Спосіб виготовлення охолоджувача вологомасловіддільника пневматичноі гальмівноі системи дорожнього транспортного засобу
Номер патенту: 46649
Опубліковано: 15.05.2002
Автори: Живило Володимир Сергійович, Дольберг Володимир Ісакович
Формула / Реферат
1. Спосіб виготовлення охолоджувача вологомасловіддільника пневматичної гальмівної системи дорожнього транспортного засобу, який полягає у накручуванні по спіральній лінії труби охолоджувача навколо двох циліндричних формозадавальних елементів, розташованих на обертовій платформі установки для згинання труби охолоджувача з наступною калібровкою форми витків труби і її кінців, який відрізняється тим, що накручування труби виконується на з'ємній обертовій платформі установки для згинання труби охолоджувача, на якій вона перебуває і під час її калібровки, котра виконується в калібруючому пристосуванні шляхом стискання витків труби зверху і знизу двома плитами цього пристосування з розташованими на них навпроти кінців труби профільними виступами-опорами, які під час зближення плит підгинають дані кінці труби навколо відповідних профільних виступів-опор розташованих на з'ємній обертовій платформі установки для згинання труби охолоджувача, або безпосередньо навколо відповідного циліндричного формозадавального елемента даної установки до отримання кінцями труби охолоджувача заданої форми, при цьому взаємне розташування плит пристосування для калібровки з розташованими на них виступами-опорами для підгинання кінців труби і з'ємної платформи з накрученою на її циліндричні формозадавальні елементи трубою охолоджувача, та розташованими на ній виступами-опорами для підгинання кінців труби забезпечується за рахунок направляючих стержнів, розташованих на нижній плиті, а величина переміщення плит при їх зближенні в процесі стискання витків труби для їх калібровки забезпечується виступами-обмежувачами, розташованими на з'ємній платформі.
2. Спосіб виготовлення охолоджувача вологомасловіддільника пневматичної гальмівної системи дорожнього транспортного засобу за п. 1, який відрізняється тим, що в разі виконання підгинів кінців труби в межах контуру витка труби, - в циліндричному формозадавальному елементі навколо якого знаходяться кінці труби, виконуються пази навпроти даних кінців труби шириною рівною зовнішньому діаметру труби і глибиною рівною величині підгинання відповідного кінця труби, в яких і розташовуються кінці труби під час їх підгинання на пристосуванні для калібровки труби.
Текст
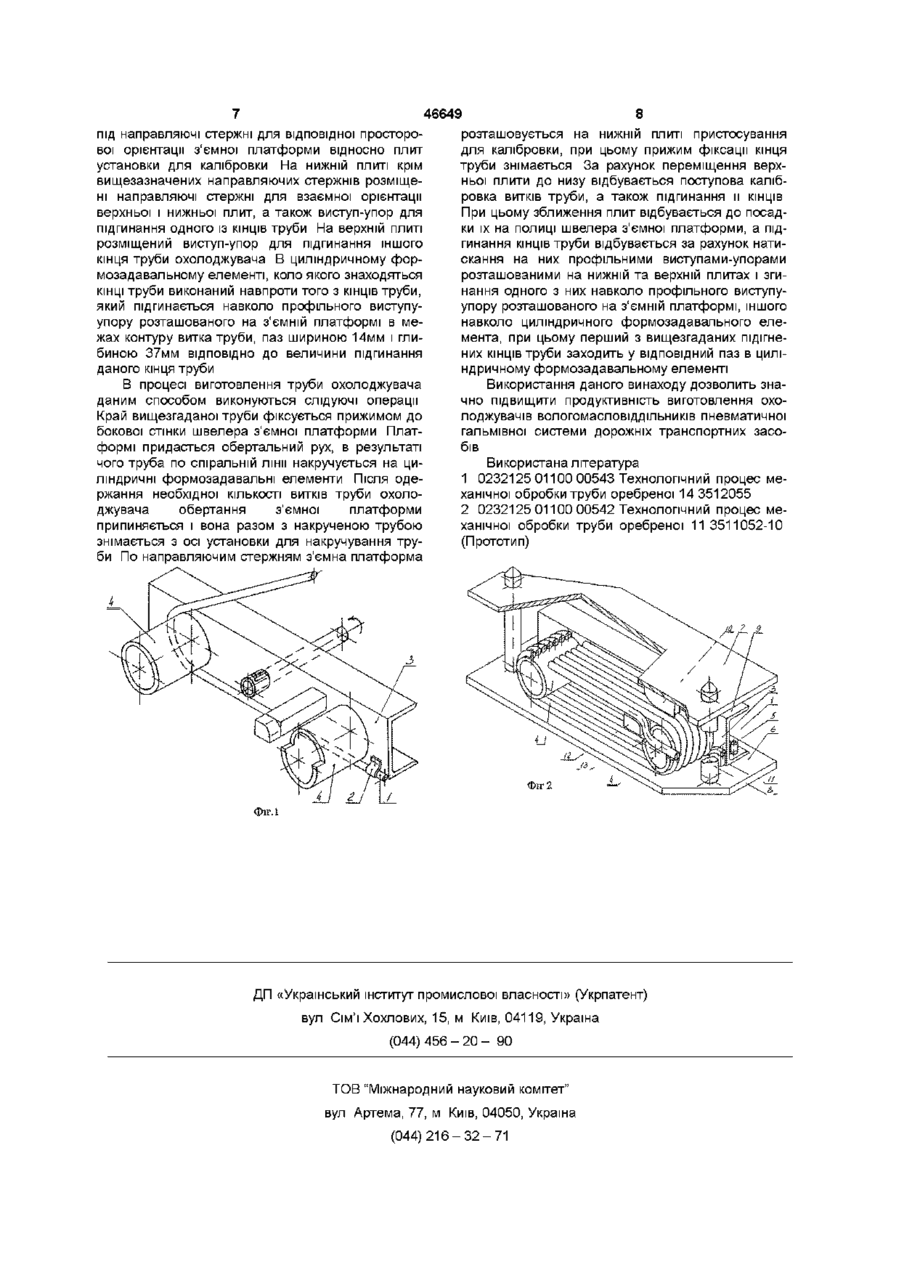
1 Спосіб виготовлення охолоджувача вологомасловіддільника пневматичної гальмівної системи дорожнього транспортного засобу, який полягає у накручуванні по спіральній лінії труби охолоджувача навколо двох циліндричних формозадавальних елементів, розташованих на обертовій платформі установки для згинання труби охолоджувача з наступною калібровкою форми витків труби і и КІНЦІВ, який відрізняється тим, що накручування труби виконується на з'ємній обертовій платформі установки для згинання труби охолоджувача, на якій вона перебуває і під час и калібровки, котра виконується в калібруючому пристосуванні шляхом стискання витків труби зверху і знизу двома плитами цього пристосування з розташованими на них навпроти КІНЦІВ труби профільними виступами-опорами, які під час зближення плит підгинають дані КІНЦІ труби навколо ВІДПОВІДНИХ профільних виступів-опор розташованих на з'ємній обертовій платформі установки для згинання труби охолоджувача, або безпосе Винахід відноситься до автомобілебудування і може бути використаний при виготовленні охолоджувачів вологомасловіддільника пневматичної гальмівної системи дорожніх транспортних засобів для підвищення продуктивності їх виготовлення Відомий спосіб виготовлення охолоджувача вологомасловіддільника 14 3512010 виробництва ДП "Автокомпонент" м Полтава [1], полягає в тому, що труба охолоджувача згинається навколо двох циліндричних формозадавальних елементів установки для згинання труби охолоджувача При чому після згинання навколо одного із циліндричних формозадавальних елементів, платформа на видається під відповідальність власника патенту ПНЕВМАТИЧНОЇ редньо навколо ВІДПОВІДНОГО циліндричного формозадавального елемента даної установки до отримання кінцями труби охолоджувача заданої форми, при цьому взаємне розташування плит пристосування для калібровки з розташованими на них виступами-опорами для підгинання КІНЦІВ труби і з'ємної платформи з накрученою на и циліндричні формозадавальні елементи трубою охолоджувача, та розташованими на ній виступами-опорами для підгинання КІНЦІВ труби забезпечується за рахунок направляючих стержнів, розташованих на нижній плиті, а величина переміщення плит при їх зближенні в процесі стискання витків труби для їх калібровки забезпечується виступами-обмежувачами, розташованими на з'ємній платформі 2 Спосіб виготовлення охолоджувача вологомасловіддільника пневматичної гальмівної системи дорожнього транспортного засобу за п 1, який відрізняється тим, що в разі виконання ПІДГИНІВ КІНЦІВ труби в межах контуру витка труби, - в циліндричному формозадавальному елементі навколо якого знаходяться КІНЦІ труби, виконуються пази навпроти даних КІНЦІВ труби шириною рівною зовнішньому діаметру труби і глибиною рівною величині підгинання ВІДПОВІДНОГО кінця труби, в яких і розташовуються КІНЦІ труби під час їх підгинання на пристосуванні для калібровки труби якій вони розташовані розвертається на 180° і фіксується нерухомо до корпусу установки, після чого виконується згинання труби охолоджувача навколо другого циліндричного формозадавального елемента Дані операції повторюються до отримання необхідної КІЛЬКОСТІ витків труби охолоджувача Далі труба знімається з формозадавальних елементів установки і виконується підгинання КІНЦІВ труби у ВІДПОВІДНОСТІ з конструкторською документацією, а також вирівнювання витків труби охолоджувача з метою усунення зміщення витків ОДНОГО ВІДНОСНО ІНШОГО ПО ГВИНТОВІЙ ЛІНИ, ЯКЄ ВИ (О (О никає в результаті пластичних деформацій труби під час її згинання Даний спосіб має ряд недоліків, які полягають в тому що - платформу на якій розташовані циліндричні формозадавальні елементи необхідно після утворення кожного піввитка труби охолоджувача вручну розвертати на 180° та фіксувати, - трубу охолоджувача потрібно згинати навколо циліндричних формозадавальних елементів вручну, прикладаючи при цьому значні зусилля, - підгинання КІНЦІВ труби охолоджувача виконується вручну без забезпечення стабільності їх форми та розмірів, - вирівнювання витків труби охолоджувача з метою усунення зміщення витків одного відносно іншого по гвинтовій лінії виконується вручну Найбільш близьким до того способу виготовлення охолоджувача вологомасловіддільника, що розглядається в даній заявці на винахід, є спосіб виготовлення охолоджувача водовідділювача 11 3511010-01 виробництва Полтавського автоагрегатного заводу [2] Даний спосіб полягає втому, що труба охолоджувача згинається навколо циліндричного формозадавального елемента установки для згинання труби охолоджувача Після чого платформа на якій закріплені два циліндричні формозадавальні елементи разом з зафіксованим на ній кінцем труби автоматично розвертається на 180° В процесі чого відбувається згинання труби навколо другого циліндричного формозадавального елемента Дані операції повторюються до отримання необхідної КІЛЬКОСТІ витків труби охолоджувача Після ЧОГО труба знімається з формозадавальних елементів установки і підлягає ручному рихтуванню витків труби з метою усунення їх зміщення одного відносно іншого по гвинтовій лінії, яке виникає в результаті пластичних деформацій труби під час и згинання, а також виконується підгинання КІНЦІВ труби у ВІДПОВІДНОСТІ З конструкторською документацією Даний спосіб мас ряд недоліків - підгинання КІНЦІВ труби охолоджувача виконується вручну без застосування спеціального обладнання, що негативно позначається на точності розмірів, які задають форму КІНЦІВ труби, а також на стабільності їх одержання, - вирівнювання витків труби охолоджувача з метою усунення їх зміщення одного відносно іншого по гвинтовій лінії виконується вручну Метою даного винаходу є підвищення продуктивності виготовлення охолоджувача вологомасловіддільника Поставлена мета досягається тим, що в відомий спосіб виготовлення охолоджувача вологомасловіддільника пневматичної гальмівної системи дорожнього транспортного засобу, який полягає у накручуванні по спіральній лінії труби охолоджувача навколо двох циліндричних формозадавальних елементів розташованих на обертовій платформі установки для згинання труби охолоджувача з послідуючою калібровкою форми витків труби і и КІНЦІВ, введена ВІДМІННІСТЬ, яка полягає в тому, що накручування труби виконується на з'ємній обертовій платформі установки для згинання труби охолоджувача, на якій вона перебу 46649 ває і під час її калібровки, котра виконується в калібруючому пристосуванні шляхом стискання витків труби зверху і знизу двома плитами цього пристосування з розташованими на них навпроти КІНЦІВ труби профільними виступами-опорами, які під час зближення плит підгинають дані КІНЦІ труби навколо ВІДПОВІДНИХ профільних виступів-опор розташованих на з'ємній обертовій платформі установки для згинання труби охолоджувача, або безпосередньо навколо ВІДПОВІДНОГО циліндричного формозадавального елемента даної установки до отримання кінцями труби охолоджувача заданої форми, при цьому взаємне розташування плит пристосування для калібровки з розташованими на них виступами-опорами для підгинання КІНЦІВ труби і з'ємної платформи з накрученою на и циліндричні формозадавальні елементи трубою охолоджувача та розташованими на ній виступамиопорами для підгинання КІНЦІВ труби забезпечується за рахунок направляючих стержнів розташованих на нижній плиті, а величина переміщення плит при їх зближенні в процесі стискання витків труби для їх калібровки забезпечується виступами-обмежувачами розташованими на земній платформі, а в разі виконання ПІДГИДІВ КІНЦІВ труби в межах контуру витка труби, - в циліндричному формозадавальному елементі коло якого знаходяться КІНЦІ труби, виконуються пази навпроти даних КІНЦІВ труби шириною рівною зовнішньому діаметру труби і глибиною рівною величині підгинання ВІДПОВІДНОГО кінця труби, в яких і розташовуються КІНЦІ труби під час їх підгинання на пристосуванні для калібровки труби Введення в спосіб виготовлення охолоджувача вологомасловіддільника пневматичної гальмівної системи дорожнього транспортного засобу даної ВІДМІННОСТІ дозволяє підвищити продуктивність виготовлення даного вузла по відношенню до прототипу за рахунок того, що - підгинання КІНЦІВ труби охолоджувача з метою одержання необхідної форми виконується в калібруючому пристосуванні, завдяки виступамопорам розташованим на з'ємній платформі та верхній і нижній плитах, котрі гарантують забезпечення розмірів КІНЦІВ труби, які вказані в технічній документації на вузол, а також стабільність їх отримання Використання даного калібруючого пристосування при підгинанні КІНЦІВ труби дозволяє знизити тривалість виконання даної операції, а також виключити використання ручної праці при виконанні підгинання КІНЦІВ труби охолоджувача, - вирівнювання витків труби охолоджувача з метою усунення їх зміщення одного відносно іншого по гвинтовій лінії, яке виникає в результаті пластичних деформацій труби під час її згинання, а також калібровка форми самих витків труби виконується в калібруючому пристосуванні завдяки стисканню витків труби між верхньою і нижньою плитами при перебуванні її при цьому на циліндричних формозадавальних елементах з'ємної платформи Вищевказане дозволяє знизити тривалість виконання даних операцій, а також виключити використання ручної праці під час вирівнювання витків труби одного відносно іншого і калібровки форми самих витків труби, - перебування труби на циліндричних формо 46649 задаючих елементах з'ємної платформи під час її чує збереження радіусів згинання витків труби, калібровки в калібруючому пристосуванні забезпедозволяє уникнути зміщення витків труби одного чує збереження радіусів згинання витків труби, відносно іншого, сплющення перетину труби під дозволяє уникнути зміщення витків труби одного час її калібровки, а також забезпечує потрібне відносно іншого, сплющення перетину труби під просторове розташування труби охолоджувача в час її калібровки, а також забезпечує потрібне калібрувальному пристосуванні Переміщення просторове розташування труби охолоджувача в верхньої плити (Поз 7) вниз відбувається до одеркалібрувальному пристосуванні, жання заданих розмірів витків труби, що забезпечується ВІДПОВІДНИМИ упорами - обмежувачами - використання з'ємних платформ установки (Поз 9) переміщення верхньої плити для згинання труби охолоджувача на яких розташовані циліндричні формозадаючі елементи доОдночасно з калібровкою форми витків труби зволяє виконувати паралельно згинання труби відбувається підгинання КІНЦІВ труби, яке виконуохолоджувача на тій із платформ, яка знаходиться ється слідуючим чином При переміщенні верхньої на установці і одночасно калібровку іншої труби плити (Поз 7) вниз профільні виступи - опори, які охолоджувача, яка перебуває на другій платформі, розташовані ВІДПОВІДНО одна (Поз 10) на верхній знятій з установки для згинання труби і розміщеній плиті (Поз 7), друга (Поз 11) - на нижній плиті в калібрувальному пристосуванні За рахунок чого (Поз 6) навпроти КІНЦІВ труби розпочинають їх підскорочується час виготовлення охолоджувача вогинати При чому згинання КІНЦІВ труби може відлогомасловідділювача Вищезгадане дає підстави буватися навколо ВІДПОВІДНИХ виступів - опор вважати, що запропоноване конструктивно(Поз 12) розташованих на земній платформі технологічне рішення відповідає критерію "суттєві (Поз 3) (верхній кінець труби на Фіг 2), або навколо ВІДМІННОСТІ" циліндричного формозадавального елемента (нижній кінець труби на Фіг 2) При доходженні верхЗапропонований спосіб виготовлення охолоньої плити (Поз 7) до упорів - обмежувачів (Поз 9) джувача вологомасловідділювача проілюстровано відбувається остаточне підгинання КІНЦІВ труби, на кресленнях, де зображено яке забезпечується ВІДПОВІДНИМ взаємним розтаФіг 1 - Процес накручування труби охолоджушуванням профільних виступів - опор (Поз 10, 11, вача на циліндричні формозадаючі елементи 12) на плитах (Поз 6, 7) і з'ємній платформі установки для згинання труби, (Поз 3) Фіг 2 - Процес калібровки труби охолоджувача в пристосуванні для калібровки труби У випадку коли підгинання КІНЦІВ труби повинно виконуватись в межах контуру витка труби Спосіб виготовлення охолоджувача вологома(верхній кінець труби на Фіг 2), то процес їх підгисловідділювача, який розглянутий в даній заявці нання виконується у ВІДПОВІДНОСТІ з вищевказанина винахід, включає слідуючі операції ми операціями за ВІДМІННІСТЮ ТОГО, ЩО КІНЦІ труби Кінець труби (Поз 1 Фіг 1) з допомогою механіпід час їх підгинання проходять в навмисно викочного зажиму (Поз 2) нерухомо фіксується до нані з цією метою пази (Поз 13) в циліндричному з'ємної платформи (Поз 3) установки для згинання формозадавальному елементі (Поз 4) земної платруби охолоджувача Після чого з'ємній платформі тформи (Поз 3), який розташований біля КІНЦІВ (Поз 3) придається обертальний рух навколо осі труби кріплення її до установки для згинання труби охолоджувача, під час якого труба обкручується почеВиготовлення даним способом охолоджувача ргово навколо двох циліндричних формозадаючих апарата аналогічного, наприклад, вологомаслоелементів (Поз 4) розташованих на з'ємній обервіддільника 14 3512010 виробництва ДП "Автокотовій платформі (Поз 3) Після отримання необхідмпонент" м Полтава, або водовіддільника ної КІЛЬКОСТІ витків труби обертання платформи 11 3511010-01 виробництва ВАТ "Полтавський припиняється автоагрегатний завод" може виконуватись шляхом накручування труби АД1 М КР13-1,5-4950 ГОСТ Платформа (Поз 3) разом з накрученою на її 18475-82 на циліндричні формозадавальні елемециліндричні формозадавальні елементи (Поз 4) нти діаметром 74мм, які розташовані на з'ємній трубою (Поз 1) знімається з установки для згинанобертовій платформі на відстані 265мм один від ня труби і розміщується по направляючим стержіншого З'ємна платформа може бути виконана зі ням (Поз 5 Фіг 2) в пристосуванні для калібровки швелера 10 ГОСТ 8240-72 На боковій СТІНЦІ ЯКОГО труби на його нижній плиті (Поз 6) при цьому мевиконаний швидкороз'ємний вузол навіски платханічний зажим (Поз 2), яким фіксується один із форми на вісь обертання установки для накручуКІНЦІВ труби (Поз 1) знімається В цей час верхня вання труби охолоджувача На боковій СТІНЦІ швеплита (Поз 7) піднята по направляючим стержням лера з'ємної платформи також розміщені (Поз 8) в крайнє верхнє положення і знаходиться циліндричні формозадавальні елементи, прижим над платформою (Поз 3) з накрученою на її циліндля фіксації початкового кінця труби, а також продричні формозадавальні елементи (Поз 4) трубою фільний виступ-упор для підгинання навколо нього (Поз 1) одного з двох КІНЦІВ труби Інший кінець труби підВ процесі калібровки труби (Поз 1) охолоджугинається безпосередньо навколо циліндричного вача верхня плита (Поз 7) переміщується вниз при формозадавального елемента Полки швелера цьому відбувається калібровка форми витків труби з'ємної платформи можуть служити опорамиза рахунок и поступового стискання між нижньою обмежувачами переміщення верхньої і нижньої (Поз 6) та верхньою (Поз 7) плитами пристосуванплит при калібровці витків труби охолоджувача на ня Перебування труби на циліндричних формозапристосуванні для калібровки В нижній полиці давальних елементах з'ємної платформи під час її швелера з'ємної платформи виконуються отвори калібровки в калібруючому пристосуванні забезпе 8 46649 під направляючі стержні для відповідної просторорозташовується на нижній плиті пристосування вої орієнтації з'ємної платформи відносно плит для калібровки, при цьому прижим фіксації кінця установки для калібровки На нижній плиті крім труби знімається За рахунок переміщення верхвищезазначених направляючих стержнів розміщеньої плити до низу відбувається поступова калібні направляючі стержні для взаємної орієнтації ровка витків труби, а також підгинання и КІНЦІВ верхньої і нижньої плит, а також виступ-упор для При цьому зближення плит відбувається до посадпідгинання одного із КІНЦІВ труби На верхній плиті ки їх на полиці швелера з'ємної платформи, а підрозміщений виступ-упор для підгинання іншого гинання КІНЦІВ труби відбувається за рахунок натикінця труби охолоджувача В циліндричному форскання на них профільними виступами-упорами мозадавальному елементі, коло якого знаходяться розташованими на нижній та верхній плитах і згиКІНЦІ труби виконаний навпроти того з КІНЦІВ труби, нання одного з них навколо профільного виступуякий підгинається навколо профільного виступуупору розташованого на з'ємній платформі, іншого упору розташованого на з'ємній платформі в менавколо циліндричного формозадавального ележах контуру витка труби, паз шириною 14мм і глимента, при цьому перший з вищезгаданих підігнебиною 37мм ВІДПОВІДНО до величини підгинання них КІНЦІВ труби заходить у ВІДПОВІДНИЙ паз в циліданого кінця труби ндричному формозадавальному елементі В процесі виготовлення труби охолоджувача Використання даного винаходу дозволить знаданим способом виконуються слідуючі операції чно підвищити продуктивність виготовлення охоКрай вищезгаданої труби фіксується прижимом до лоджувачів вологомасловіддільників пневматичної бокової стінки швелера з'ємної платформи Платгальмівної системи дорожніх транспортних засоформі придасться обертальний рух, в результаті бів чого труба по спіральній лінії накручується на циВикористана література ліндричні формозадавальні елементи Після оде1 0232125 01100 00543 Технологічний процес мержання необхідної КІЛЬКОСТІ витків труби охолоханічної обробки труби оребреної 14 3512055 джувача обертання з'ємної платформи 2 0232125 01100 00542 Технологічний процес меприпиняється і вона разом з накрученою трубою ханічної обробки труби оребреної 11 3511052-10 знімається з осі установки для накручування тру(Прототип) би По направляючим стержням з'ємна платформа Фіг 2 Фіг. І ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044) 456 - 20 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Автори англійськоюZhyvylo Volodymyr Serhiiovych
Автори російськоюЖивило Владимир Сергеевич
МПК / Мітки
МПК: B60T 17/00
Мітки: пневматичноі, системі, вологомасловіддільника, гальмівноі, охолоджувача, спосіб, засобу, виготовлення, дорожнього, транспортного
Код посилання
<a href="https://ua.patents.su/4-46649-sposib-vigotovlennya-okholodzhuvacha-vologomasloviddilnika-pnevmatichnoi-galmivnoi-sistemi-dorozhnogo-transportnogo-zasobu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення охолоджувача вологомасловіддільника пневматичноі гальмівноі системи дорожнього транспортного засобу</a>
Запобіжний клапан пневматичної гальмівної системи транспортного засобу
Номер патенту: 2769
Опубліковано: 26.12.1994
Автори: Яровий Ігор Вікторович, Дольберг Володимир Ісаакович
МПК: B60T 11/10, B60T 15/48, F16K 17/00
Мітки: клапан, системі, гальмівної, пневматичної, транспортного, засобу, запобіжний
Формула / Реферат:
1. Предохранительный клапан пневматической тормозной системы транспортного средства, содержащий пoлый корпус с входными и выходными отверстиями и с закрепленными в нем крышками, выполненными с упорами, поршень, размещенный в полости корпуса, подпружиненный относительно крышек и выполненный с центральными радиальным и аксиальным отверстиями, подпружиненные запорные элементы, седла запорных элементов, выполненные на торцах упомянутого...
Запобіжний клапан для пневматичної гальмівної системи транспортного засобу

Номер патенту: 2770
Опубліковано: 26.12.1994
Автори: Дольберг Володимир Ісаакович, Яровий Ігор Вікторович, Дронін Михайло Йосипович
МПК: B60T 15/48, F16K 17/00, B60T 11/10
Мітки: засобу, гальмівної, транспортного, системі, клапан, запобіжний, пневматичної
Формула / Реферат:
Предохранительный клапан для пневматической тормозной системы транспортного средства, содержащий корпус с входным и выходными каналами, золотник с пазами для прохода воздуха, разделительным диском в средней части и с подпружиненными клапанными элементами для взаимодействия с упругими седлами, причем золотник расположен во внутренней полости корпуса с возможностью осевого перемещения, отличающийся тем, что, с целью упрощения конструкции...
Захисний клапанний пристрій для багатоконтурної пневматичної гальмівної системи автотранспортного засобу
Номер патенту: 21849
Опубліковано: 30.04.1998
Автори: Дронін Михайло Йосипович, Дольберг Володимир Ісаакович
МПК: B60T 17/00, B60T 11/10
Мітки: клапанний, захисний, засобу, системі, автотранспортного, багатоконтурної, пристрій, пневматичної, гальмівної
Формула / Реферат:
Защитное клапанное устройство для многоконтурной пневматической тормозной системы автотранспортного средства, содержащее корпус, входную и выходную полости, клапанные системы рабочих и вспомогательных контуров, выполненные в виде следящих поршней, взаимодействующих с упругими седлами на корпусе, дроссели, обратные клапаны, отличающееся тем, что обратные клапаны рабочих контуров выполнены в виде упругих диафрагм с возможностью...
Стояночне гальмо пневматичної гальмової системи залізничного транспортного засобу
Номер патенту: 19326
Опубліковано: 25.12.1997
Автори: Коровін Ігор Міхайловіч, Саприкін Аркадій Анатольєвіч, Гурєвіч Віталій Ільіч, Козюлін Лєв Васільєвіч, Сакіна Іріна Борісовна
МПК: B60T 13/24, B61H 11/00
Мітки: залізничного, стояночне, системі, гальмової, транспортного, засобу, гальмо, пневматичної
Формула / Реферат:
Стояночный тормоз пневматической тормозной системы железнодорожного транспортного средства, содержащий стояночный тормозной цилиндр, имеющий корпус, размещенный в корпусе поршень со штоком, пружину, установленную в бесштоковой полости, трехходовой кран, пневматически связанный с питательной магистралью пневматической тормозной системы, со штоковой полостью стояночного тормозного цилиндра и с атмосферой, отличающийся тем, что тормоз снабжен...
Регулятор тиску для пневматичної гальмівної системи
Номер патенту: 11157
Опубліковано: 25.12.1996
Автори: Малясов Євген Олександрович, Созанський Михайло Іванович, Бергер Йосип Ісакович, Рудюк Афанасій Федорович
МПК: B60T 17/00
Мітки: регулятор, гальмівної, системі, тиску, пневматичної
Текст:
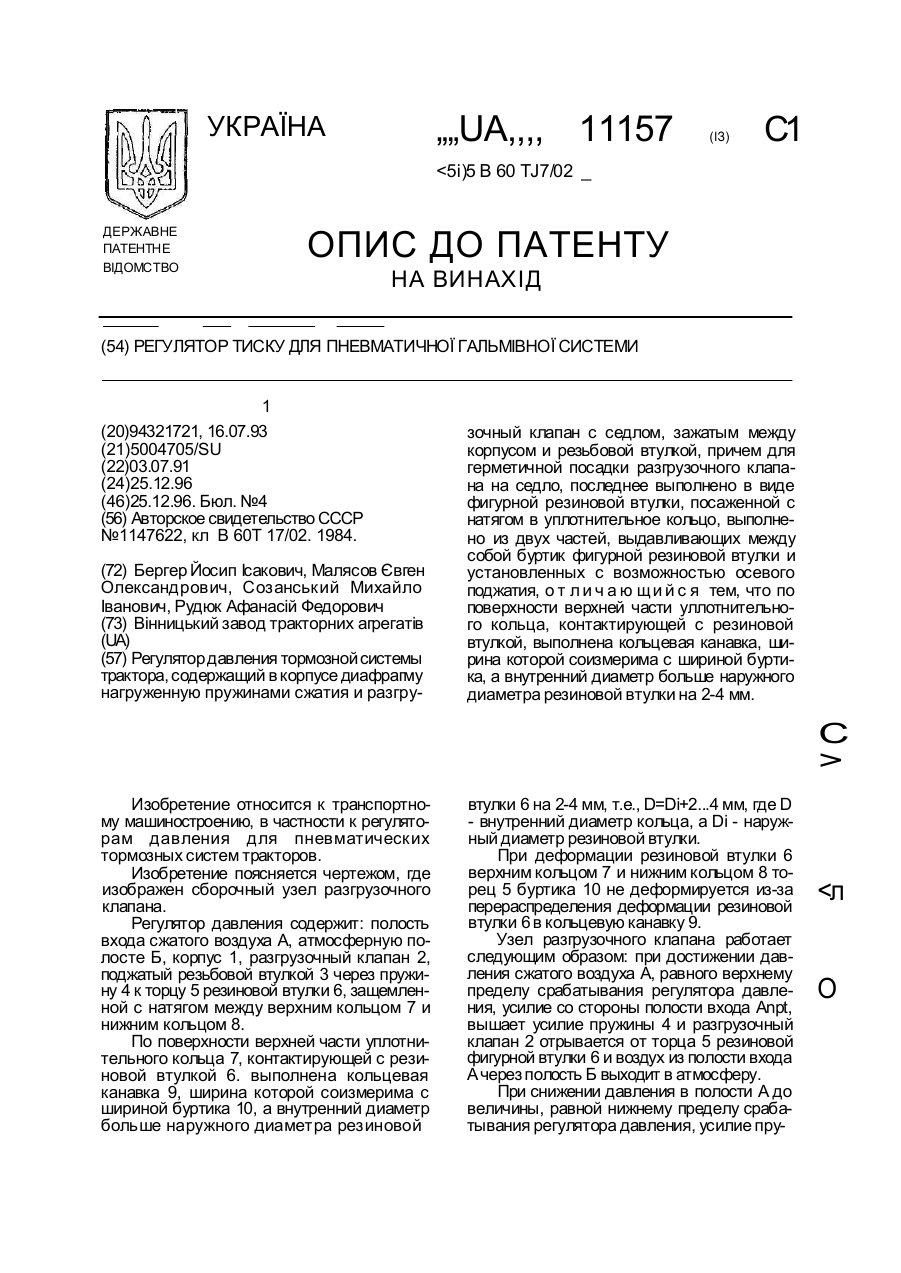
...поясняется чертежом, где изображен сборочный узел разгрузочного клапана. Регулятор давления содержит: полость входа сжатого воздуха А, атмосферную полосте Б, корпус 1, разгрузочный клапан 2, поджатый резьбовой втулкой 3 через пружину 4 к торцу 5 резиновой втулки 6, защемленной с натягом между верхним кольцом 7 и нижним кольцом 8. По поверхности верхней части уплотнительного кольца 7, контактирующей с резиновой втулкой 6. выполнена...
Попередній патент: Пристрій для розпилення рідких добрив в процесі обробки грунту
Наступний патент: Виливниця для виливання чушок
Випадковий патент: Ківш екскаватора