Спосіб з’єднання аустенітних марганцовистих сталевих відливок хрестовин з рельсами з вуглецевої сталі
Формула / Реферат
1. Способ соединения аустенитных марганцовистых стальных отливок крестовин с рельсами из углеродистой стали сваркой через промежуточную деталь из малоуглеродистой аустенитной стали, отличающийся тем, что, с целью упрощения технологаи и сохранения высокого качества соединения при использовании промежуточной детали, состав которой по диаграмме Шефлера соответствует никелевому эквиваленту 13-30% и хромовому эквиваленту 8-25%, длину промежуточной детали принимают равной 15-25 мм, вначале сваривают ее с рельсом стыковой сваркой оплавлением, а затем - с крестовиной, при этом охлаждение после второй сварочной операции осуществляют при комнатной температуре, а после первой сварочной операции - с замедлением.
2. Способ по п. 1, отличающийся тем, что промежуточную деталь изготавливают длиной 50 мм, а после сварки с рельсом отрезают до заданной длины.
Текст
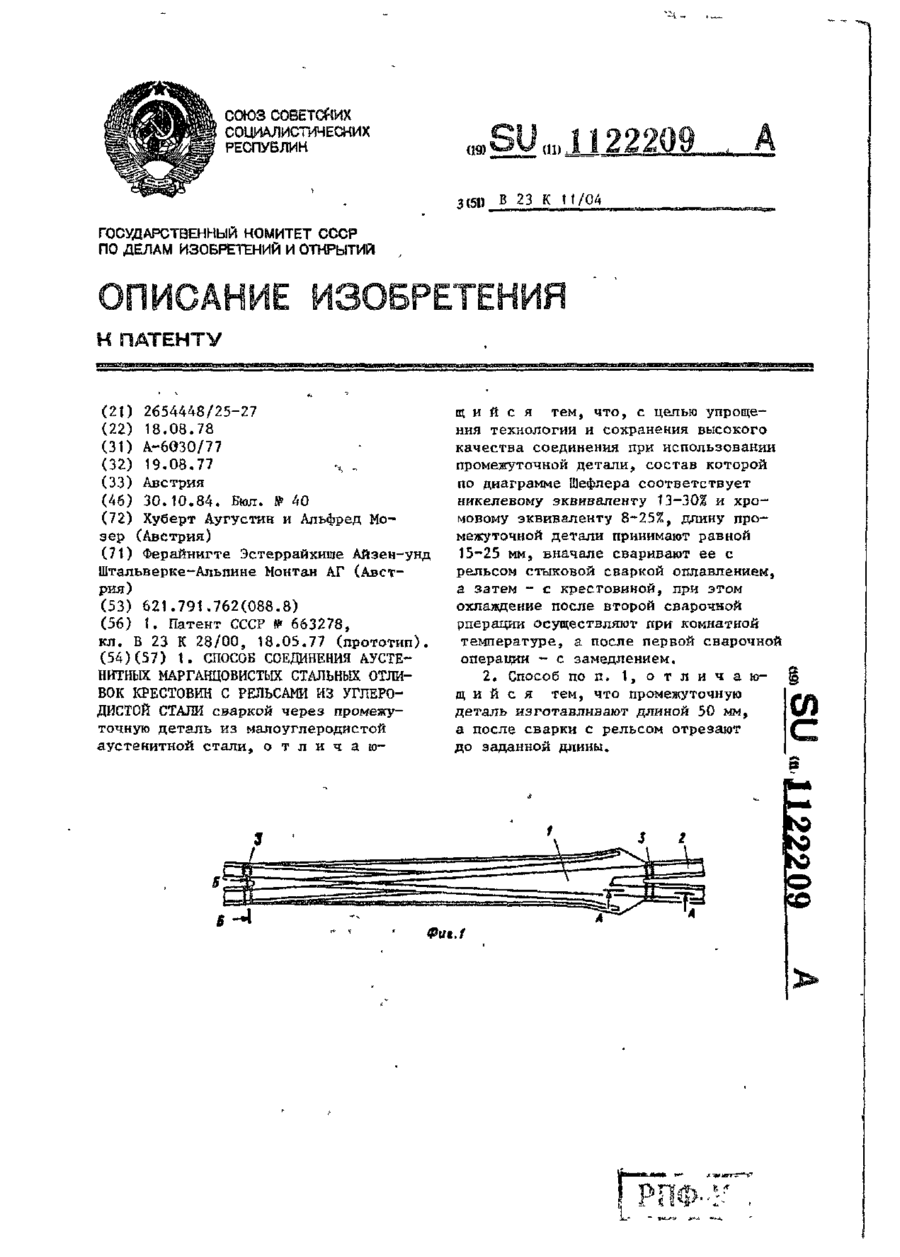
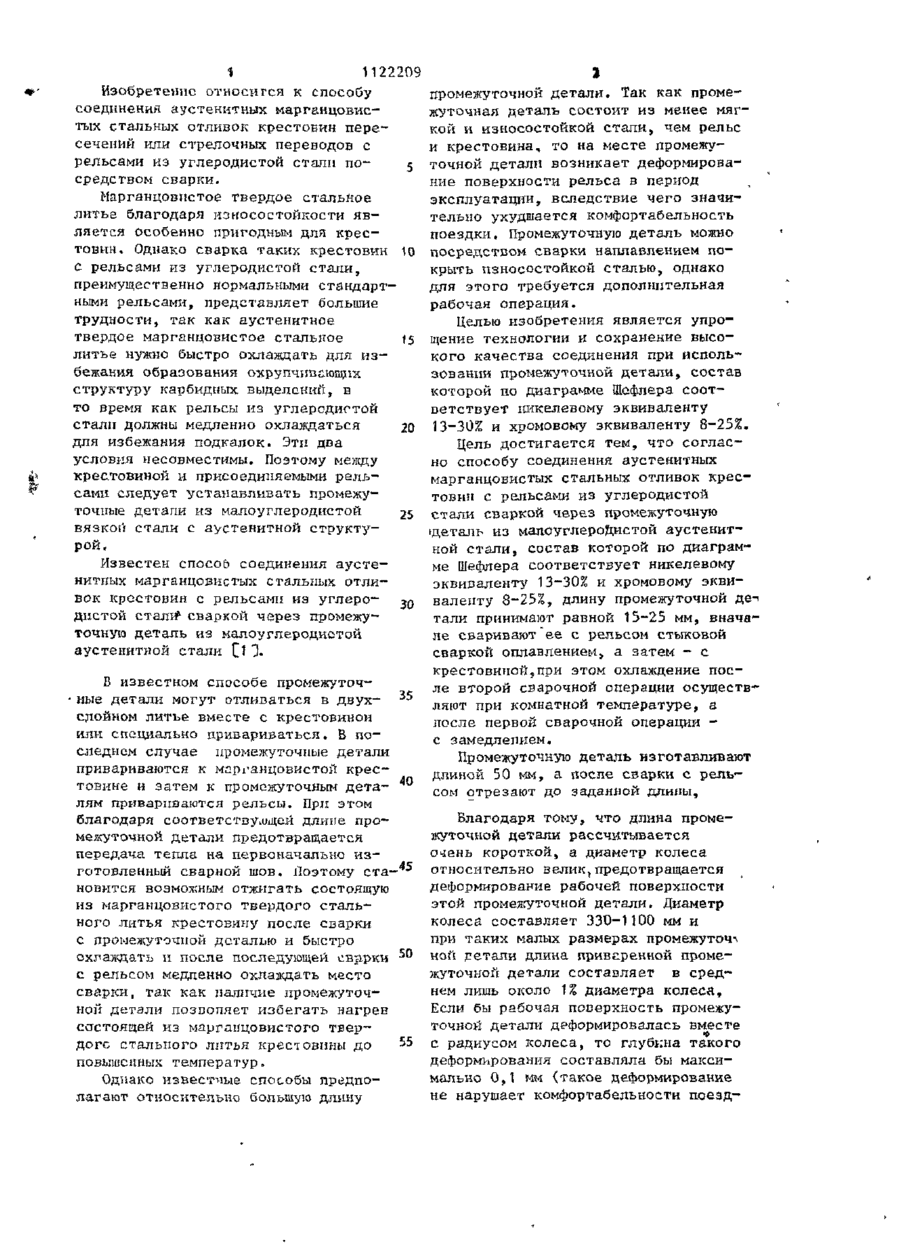
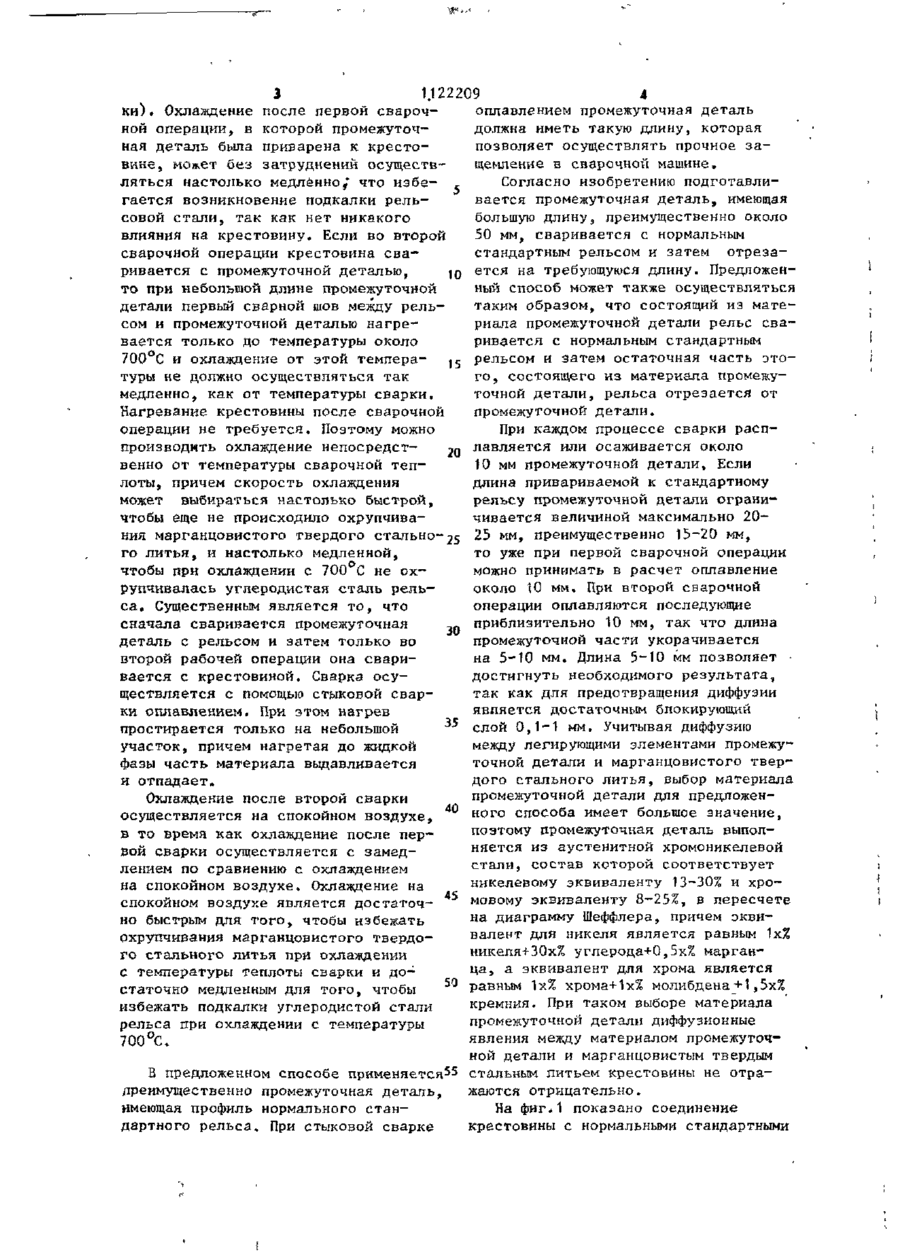
1. СПОСОБ СОЕДИНЕНИЯ АУСТЕНИТНЫХ МАРГАНЦОВИСТЫХ СТАЛЬНЫХ ОТЛИВОК КРЕСТОВИН С РЕЛЬСАМИ ИЗ УГЛЕРОДИСТОЙ СТАЛИ сваркой через промежуточную деталь из малоуглеродистой аустенитной стали, о т л и ч а ю щ и й с я тем, что, с целью упрощения технологии и сохранения высокого качества соединения при использовании промежуточной детали, состав которой по диаграмме Шефлера соответствует никелевому эквиваленту 13-30% и хромовому эквиваленту 8-25%, длину промежуточной детали принимают равной 15-25 мм, вначале сваривают ее с рельсом стыковой сваркой оплавлением, а затем - с крестовиной, при этом охлаждение после второй сварочной рперации осуществляют при комнаткой температуре, а после первой сварочной операции - с замедлением. 2. Способ по п. 1, о т л и ч а ю щ и й с я тем, что промежуточную деталь изготавливают длиной 50 мм, а после сварки с рельсом отрезают до заданной длины. *• а * *? 1 1122209 Изобретение относится к способу соединения аустенитных марганцовистых стальных отливок крестовин пересеченны или стрелочных переводов с рельсами из углеродистой стали по5 средством сварки. Марганцовистое твердое стальное литье благодаря износостойкости является особенно пригодным для крестовин. Однако сварка таких крестовин ю с рельсами из углеродистой стали, преимущественно нормальными стандартными рельсами, представляет большие трудности, так как аустенитное твердое марганцовистое стальное (5 литье нужно быстро охлаждать для избежания образования охрупчивЕнощпх структуру карбидных выделений, в то время как рельсы из углеродистой стали должны медленно охлаждаться 20 для избежания подкалок. Эти два условия несовместимы. Поэтому между крестовиной и присоединяемыми рельсамії следует устанавливать промежуточные детали из малоуглеродистой 25 вязкой стали с аустенитной структурой. Известен способ соединения аустенитных марганцовистых стальных отливок крестовин с рельсами из углеро- 30 диетой стали* сваркой через промежуточную деталь из малоуглеродистой аустенитной стали (J % В известном способе промежуточные детали могут отливаться в двух _ 35 слойном литье вместе с крестовиной или специально привариваться. В последнем случае промежуточные детали привариваются к марганцовистой крестовине и затем к промежуточным деталям привариваются рельсы. При этом благодаря соответствующей длине промежуточной детали предотвращается передача тепла на первоначально изготовленный сварной шов. Поэтому ста ловится возможным отжигать состоящую из марганцовистого твердого стального литья крестовину после сварки с промежуточной деталью и быстро охлаждать и после последующей, свирки 5 0 с рельсом медленно охлаждать место сварки, так как наличие промежуточной детали позволяет избегать нагрев состоящей из марганцовистого твердого стального литья крестовины до повышенных температур. Однако известью способы предполагают относительно большую длину промежуточной детали. Так как промежуточная деталь состоит из менее мягкой и износостойкой стали, чем рельс и крестовина, то на месте промежуточной детали возникает деформирование поверхности рельса в период эксплуатации, вследствие чего значительно ухудшается комфортабельность поездки. Промежуточную деталь можно посредством сварки наплавлением покрыть износостойкой сталью, однако для этого требуется дополнительная рабочая операция. Целью изобретения является упрощение технологии и сохранение высокого качества соединения при использовании промежуточной детали, состав которой по диаграмме Шсфлера соответствует никелевому эквиваленту 13-30% и хромовому эквиваленту 8-25%. Цель достигается тем, что согласно способу соединения аустенитных марганцовистых стальных отливок крестовин с рельсами из углеродистой стали сваркой через промежуточную «деталь из малоуглеродистой аустенитной стали, состав которой по диаграмме Шефлера соответствует никелевому эквиваленту 13-30% и хромовому эквиваленту 8-25%, длину промежуточной детали принимают равной 15-25 мм, вначале сваривают"ее с рельсом стыковой сваркой оплавлением, а затем - с крестовиной,при этом охлаждение после второй сварочной операции осуществляют при комнатной температуре, а после первой сварочной операции с замедлением. Промежуточную деталь изготавливают длиной 50 мм, а после сварки с рельсом отрезают до заданной длины, Благодаря тому, что длина промежуточной детали рассчитывается о^ень короткой, а диаметр колеса относительно велик,предотвращается деформирование рабочей поверхности этой промежуточной детали. Диаметрколеса составляет 330-1100 мм и при таких малых размерах промежуточ^ ной детали длина приваренной промежуточной детали составляет в среднем лишь около 1% диаметра колеса, Если бы рабочая поверхность промежуточной детали деформировалась вместе с радиусом колеса, то глубина такого деформирования составляла бы максимально 0,1 мм (такое деформирование не нарушает комфортабельности поезд 1122209 ки). Охлаждение после первой сварочоплавлением промежуточная деталь ной операции, в которой промежуточдолжна иметь такую длину, которая ная деталь была приварена к крестопозволяет осуществлять прочное завинеs может без затруднений осуществщемление в сварочной машине. ляться настолько медленно/ что избеСогласно изобретению подготавлигается возникновение подкалки рельвается промежуточная деталь, имеющая совой стали, так как нет никакого большую длину, преимущественно около влияния на крестовину. Если во второй 50 мм, сваривается с нормальным сварочной операции крестовина свастандартным рельсом и затем отрезаривается с промежуточной деталью, ется на требующуюся длину. Предложенто при небольшой длине промежуточной ный способ может также осуществляться детали первый сварной шов между рельтаким образом, что состоящий из матесом и промежуточной деталью нагрериала промежуточной детали рельс свавается только до температуры около ривается с нормальным стандартным 700°С и охлаждение от этой темперарельсом и затем остаточная часть этотуры не должно осуществляться так го, состоящего из материала промежумедленно, как от температуры сварки. точной детали, рельса отрезается от Нагревание крестовины после сварочной промежуточной детали. операции не требуется. Поэтому можно При каждом процессе сварки расппроизводить охлаждение непосредстлавляется или осаживается около венно от температуры сварочной теп10 мм промежуточной детали. Если лоты, причем скорость охлаждения длина привариваемой к стандартному может выбираться настолько быстрой, рельсу промежуточной детали ограничтобы еще не происходило охрупчивачивается величиной максимально 20ния марганцовистого твердого стально25 мм, преимущественно 15-20 мм, го литья, и настолько медленной, то уже при первой сварочной операции чтобы при охлаждении с 700 С не охможно принимать в расчет оплавление рупчивалась углеродистая сталь рельоколо 10 мм. При второй сварочной са. Существенным является то, что операции оплавляются последующие сначала сваривается промежуточная приблизительно 10 мм, так что длина деталь с рельсом и затем только во промежуточной части укорачивается второй рабочей операции она сварина 5-10 мм. Длина 5-10 мм позволяет вается с крестовиной. Сварка осудостигнуть необходимого результата, ществляется с помощью стыковой свартак как для предотвращения диффузии ки оплавлением. При этом нагрев является достаточным блокирующий простирается только на небольшой 35 слой 0,1-1 мм. Учитывая диффузию участок, причем нагретая до жидкой между легирующими элементами промежуфазы часть материала выдавливается точной детали и марганцовистого твери отпадает. дого стального литья, выбор материала промежуточной детали для предложенОхлаждение после второй сварки 40 ного способа имеет большое значение, осуществляется на спокойном воздухе, поэтому промежуточная деталь выполв то время как охлаждение после перняется из аустенитной хромоникелевой вой сварки осуществляется с замедстали, состав которой соответствует лением по сравнению с охлаждением никелевому эквиваленту 13-30% и хрона спокойном воздухе. Охлаждение на спокойном воздухе является достаточ- 45 мовому эквиваленту 8-25%, в пересчете на диаграмму Шеффлера, причем эквино быстрым для того, чтобы избежать валент для никеля является равным 1х% охрупчивания марганцовистого твердоникеля+30х%. углерода+0,5х% марганго стального литья при охлаждении ца, а эквивалент для хрома является с температуры теплоты сварки и до50 равным 1х% хрома+1х% молибдена+1,5х% статочно медленным для того, чтобы кремния. При таком выборе материала избежать подкалки углеродистой стали промежуточной детали диффузионные рельса при охлаждении с температуры явления между материалом промежуточ700°С. ной детали и марганцовистым твердым В предложенном способе применяется^ стальным литьем крестовины не отрапреимущественно промежуточная деталь, жаются отрицательно. имеющая профиль нормального станНа фиг.1 показано соединение дартного рельса. При стыковой сварке крестовины с нормальными стандартными 5 1122209 рельсами; * e фиг. 2- разрез А-А на f фиг.Т; на фиг.З - разрез Б-Б на Ьиг.1. Крестовина 1 выполнена из марганцовистого твердого стального литья. 5 К этой крестовине приварены нормальные стандартные рельсы 2 через промежуточные детали 3 с помощью стыковой сварки оплавлением. Подготавливаются промежуточные 10 детали длиной около 50 мм, достаточной для того, чтобы эти промежуточные детали зажать в машине для стыковой сварки оплавлением. Промежуточные детали имеют изображенный на фиг. 3 \$ профиль нормального стандартного рельса. Промежуточные детали длиной 50 мм свариваются обычным способом с нормальным стандартным рельсом 2 с помощью стыковой сварки оплавле нием, причем возникает сварной шов 4 (фиг.2), который охлаждается медленно, например, под теплоизолирующим защитным слоем. Затем промежуточные детали отрезаются та*с«*м образом, что их длина -от сварного шва 4 составляет 15 мм. После этого сразу же производится сварка с крестовиной 1 посредством стыковой сварки оплавлением , При сварке снова оплавляется часть промежуточной детали длиной около 10 мм, так что получается длина с . Длина сварных швов 4 и 5 сос* тавляет 5 мм. Использование предложенного способа позволяет лри меньших затратах и более простой технологии изготовле-4 ния обеспечить высокое качество сое-' динения крестовины с рельсами. 6-6 Редактор Т. Беселова Заказ 8004/45 Составитель Э. Ветрова Техред Л. Коцюбняк Корректор О. Луговая Тираж 1036 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий Т13035, Москва, Ж-35, Раушская наб., д, 4/5 Филиал ППП "Патент", г. Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23K 11/04
Мітки: рельсами, хрестовин, з'єднання, вуглецевої, відливок, сталі, аустенітних, марганцовистих, спосіб, сталевих
Код посилання
<a href="https://ua.patents.su/4-5991-sposib-zehdnannya-austenitnikh-margancovistikh-stalevikh-vidlivok-khrestovin-z-relsami-z-vuglecevo-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб з’єднання аустенітних марганцовистих сталевих відливок хрестовин з рельсами з вуглецевої сталі</a>
Спосіб з’єднання деталей стрілки
Номер патенту: 5128
Опубліковано: 28.12.1994
Автор: Йоханнєс Блумауер
МПК: E01B 11/00
Мітки: стрілки, спосіб, з'єднання, деталей
Формула / Реферат:
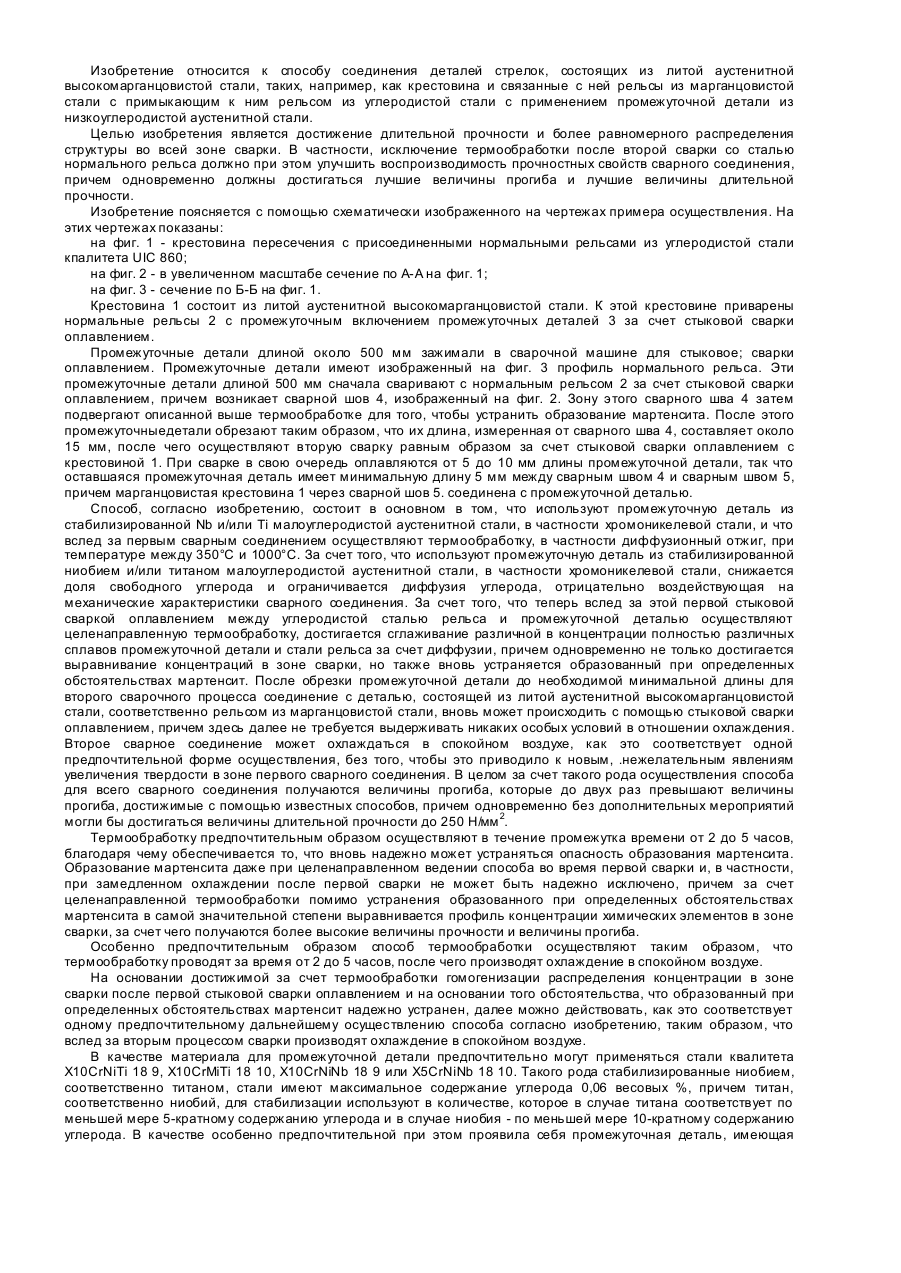
1. Способ соединения деталей стрелки, выполненных из литой аустенитной высокомарганцовистой стали, преимущественно крестовины и связанных с ней рельсов из марганцовистой стали с примыкающими к ним рельсами из углеродистой стали посредством промежуточных деталей из низкоуглеродистой аустенитной стали, состоящий в сварке промежуточных деталей с примыкающими рельсами, обрезке указанных деталей до длины менее 25 мм каждой и последующей сварке...
Спосіб поверхневого зміцнення сталевих деталей
Номер патенту: 3349
Опубліковано: 27.12.1994
Автори: Жуков Андрій Олександрович, Бондарюк Микола Миколайович, Малимон Валентина Ігорівна, Бондаренко Олександр Вікторович
МПК: C23C 8/08
Мітки: поверхневого, зміцнення, спосіб, сталевих, деталей
Формула / Реферат:
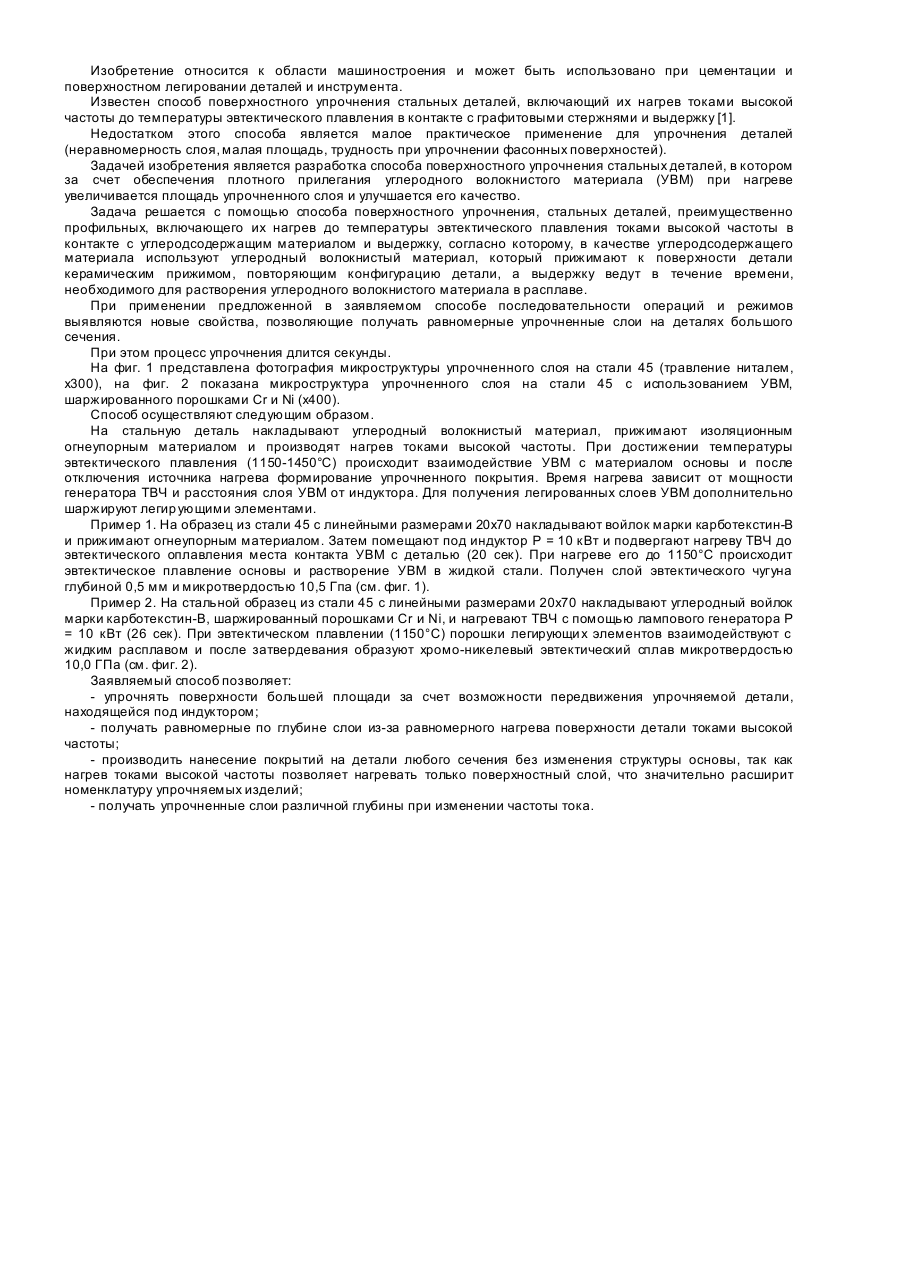
Способ поверхностного упрочнения стальных деталей, преимущественно профильных, включающий их нагрев до температуры эвтектического плавления токами высокой частоты в контакте с углеродсодержащим материалом и выдержку, отличающийся тем, что в качестве углеродсодержащего материала используют углеродный волокнистый материал, который прижимают к поверхности детали керамическим прижимом, повторяющим конфигурацию детали, а выдержку ведут в течение...
Спосіб зняття грата після контактного стикового зварювання
Номер патенту: 309
Опубліковано: 30.04.1993
Автори: Лазебний Іван Леонтійович, Кривенко Валерій Георгійович, Кучук-Яценко Сергій Іванович, Богорський Михайло Володимирович
МПК: B23K 11/04
Мітки: спосіб, контактного, стикового, зняття, зварювання, грата
Формула / Реферат:
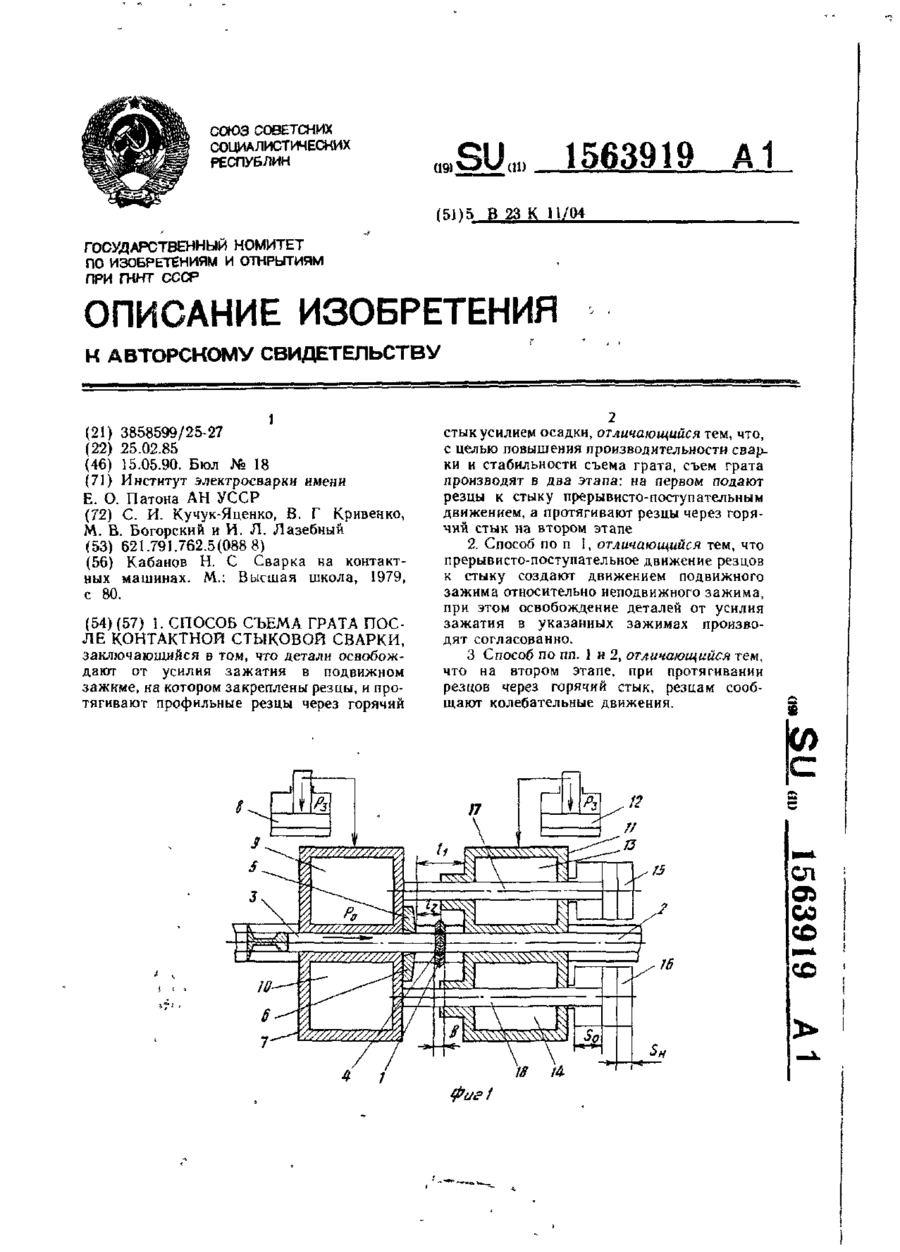
(57) 1. СПОСОБ СЪЕМА ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ, заключающийся в том, что детали освобождают от усилия зажатия в подвижном зажиме, на котором закреплены резцы, и протягивают профильные резцы через горячий стык усилием осадки, отличающийся тем, что, с целью повышения производительности сварки и стабильности съема грата, съем грата производят в два этапа: на первом подают резцы к стыку прерывисто-поступательным движением, а...
Спосіб виготовлення труб з аустенітних сталей
Номер патенту: 5385
Опубліковано: 28.12.1994
Автори: Рабінович Олександр Вольфович, Друян Володимир Михайлович, Рищенко Юрій Олександрович, Перчаник Віктор Вольфович, Лезінська Олена Яківна, Ковальова Лариса Григорівна, Буряк Тетяна Миколаївна, Козловський Альфред Іванович
МПК: B21B 23/00
Мітки: сталей, труб, виготовлення, аустенітних, спосіб
Формула / Реферат:
Способ изготовления труб из аустенитных сталей, включающий многопроходную горячую деформацию слитков в трубную заготовку, отличающийся тем, что материал деформируемых слитков выбирают, исходя из содержания в нем нитридных включений не более 4 баллов, а горячую деформацию осуществляют последовательно в 3 прохода путем прошивки слитка на прессе, прокатки на элонгаторе и пилигриммовом стане, при этом коэффициент вытяжки при прошивке в 3-5 раз...
Спосіб зрізування грату у гарячому стані на машині для контактного стикового зварювання
Номер патенту: 2477
Опубліковано: 26.12.1994
Автори: Думчев Євген Олександрович, Бондарук Андрій Всеволодович, Кучук-Яценко Сергій Іванович, Дідковський Олександр Володимирович, Богорський Михайло Володимирович, Бєляєв Данило Іванович, Череднічок Віталій Тимофійович
МПК: B23K 11/04, B23K 11/00
Мітки: зрізування, стикового, машини, грату, контактного, гарячому, спосіб, зварювання, стані
Формула / Реферат:
Способ срезки грата в горячем состоянии на машине для контактной стыковой сварки, при котором непосредственно после окончании сварки между стыком и одним из зажимов сварочной машины вводят режущий инструмент, и срезку грата осуществляют путем относительного перемещения изделия и режущего инструмента, отличающийся тем, что срезку грата осуществляют с двух сторон в два этапа поочередно, причем на втором этапе плоскостью реза пересекают участок...
Попередній патент: Вертикальний реактор для отримання метанола
Наступний патент: З’єднуючий пристрій для труб
Випадковий патент: Розпилювач тонкодисперсний