Виливок для гарячого прокатування
Номер патенту: 60802
Опубліковано: 15.10.2003
Формула / Реферат
Виливок для гарячого прокатування, що містить нижню частину, розширену догори, і з'єднану з нею головну частину, розширену донизу, який відрізняється тим, що площа поперечного перерізу головної частини в 1,05-1,1 раза перевищує площу поперечного перерізу нижньої частини в площині їх сполучення, при цьому розміри сторін поперечного перерізу головної частини в площині сполучення більші розмірів сторін поперечного перерізу нижньої частини.
Текст
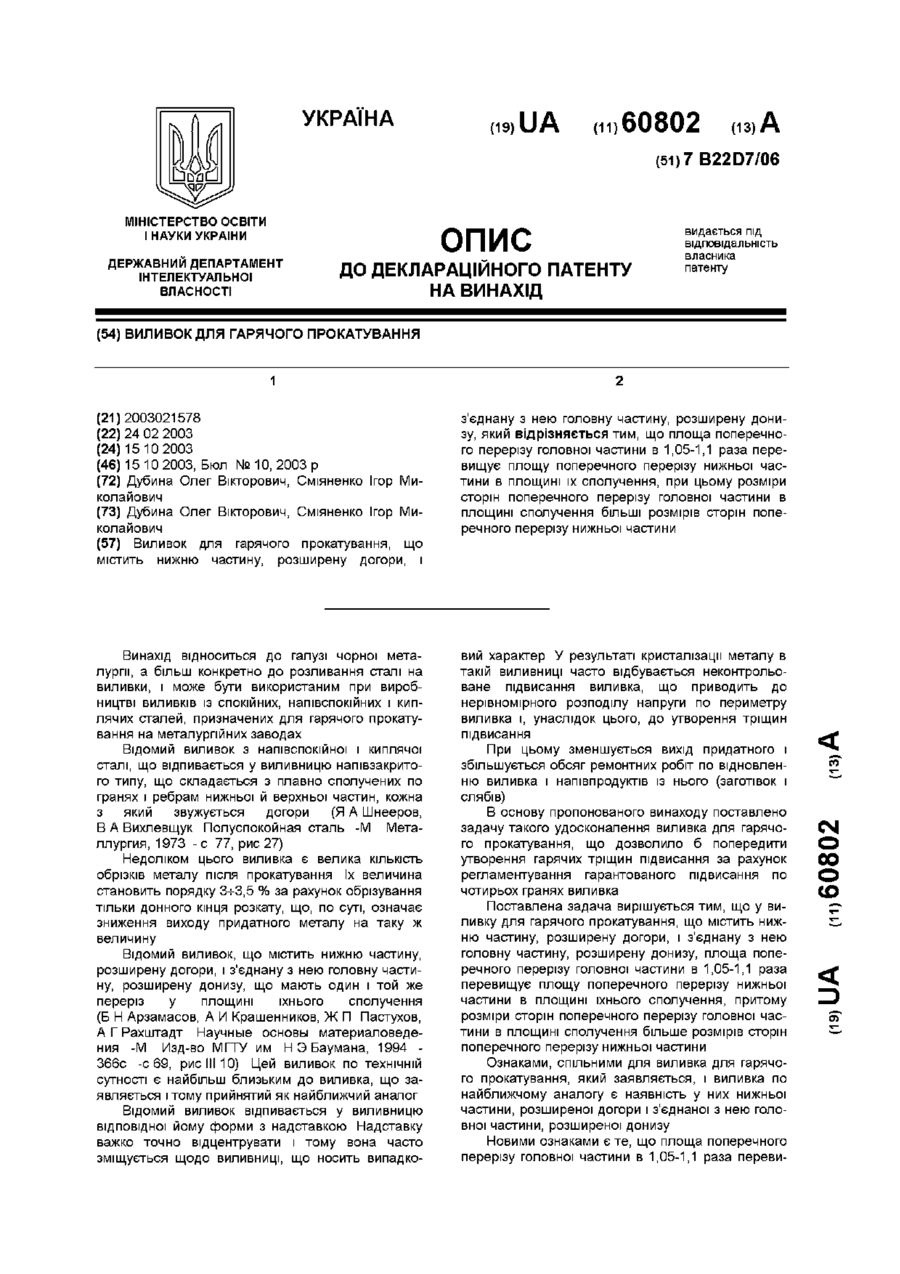
Виливок для гарячого прокатування, що містить нижню частину, розширену догори, і з єднану з нею головну частину, розширену донизу, який відрізняється тим, що площа поперечного перерізу головної частини в 1,05-1,1 раза перевищує площу поперечного перерізу нижньої частини в площині їх сполучення, при цьому розміри сторін поперечного перерізу головної частини в площині сполучення більші розмірів сторін поперечного перерізу нижньої частини Винахід відноситься до галузі чорної металурги, а більш конкретно до розливання сталі на виливки, і може бути використаним при виробництві виливків із спокійних, напівспокійних і киплячих сталей, призначених для гарячого прокатування на металургійних заводах Відомий ВИЛИВОК З напівспокійної і киплячої сталі, що відпивається у виливницю напівзакритого типу, що складається з плавно сполучених по гранях і ребрам нижньої й верхньої частин, кожна з який звужується догори (Я А Шнееров, В А Вихлевщук Полуспокойная сталь -М Металлургия, 1973 -с 77, рис 27) Недоліком цього виливка є велика КІЛЬКІСТЬ обрізків металу після прокатування їх величина становить порядку 3-ьЗ,5 % за рахунок обрізування тільки донного кінця розкату, що, по суті, означає зниження виходу придатного металу на таку ж величину вий характер У результаті кристалізації металу в такій виливниці часто відбувається неконтрольоване підвисання виливка, що приводить до нерівномірного розподілу напруги по периметру виливка і, унаслідок цього, до утворення тріщин підвисання При цьому зменшується вихід придатного і збільшується обсяг ремонтних робіт по відновленню виливка і напівпродуктів із нього (заготівок і слябів) В основу пропонованого винаходу поставлено задачу такого удосконалення виливка для гарячого прокатування, що дозволило б попередити утворення гарячих тріщин підвисання за рахунок регламентування гарантованого підвисання по чотирьох гранях виливка Поставлена задача вирішується тим, що у виливку для гарячого прокатування, що містить нижню частину, розширену догори, і з'єднану з нею головну частину, розширену донизу, площа поперечного перерізу головної частини в 1,05-1,1 раза перевищує площу поперечного перерізу нижньої частини в площині їхнього сполучення, притому розміри сторін поперечного перерізу головної частини в площині сполучення більше розмірів сторін поперечного перерізу нижньої частини Ознаками, спільними для виливка для гарячого прокатування, який заявляється, і виливка по найближчому аналогу є наявність у них нижньої частини, розширеної догори і з'єднаної з нею головної частини, розширеної донизу Новими ознаками є те, що площа поперечного перерізу головної частини в 1,05-1,1 раза переви Відомий ВИЛИВОК, ЩО МІСТИТЬ НИЖНЮ частину, розширену догори, і з'єднану з нею головну частину, розширену донизу, що мають один і той же переріз у площині їхнього сполучення (Б Н Арзамасов, А И Крашенников, Ж П Пастухов, А Г Рахштадт Научные основы материаловедения -М Изд-во МГТУ им Н Э Баумана, 1994 366с -с 69, рис III 10) Цей виливок по технічній сутності є найбільш близьким до виливка, що заявляється і тому прийнятий як найближчий аналог Відомий ВИЛИВОК відпивається у виливницю відповідної йому форми з надставкою Надставку важко точно відцентрувати і тому вона часто зміщується щодо виливниці, що носить випадко о 0 0 о (О 60802 щує площу поперечного перерізу нижньої частини в площині їхнього сполучення, притому розміри сторін поперечного перерізу головної частини в площині сполучення більше розмірів сторін поперечного перерізу нижньої частини Таке перевищення обумовлює оптимальну величину полички виливка, що розраховується в залежності від маси нижньої частини виливка, периметра поперечного перерізу в площині сполучення й межі МІЦНОСТІ конкретної марки стали при температурі кристалізації Завдяки новим ознакам забезпечується гарантоване підвисання по чотирьох гранях виливка У свою чергу це приводить до рівномірного розподілу напруги по периметру кірки створеного виливка, тому що мінімізується чи цілком відсутнє гальмування усадці й виливок не просідає У підсумку, зводиться до мінімуму ймовірність гарячих тріщин по тілу виливка при кристалізації і подальшому прокатуванні Також усовуються два додаткових холостих проходи, які необхідні при прокатуванні відомого виливка по найближчому аналогу для виключення утворення закоту по пояску, тому що виливок для гарячого прокатування, який заявляється, при транзитному прокатуванні необхідно катати донною частиною вперед для виключення розшарування по дірчастостям головної частини розкату й окільцьовування прокатних валків із наступним виникненням аварійної ситуації При перевищенні площі поперечного перерізу головної частини, щодо площі поперечного перерізу нижньої частини в площині їхнього сполучення менш ніж у 1,05 раза величина полички на виливку виявляється занадто малою для виконання зазначених вище функцій, що, таким чином, не ефективно При перевищенні співвідношення площі поперечного перерізу верхньої і нижньої частини виливка в площині їхнього сполучення більш ніж у 1,1 рази поличка на виливку виявляється настільки великою, що знову можуть виникнути закоти по пояску і знадобиться ускладнення технології прокатування, що недоцільно Розміри сторін поперечного перерізу головної частини в площині сполучення повинні бути більше розмірів сторін поперечного перерізу нижньої частини для забезпечення гарантованого підвисання по всіх гранях виливка Конструкція виливка для гарячого прокатування пояснюється кресленнями, на яких Фіг 1 - переріз виливка в площині, перпендикулярної граням Фіг 2 - від виливка зверху Фіг 3 - від виливка знизу Виливок для гарячого прокатування складається з нижньої частини 1, розширеної догори, і з'єднаної з нею головної частини 2, розширеної донизу (фіг 1 і 2) Нижня частина 1 виливка і верхня головна частина 2 сполучені по площині 3 Площа поперечного перерізу 4 (фіг 3) головної частини 2 у 1,05-1,1 рази перевищує площу поперечного перерізу 5 нижньої частини 1 виливка в площині їхнього сполучення 3, так, що на виливку утвориться поличка 6 (фіг 1) Виливок, що заявляється, з напівспокійної сталі масою 7,8 т був відлитий у глуходонну виливницю з застосуванням спеціальної металевої надставки, які забезпечують співвідношення площ перерізу верха нижньої частини й низу верхньої частини в площині сполучення у межах 1,05-1,1 Відхилень у розливанні й кристалізації металу не спостерігали При гарячому прокатуванні донною частиною уперед виключалися два додаткових холостих проходи, необхідних для прокатування злитка по найближчому аналогу Розшарування по дірчастостям головної частини розкату, закоти по пояску й окільцьовування прокатних валків були відсутні КІЛЬКІСТЬ обрізків металу зменшилася на 6-8 кгл", тривалість прокатування скоротилася на два проходи А-А В Фіг1 Фіг 2 Комп'ютерна верстка М Клюкш ФігЗ Підписне Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул Сім'ї Хохлових, 15, м Київ, 04119
ДивитисяДодаткова інформація
Назва патенту англійськоюIngot for hot rolling
Автори англійськоюDubyna Oleh Viktorovych, Smiianenko Ihor Mykolaiovych
Назва патенту російськоюСлиток для горячей прокатки
Автори російськоюДубина Олег Викторович, Смияненко Игорь Николаевич
МПК / Мітки
МПК: B22D 7/06
Мітки: виливок, прокатування, гарячого
Код посилання
<a href="https://ua.patents.su/2-60802-vilivok-dlya-garyachogo-prokatuvannya.html" target="_blank" rel="follow" title="База патентів України">Виливок для гарячого прокатування</a>
Виливок напівспокійної й киплячої сталі для прокатування у валках реверсивного обтискного стана
Номер патенту: 54848
Опубліковано: 17.03.2003
Автори: Кекух Анатолій Володимирович, Шеремет Володимир Олександрович, Сокуренко Анатолій Валентинович, Корінь Андрій Олександрович, Омесь Микола Михайлович, Теряєв Олександр Митрофанович
МПК: B22D 7/06
Мітки: напівспокійної, обтискного, сталі, виливок, валках, стана, прокатування, реверсивного, киплячої
Формула / Реферат:
Виливок напівспокійної й киплячої сталі для прокатування у валках реверсивного обтискного стана, що містить основну частину, звужену до низу, і головну частину, звужену до верху, який відрізняється тим, що основна і головна частини виливка сполучені по гранях і ребрах по дузі окружності, зверненою опуклістю до серцевини виливка, висота ділянки сполучення становить від...
Виливок із напівспокійної й киплячої сталі
Номер патенту: 54220
Опубліковано: 17.02.2003
Автор: Дубина Олег Вікторович
МПК: B22D 7/06
Мітки: виливок, киплячої, напівспокійної, сталі
Формула / Реферат:
Виливок із напівспокійної й киплячої сталі, що має звужену донизу нижню частину і звужену догори головну частину з нахилом граней і ділянок заокруглення по ребрах, який відрізняється тим, що площа перерізу верху нижньої частини виливка в 1,005 - 1,1 рази перевищує площу перерізу низу головної частини виливка.
Спосіб прокатування виливків розширених до площі з’єднання основної і головної частин
Номер патенту: 52469
Опубліковано: 16.12.2002
Автори: Кекух Анатолій Володимирович, Коротченков Валерій Михайлович, Бруханський Володимир Миколайович, Маншилін Олександр Гейнійович, Теряєв Олександр Митрофанович, Сміяненко Ігор Миколайович, Бабенко Михайло Антонович, Феофілактова Катерина Володимирівна, Кукуй Давид Пенхусович, Корінь Андрій Олександрович
Мітки: основної, прокатування, виливків, спосіб, частин, головної, з'єднання, розширених, площі
Формула / Реферат:
1. Спосіб підвищення молочної продуктивності корів та збереженості молодняку, шляхом згодовування корму, одержаного при вирощуванні грибів на основі соломи, який відрізняється тим, що в якості корму використовують субстрат, одержаний після третього урожаю плодових тіл гриба глива (Pleurotus ostreatus) і згодовують його коровам протягом сухостійного періоду по 3-5кг на голову на добу, додаючи до основного раціону.
Виливок напівспокійної і киплячої сталі
Номер патенту: 39343
Опубліковано: 15.09.2003
Автори: Бембінек Юрій Євгенійович, Дишлевич Ігор Йосипович, Шибко Олександр Васильович, Тартачний Віктор Сергійович, Юнаков Олександр Михайлович, Малий Юрій Георгійович, Кукуй Давид Пенхусович, Пищіда Валерій Іванович, Євстаф'єв Євген Іванович
МПК: B22D 7/06
Мітки: сталі, напівспокійної, киплячої, виливок
Формула / Реферат:
Виливок напівспокійної і киплячої сталі, який складається із спряжених по гранях та ребрах нижньої частини і звуженої догори головної частини, який відрізняється тим, що нижня частина звужена донизу і має похил граней не менше 1,5% від висоти нижньої частини, верхня частина виливка має похил граней 1,0 ¸ 5,0% від висоти верхньої частини, а похил ділянок закруглень по ребрах 10 ¸ 20% від висоти верхньої частини.
Композитний валок для станів гарячого прокатування
Номер патенту: 34624
Опубліковано: 15.06.2001
Автори: Свиридов Олег Вітальович, Медовар Борис Ізраїльович, Цикуленко Анатолій Костянтинович, Шабанов Володимир Борисович, Медовар Лев Борисович, Скудар Георгій Маркович, Федоровський Борис Борисович
МПК: B21B 27/02, C22C 38/36
Мітки: гарячого, валок, композитний, прокатування, станів
Формула / Реферат:
1. Композитний валок для станів гарячого прокатування, що складається з сердечника у вигляді бочки з щийками, виконаного з залізовуглецевого сплаву, і зміцненого зовнішнього шару, що покриває бочку сердечника і складає з ним одне ціле, який відрізняється тим, що згаданий зовнішній шар виконаний з високовуглецевої швидкорізної сталі з карбонітридним зміцненням при такому відсотковому співвідношенні компонентів (по масі):С 1,7-2,0...
Попередній патент: Спосіб резекції шлунка
Наступний патент: Спосіб резекції шлунка
Випадковий патент: Очисник головок коренеплодів