovych, Hud Viktor Zenoviiovych, Hevko Ihor Bohdanovych, Leschuk Roman Yaroslavovych
Назва патенту російськоюСпособ расточки шнековых спиралей и устройство для его осуществления
Автори російськоюГеник Игорь Степанович, Гудь Виктор Зеновьевич, Гевко Игорь Богданович, Лещук Роман Ярославович
МПК / Мітки
МПК: B23B 5/00
Мітки: спіралей, пристрій, спосіб, розточування, здійснення, шнекових
Код посилання
<a href="https://ua.patents.su/3-49467-sposib-roztochuvannya-shnekovikh-spiralejj-i-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб розточування шнекових спіралей і пристрій для його здійснення</a>
Пристрій для калібрування спіралей шнеків по кроку
Номер патенту: 32017
Опубліковано: 15.12.2000
Автор: Геник Ігор Степанович
МПК: B21D 11/06
Мітки: кроку, калібрування, пристрій, шнеків, спіралей
Текст:
...пристрою для калібрування спіралей шнеків по кроку, шляхом здійснення регулювання кроку спіралі, що забезпечує зменшення часу на переналадку пристрою і підвищує продуктивність праці. , ' Покладене завдання досягається за рахунок того, що в пристрої для калібрування спіралей шнеків по кроку, що містить нерухомий корпус в шліцевій втулці якого розміщений шліцевий вал з нерухомим клином, згідно винаходу вводиться те, що на основі...
Пристрій для формоутворення спіралей сіток
Номер патенту: 33273
Опубліковано: 15.02.2001
Автор: Янковський Рудольф Річардович
МПК: B21F 27/00
Мітки: пристрій, сіток, спіралей, формоутворення
Текст:
...з приводом обертання, надання профільному перерізу навивного ножа у місті розміщення пуансонів меншої площини забезпечує можливість зміни форми витків спіралі. При цьому виткам спіралі можна надати будь якої конфігурації завдяки формоутворюючим стискаючим поверхням пуансонів. Таким чином, пристрій має багатоваріантні технологічні можливості у формоутворенні витків спіралей сіток з дроту. з Пристрій для формоутворення спіралей сіток,...
Пристрій для неперервного навивання профільних гвинтових спіралей
Номер патенту: 39649
Опубліковано: 15.06.2001
Автор: Гевко Іван Богданович
МПК: B21D 11/06
Мітки: гвинтових, профільних, пристрій, навивання, спіралей, неперервного
Формула / Реферат:
Пристрій для неперервного навивання профільних гвинтових спіралей, який містить оправку з торцевою гвинтовою-виточкою, пазом для фіксації полоси, направляючий вузол і обтискний ролик, який відрізняється тим, що більшу частину оправки з робочим виступом розміщено в середині формувальної інструментальної головки, виконаної у вигляді П-подібного перерізу з відкритими краями до середини кола, по периферії яких на пальцях рівномірно по...
Пристрій для виготовлення спіралей шнеків
Номер патенту: 38108
Опубліковано: 15.05.2001
Автори: Пилипець Михайло Ількович, Гевко Ігор Богданович, Комар Роман Васильович, Геник Ігор Степанович
МПК: B21D 11/06
Мітки: шнеків, пристрій, спіралей, виготовлення
Текст:
...в одній площині перпендикулярно осі, з величиною вільного заходу і пе реміщення нижніх поличок Г-подібного профілю, причому висота кільцевої канавки більша ширини смуги. Для полегшення цієї операції напрямний ролик 18 знімається, а після встановлення монтується на місце. Формуючий ролик 7 підводиться таким чином, щоб його поверхня 8 притискувала заготовку 4 до торцевої поверхні 2 оправки 1. Після цього вмикається привід обертання, і в...
Спосіб виготовлення різнопрофільних спіралей шнеків
Номер патенту: 45677
Опубліковано: 15.04.2002
Автори: Васильків Василь Васильович, Радик Дмитро Леонидович
МПК: B21D 11/06
Мітки: спосіб, різнопрофільних, спіралей, виготовлення, шнеків
Формула / Реферат:
1. Спосіб виготовлення різнопрофільних спіралей шнеків шляхом навивання стрічки на оправку формоутворюючим роликом, вісь якого розміщена перпендикулярно до осі оправки і якому надають переміщення паралельно та перпендикулярно до осі оправки та який здійснює обертання навколо власної осі, який відрізняється тим, що формоутворюючому ролику надають колове переміщення навколо центра, що лежить на осі, яка перпендикулярна до площини, утвореної...
Попередній патент: Спосіб корекції психофізіологічного стану людини
Наступний патент: Шнековий очисник-сортувальник
Випадковий патент: Плуг поворотний