Спосіб круглого врізного шліфування деталей
Номер патенту: 50182
Опубліковано: 15.10.2002
Автори: Євтухов Віталій Геннадійович, Сизий Юрій Анатолійович, Євтухов Артем Віталійович

Формула / Реферат
1. Спосіб круглого врізного шліфування деталей, при якому шліфувальному кругу та деталі задають обертання, здійснюють врізання та забезпечують безперервний контакт круга з деталлю і зміну швидкості обертання деталі, який відрізняється тим, що в момент створення безперервного контакту шліфувального круга з деталлю частоту обертання деталі одноразово зменшують у 2,5-3 рази.
2. Спосіб по п. 1, який відрізняється тим, що момент створення безперервного контакту шліфувального круга з деталлю визначають з умови:
![]()
де
i - порядковий номер обертів деталі, починаючи з першого дотику
до неї кругом;
n - номер оберту деталі, при якому створюється безперервний
контакт шліфувального круга з деталлю;
j - жорсткість технологічної системи в радіальному напрямку до
деталі, Н/м;
c - коефіцієнт різання, Н/м;
![]() - розмір похибки форми деталі, що виправляється, мкм;
- розмір похибки форми деталі, що виправляється, мкм;
So - розмір врізної подачі круга, мкм/об.
Текст
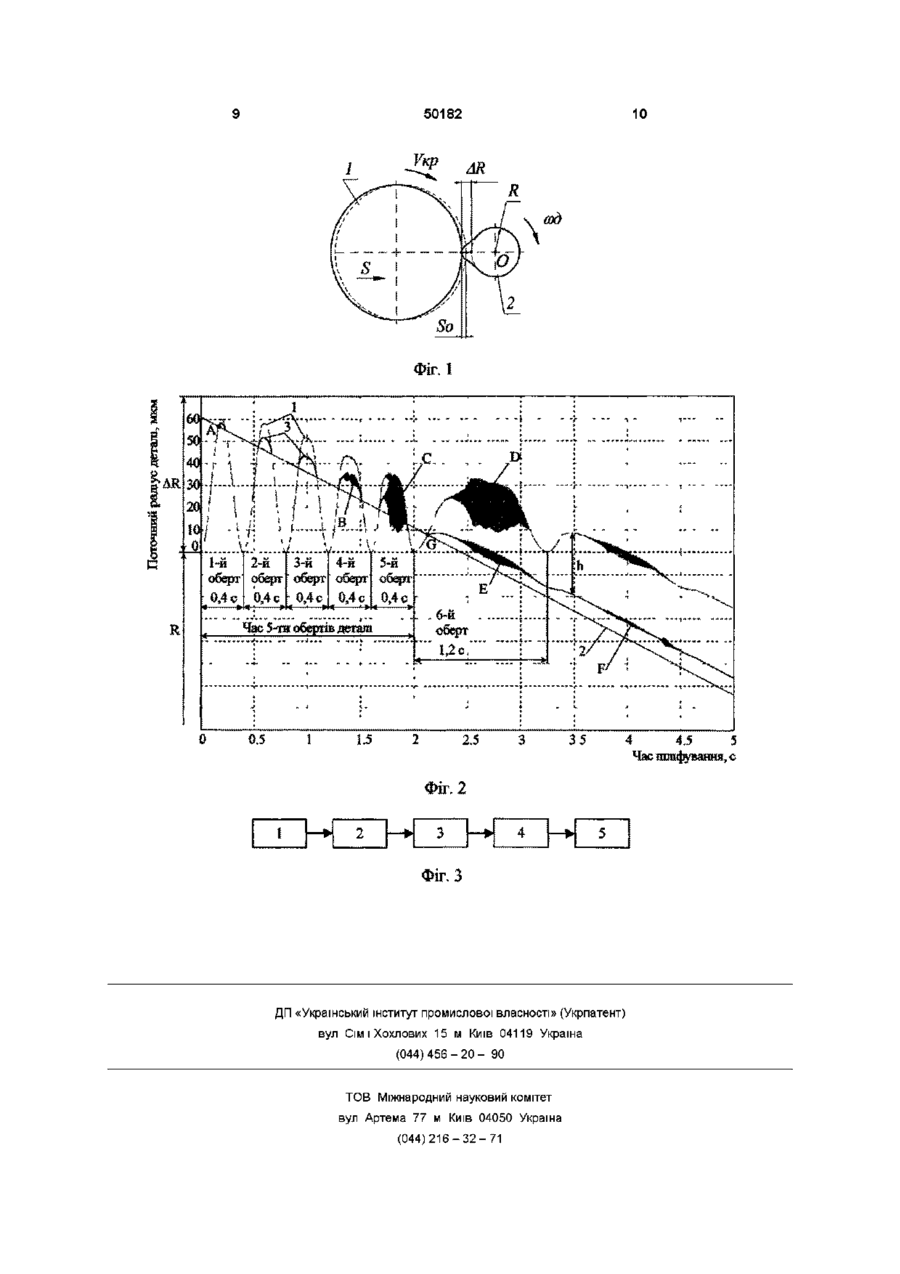
1 Спосіб круглого врізного шліфування деталей, при якому шліфувальному кругу та деталі задають обертання, здійснюють врізання та забезпечують безперервний контакт круга з деталлю і зміну швидкості обертання деталі, який відрізняється тим, що в момент створення безперервного контакту шліфувального круга з деталлю частоту обертання деталі одноразово зменшують у 2,5-3 рази 2 Спосіб по п 1, який відрізняється тим, що момент створення безперервного контакту шліфувального круга з деталлю визначають з умови Винахід відноситься до обробки матеріалів шліфуванням і може бути використаний для фінішної обробки поверхонь деталей машин Відомий спосіб круглого врізного шліфування деталей, при якому на етапі обробки з підтримкою незмінності радіальної сили швидкість обертання деталі встановлюють обернено пропорційно початковому припуску на обробку (див авт свід СРСР, №481402, М кл В 24 В 1/00, В 24 В 51/00, 1975р) Недоліком цього способу є неможливість усунення хвилястості, яка утворюється на поверхні деталі за рахунок виникнення власних коливань деталі на початковій фазі врізного шліфування при переривчастому контакті круга з деталлю Переривчастий контакт круга з деталлю утворюється при виправленні похибок форми заготівок у вигляді радіального биття У цьому разі контакт круга з деталлю здійснюється періодично з швидким зростанням сили різання, що створює поштовх Останнє призводить до виникнення власних коливань деталі та круга на шпинделі у радіальному напрямку до деталі Власні коливання у радіальному напрямку ви Де і - порядковий номер обертів деталі, починаючи з першого дотику до неї кругом, п - номер оберту деталі, при якому створюється безперервний контакт шліфувального круга з деталлю, j - жорсткість технологічної системи в радіальному напрямку до деталі, Н/м, с - коефіцієнт різання, Н/м, AR - розмір похибки форми деталі, що виправляється, мкм, So - розмір врізної подачі круга, мкм/об кликають відносне зміщення круга та деталі, в наслідок чого і виникають хвилі на поверхні деталі Частота хвиль дорівнює частоті власних коливань, яка є досить високою у зв'язку зі звичайно високою жорсткістю з'єднання деталі з верстатом у радіальному напрямку ВІДПОВІДНО ВІДОМОГО способу швидкість обертання деталі повинна змінюватися обернено пропорційно припуску на обробку Таким чином при шліфуванні виступу хвилі частота обертання повинна зменшуватися, а при шліфуванні впадини зростати Однак, практично створити це неможливо завдяки високій частоті зміни швидкості обертання деталі, яка повинна дорівнювати частоті хвиль на її поверхні, і достатньо великій шерційності приводу обертання деталі Відомий також спосіб круглого врізного шліфування деталей, при якому кругу та деталі задають обертання, здійснюють врізання на повну глибину шліфування і зміну частоти обертання деталі при забезпеченні безперервного контакту круга з деталлю, деталі після врізання на повну глибину шліфування додатково задають коливальні рухи по лінії, що з'єднує центри круга та деталі в діаме 00 о ю 50182 тральному перерізі, із частотою, встановленою ВІДПОВІДНО до залежності, депио ш= І І. та амплітудою, обраної з умови =20-100, і безупинно вимірюють поточну глибину шліфування, а обробку роблять з перемінною швидкістю обертання деталі, що змінюється ВІДПОВІДНО до залежності V дет дет.о' t ±У х m - об'ємна концентрація зерен, %, х - зернистість круга, м, VKp - швидкість круга, м/с, t - глибина шліфування, м, Ннакс - максимальна товщина зрізу, 1 _ дєт R RfleT -радіус деталі, м, RkP - радіус круга, м, RM8KC - максимальна висота мікронерівностей обробленої поверхні, м, ti - мінімальне значення глибини шліфування, R - поточне значення глибини шліфування, V =Vo - швидкість руху деталі по лінії, що з'єднує центри круга та деталі в діаметральній площині, м/с, (див авт свід СРСР №1484607, М кл В 24 В 1/00,1989р ) Зазначений спосіб є найбільш близьким до заявляемого винаходу по технічній сутності й ефекту, що досягається, і прийнятий за прототип Однак, як і в попередньому винаході, при здійсненні даного способу з характерними для нього сполученнями рухів, також не забезпечується усунення хвилястості на поверхні деталі, що виникає завдяки збудженню власних коливань деталі та круга виникаючих на початковій фазі шліфування при переривчастому контакті При шліфуванні хвилястої поверхні, ВІДПОВІДНО зазначеному способу, повинна забезпечуватися постійна величина, що являє собою множення частоти обертання деталі на глибину шліфування Таким чином, як і в попередньому винаході, частота зміни швидкості обертання деталі повинна дорівнювати частоті хвиль, створених завдяки власним коливанням деталі та круга Маючи на увазі шерційність приведу обертання деталі, зміну швидкості и обертання практично неможливо виконати з частотою хвиль на поверхні деталі і таким чином усунути їх В основу винаходу поставлено задачу удосконалення способу круглого врізного шліфування деталей шляхом однократного зменшення частота обертання деталі при утворенні безперервного контакту між кругом та деталлю, що приведе до усунення резонансних коливань деталі і зниженню вібрацій усієї технологічної системи, у результаті чого відбудеться усунення утворених додаткових похибок форми у вигляді хвилястості Поставлена задача вирішується тим, що у відомому способі круглого врізного шліфування деталі, при якому кругу та деталі задають обертання, здійснюють врізання та забезпечують безперервний контакт круга з деталлю і зміну швидкості обертання деталі, ВІДПОВІДНО до винаходу в момент створення безперервного контакту шліфувального кругу з деталлю частоту обертання деталі одноразово зменшують в 2,5-3 рази При цьому, момент створення безперервного контакту шліфувального кругу з деталлю визначають виходячи з умови So І — і - порядковий номер обертів деталі, починаючи з першого дотику до неї кругом, п - номер оберту деталі, при якому створюється безперервний контакт шліфувального круга з деталлю, j - жорсткість технологічної системи в радіальному напрямку до деталі, Н/м, с - коефіцієнт різання, Н/м, AR - розмір похибки форми деталі, що виправляється, мкм, So - розмір врізної подачі круга, мкм/об Використання способу, що заявляється, у сукупності з всіма істотними ознаками, включаючи ВІДМІННІ, дозволяє в період утворення безперервного контакту шліфувального круга з деталлю усунути виникнення резонансних коливань у динамічній системі верстата Останні виникають у наслідок переривчатого контакту круга з деталлю й ударів між ними в місцях з похибками форми, що виправляються Зародження і розвиток вібрацій при шліфуванні деталі відбувається з моменту першого дотику шліфувального круга до виступу похибки форми, що виправляється, на першому оберті деталі Цей дотик спочатку відбувається переривчате, з ударами круга об радіальні виступи похибок форми деталі, що виправляються, і це приводить до збудження власних коливань деталі Спочатку, на першому оберті деталі, ці коливання малі, але й вони приводять до коливань глибини шліфування, а значить зміни сил різання й ВІДТИСКІВ у зоні контакту круга з деталлю й утворенню, внаслідок цьому, хвиль на поверхні деталі При зустрічі круга на наступному оберті деталі з вже утвореною раніше хвилястою поверхнею сила різання змінюється з частотою хвиль, тобто з частотою власних коливань деталі Таким чином, відбувається збіг частоти зовнішнього впливу силою різання на деталь із частотою м власних коливань, тобто має 50182 місце резонанс Тому амплітуда коливань із кожним обертом деталі зростає, погіршуючи якість обробленої поверхні Відбувається шліфування «по сліду» утвореному на попередньому оберті При цьому амплітуда хвилястості може досягати і навіть перевищувати значення початкової похибки форми, що усувається Тому, щоб усунути створену на деталі при переривчатому контакті хвилястість, потрібно при переході до безперервного контакту круга з деталлю однократно зменшити частоту обертання деталі в 2,5 - 3 рази, що приведе до зменшення в таку ж КІЛЬКІСТЬ разів частота зміни сили різання при шліфуванні створених хвиль, а частота власних коливань деталі залишиться незмінною, тому що вона обумовлена жорсткістю з'єднання деталі з верстатом та її масою Таким чином, резонанс виключається, і процес шліфування усуває хвилястість, що утворилася на перших обертах При цьому, переривчатий контакт круга з деталлю переходить у безперервний і власні коливання деталі не збуджуються, що виключає появу додаткових похибок обробки Момент створення безперервного контакту круга з оброблюваною поверхнею можна встановити використовуючи умову я її -М-ї Зазначена умова дозволяє заздалегідь (до обробки) з урахуванням жорсткості технологічної системи j , розміру похибки форми ,що виправляється - AR, значення поперечної врізної подачі круга So та коефіцієнта різання с (коефіцієнта пропорційності між радіальною складовою сили різання і глибиною шліфування) визначити необхідне значення обертів деталі п і задати його в керуючій програмі верстата з ЧПУ, що дозволяє реалізувати запропонований спосіб круглого врізного шліфування деталей Граничні значення однократного зменшення частоти обертання деталі визначені теоретично моделюванням на ЕОМ динамічної системи врізного шліфування Для усунення збігу частоти зовнішнього впливу силою різання на динамічну систему верстата із частотою власних коливань деталі, тобто резонансу, необхідно зробити істотну зміну частоти зовнішнього впливу силою різання, що досягається зменшенням частоти обертання деталі не менш як у 2,5 рази Тільки у цьому разі досягається ефективне усунення створеної хвилястості Вона усувається за два-три послідуючих оберти деталі При меншій ЗМІНІ частоти обертання хвилястість усувається довше При зменшенні частоти більш ніж у 3 рази швидкість усунення хвилястості не зростає Подача на оберт при зменшеній частоті обертання деталі і незмінній швидкості подачі круга на деталь, зростає Некруглість деталі, що створюється процесом врізного шліфування дорівнює подачі на оберт Тому зі зростанням цієї подачі зростає некруглість деталі і для її усунення треба зменшити швидкість подачі круга на деталь, що приведе до зменшення продуктивності процесу шліфування Таким чином, не слід зменшувати частоту обертання деталі більш ніж в три рази Здійснення способу, що заявляється, дозволить усунути утворення хвилястості на оброблюваній поверхні деталі і розширить технологічні можливості його застосування Сутність винаходу пояснюється кресленням, де на фіг 1 надана схема круглого врізного шліфування деталі, на фіг 2 - сигнали моделювання процесу врізного шліфування на ЕОМ, а на фіг 3 функціональна схема, що ілюструє запропонований спосіб На фіг 1 зображені шліфувальний круг 1 і оброблювана деталь 2, що обертається навкруги ВІСІ О і має у поперечному перетині форму кола з радіусом R і похибкою форми (радіальним биттям), що виправляється, у вигляді виступу з максимальним збільшенням радіусу - AR Круг обертається зі швидкістю V Kp , а деталь обертається з частотою ю о Крім цього круг пересувається у радіальному напрямку до деталі із швидкістю S, So - подача круга на оберт деталі На фіг 2 показані сигнали моделі процесу врізного шліфування, котрі демонструють зародження хвилястості на поверхні деталі та її усунення Тут, по ВІСІ ординат вказаний радіус оброблюваної деталі R з похибкою форми AR - радіальне биття У наведеному кресленні початкове радіальне биття деталі дорівнює бОмкм По ВІСІ абсцис вказується час обробки t, с На початку процесу шліфування час одного оберту деталі дорівнює 0,4с, що відповідає частоті обертання юо=150об/хв Така швидкість обертання залишається на протязі п'яти обертів, тобто t=2 с Розгортка поверхні деталі описана ЛІНІЯМИ 1 і З ЛІНІЯ 1 - розгортка поверхні деталі з якою вона підходить до шліфувального кругу на відповідному оберті, а ЛІНІЯ 3 - це розгортка поверхні деталі після шліфування на відповідному оберті Різниця між цими ЛІНІЯМИ по висоті вказує на глибину шліфування h Пряма ЛІНІЯ 2 - це траєкторія переміщення круга на шліфувальній бабці у радіальному напрямку до деталі механізмом подачі без урахування пружних деформацій При цьому переміщення виконується з постійною швидкістю S=25MKM/C (ДЛЯ наведеного прикладу) Подача на оберт SO=10MKM/O6 Перший дотик круга з деталлю має місце в крапці А Якби пружна система верстата була би абсолютно жорсткою, то зняття металу з виступу на поверхні деталі пройшло би точно по лінії 2 Але, завдяки пружним деформаціям усіх вузлів верстату, що враховано в його моделі, зняття металу пройшло по лінії 3 Так само має місце і на подальших обертах деталі Спостереження за поверхнею деталі на кожному з обертів виявляє, що гладка поверхня деталі після першого оберту вкривається хвилями Амплітуда цих хвиль зростає На третьому оберті хвилі вже досить ПОМІТНІ, а на п'ятому - хвилястість між впадинами і виступами становить приблизно 20 мкм Те, що, наприклад, ділянка позначена літерою В, становить собою хвилясту поверхню, встановлено при багаторазовому збільшенні ділянки, що дозволяє пакет прикладних програм "Vis 50182 Sim" у якому було виконано моделювання на ЕОМ При цьому частота хвилястості дорівнює частоті власних коливань деталі Зростання амплітуди хвилястості безумовно пояснюється збігом частоти власних коливань деталі з частотою зміни сили різання, коли шліфується хвиляста поверхня деталі Після п'ятого оберту, в момент утворення безперервного контакту шліфувального кругу з деталлю, визначаемого з умови, U+c, і - порядковий номер обертів деталі, починаючи з першого дотику до неї кругом, п - номер оберту деталі, при якому створюється безперервний контакт шліфувального круга з деталлю, j - жорсткість технологічної системи в радіальному напрямку до деталі, Н/м, с - коефіцієнт різання, Н/м, AR - розмір похибки форми деталі, що виправляється, мкм, So - розмір врізної подачі круга, мкм/об, тобто на шостому оберті деталі, частоту и обертання зменшують у три рази до значення юо=50об/хв і шостий оберт продовжується 1,2с Поверхня деталі після п'ятого оберту показана на ДІЛЯНЦІ позначеній літерою С Ця ж поверхня позначена літерою Д як поверхня, що приходить на шостий оберт Після шліфування на шостому оберті поверхня деталі має хвилястість значно меншу - вона позначена літерою Е Після сьомого оберту амплітуда хвилястості зменшується ще більше ділянка F Таким чином, після п'ятого оберту хвилястість висотою хвиль в 20 мкм після сьомого оберту зменшилась приблизно до 2мкм Процес шліфування усуває хвилястість, так як частота хвиль, що шліфуються, не збігається з частотою власних коливань деталі Зменшення частоти обертання деталі повинно виконуватися в момент утворення безперервного контакту, так як при цьому будуть відсутні поштовхи при зустрічі круга з деталлю у наслідок розриву контакту, що приводить до виникнення власних коливань деталі На фіг 2 можна побачити, що на шостому оберті контакт круга з деталлю здійснюється в крапці G і після цього контакт не порушується, шліфування йде з якоюсь глибиною h На фіг 3 подана блок-схема для реалізації запропонованого способу Круглошліфувальний верстат споряджений датчиком активного контролю торкання кругу з деталлю 1, перетворювачами інформації 2 та 4, релем часу 3 і блоком 5 керування привода обертання деталі Шліфування виконується в слідуєчому порядку Шліфувальний круг пересувається у радіаль 8 ному напрямку до деталі і момент їх першого дотику встановлюється датчиком торкання 1, сигнал з якого поступає на перетворювач інформації 2 і запускає реле часу 3, що настроюється на певний час визначений множенням числа обертів п, з якого починається безперервний контакт кругу з деталлю, на час одного оберту Після проходження часу настройки реле часу 3 через перетворювач інформації 4 подає сигнал на блок керування приводу обертання деталі 5 для зменшення частоти обертання деталі Приклад здійснення способу Моделювання процесу шліфування виконувалося ВІДПОВІДНО динамічних характеристик круглошліфувального верстата з ЧПУ моделі ЗМ151Ф2, Сила шліфування розраховувалась для шийки вала діаметром D=65MM, шириною В=30мм із сталі 45, при ARmax-бОмкм, SO=10MKM/O6 І початковій частоті обертання деталі юо=150об/хв Для цих умов с=2,6х107Н/м, J=3,17X10 7 H/M ТОДІ умова створення безперервного контакту круга з деталлю п So 5 Y J+CJ виконується саме при я=6, оскільки для 6R=6, п So 5 і' 5,187, 6,183 Результати розрахунку моменту початку безперервного контакту і встановлення його моделюванням збігаються Таким чином, починаючи із шостого оберту деталі, коли переривчатий контакт круга з деталлю переходить у безперервний, частоту обертання деталі однократно зменшуємо в 3 рази - до юо=50об/хв і резонансні коливання деталі не збуджуються, що і виключає появу хвилястості, а значить додаткових похибок форми У підсумку, зменшення частоти обертання деталі в момент утворення безперервного контакту круга з деталлю поліпшує якість оброблюваних поверхонь, підвищується точність обробки у поперечному перетині деталі Запропонований спосіб круглого врізного шліфування деталей просто реалізувати на круглошліфувальних верстатах з автоматичним циклом врізного шліфування і з регульованим приводом частоти обертання деталі Таким чином, застосування даного способу круглого врізного шліфування деталей дозволяє усунути резонансні коливання деталі й створену хвилястість на и поверхні, підвищити точність обробки деталей у їх поперечному перерізі 50182 10 AR ФІГ. I 4 4.5 5 Час шліфування, с Фіг. 2 ї 2 3 4 5 Фіг. З ДП «Український інститут промислової власності» (Укрпатент) вул СІМІХОХЛОВИХ 15 м Київ 04119 Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ Міжнародний науковий комітет вул Артема 77 м Київ 04050 Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of cylindrical infeed grinding of details
Автори англійськоюSyzyi Yurii Anatoliiovych, Yevtukhov Artem Vitaliiovych, Yevtukhov Vitalii Hennadiiovych
Назва патенту російськоюСпособ круглого врезного шлифования деталей
Автори російськоюСизый Юрий Анатольевич, Евтухов Артем Витальевич, Евтухов Виталий Геннадиевич
МПК / Мітки
МПК: B24B 1/00
Мітки: врізного, круглого, шліфування, спосіб, деталей
Код посилання
<a href="https://ua.patents.su/5-50182-sposib-kruglogo-vriznogo-shlifuvannya-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб круглого врізного шліфування деталей</a>
Спосіб шліфування торців циліндричних деталей
Номер патенту: 40016
Опубліковано: 16.07.2001
Автор: Кальченко Володимир Віталійович
Мітки: шліфування, торців, спосіб, деталей, циліндричних
Формула / Реферат:
1. Спосіб шліфування торців циліндричних деталей двома орієнтованими обертовими кругами прямого профілю, складеними з суміжних кільцевих ділянок, заправлених по торцях, відповідно до якого деталі надають кругової подачі в зону різання навколо осі, перпендикулярної до шліфованих поверхонь, який відрізняється тим, що кільцеві ділянки, які прилягають до зовнішніх діаметрів кругів, мають керамічну в'язку і торцями одночасно виконують чорнове...
Спосіб шліфування некруглих деталей
Номер патенту: 37950
Опубліковано: 15.05.2001
Автори: Доброскок Володимир Ленінмирович, Уварова Юлія Леонідівна, Гаращенко Ярослав Миколайович, Мамаліс Атанас, Грабченко Анатолій Іванович
МПК: B24B 1/00, B24B 17/00
Мітки: спосіб, деталей, некруглих, шліфування
Текст:
...заготівки і її закріплення. Після цього проводиться наступний цикл обробки. Приклад. Робилося шліфування багатогранних ріжучих пластин із твердого сплаву Т15К6 по задній поверхні на універсально-заточувальному верстаті мод. ЗД642Е, модернізованому для здійснення запропонованого способу шліфування. При шліфуванні використовувався ча шковий алмазний круг діаметром 150 мм, із шириною алмазного шару 10 мм. Характеристика круга: марка алмазів -...
Спосіб шліфування циліндричних і торцевих поверхонь

Номер патенту: 40015
Опубліковано: 16.07.2001
Автори: Кальченко Віталій Іванович, Кальченко Володимир Віталійович
Мітки: циліндричних, шліфування, поверхонь, спосіб, торцевих
Формула / Реферат:
1. Спосіб шліфування циліндричних і торцевих поверхонь обертовим кругом прямого профілю, складеним з суміжних кільцевих ділянок, відповідно до якого шліфувальний круг вводять в контакт з оброблюваною деталлю, переміщують вздовж осі її обертання і перпендикулярно до неї, який відрізняється тим, що шліфування циліндричних поверхонь здійснюють периферією круга, а його торцем шліфують торці групи деталей, які переміщують відносно круга в площині,...
Пристрій для шліфування дроту
Номер патенту: 43088
Опубліковано: 15.11.2001
Автори: Габітов Валерій Рашитович, Тютенко Вячеслав Степанович, Матюха Петро Григорович, Варюхін Віктор Миколайович, Булахов Олексій Вячеславович
МПК: B24B 5/00
Мітки: дроту, пристрій, шліфування
Формула / Реферат:
Пристрій для шліфування дроту при поздовжньому його переміщенні між шліфувальними кругами, що включає механізм обертання кругів навколо дроту, механізм обертання кругів навколо своєї осі та механізм зміщення осі кругів відносно дроту, який відрізняється тим, що механізм обертання кругів навколо дроту виконано у вигляді Z - подібної втулки, встановленої в підшипниках стояка, на торцевих поверхнях якої закріплені опозитно з можливістю повороту...
Пристрій для подачі змащувально-охолоджувальної рідини під час шліфування довгомірних заготовок
Номер патенту: 46497
Опубліковано: 15.05.2002
Автори: Степанов Михайло Сергійович, Шевченко Євген Олексійович, Онищенко Анатолій Миколайович
МПК: B24B 55/00
Мітки: змащувально-охолоджувальної, пристрій, довгомірних, рідини, заготовок, подачі, шліфування
Формула / Реферат:
Пристрій для подачі змащувально-охолоджувальної рідини (ЗОР) під час шліфування довгомірних заготовок, що містить підтримуючий елемент у вигляді втулки з криволінійною поверхнею з радіусом, який приблизно дорівнює радіусу заготовки, що шліфується, і трубопровід підведення ЗОР, який відрізняється тим, що на внутрішній поверхні підтримуючого елемента, який має отвір для шліфувального круга, виконані гвинтові канавки з числом нарізних заходів,...
Попередній патент: Лігатурна голка
Наступний патент: Універсальний пристрій для вимірювання біоелектричних параметрів
Випадковий патент: Компресорний агрегат