Інструмент для одержання профільованої заготовки
Номер патенту: 53896
Опубліковано: 25.10.2010
Автори: Тахтамиш Іріна Всеволодівна, Кухар Володимир Валентинович, Мурашкін Андрій Олександрович, Бурко Вадим Анатолійович, Почупєй Володимир Миколайович
Формула / Реферат
1. Інструмент для одержання профільованої заготовки, який містить верхню та нижню осаджувальні плити із випуклою конфігурацією робочих поверхонь, який відрізняється тим, що на верхній плиті закріплений як мінімум один утримувач заготовки, який має кутовий загин.
2. Інструмент за п. 1, який відрізняється тим, що утримувач заготовки виконай із можливістю регулювання його довжини у вертикальному та горизонтальному напрямах.
3. Інструмент за пп. 1, 2, який відрізняється тим, що утримувач складається з двох частин, які мають можливість переміщення одна відносно іншої за допомогою механізму зворотно-поступального або поворотного руху.
4. Інструмент за п. 3, який відрізняється тим, що механізм зворотно-поступального або поворотного руху виконаний на основі шарнірно-поворотного, телескопічного або пружинного механізму для повернення складових частин у вихідне положення.
5. Інструмент за пп. 1-4, який відрізняється тим, що на нижній осаджувальній плиті виконано поглиблення з розмірами, що відповідають розмірам кутового загину.
Текст
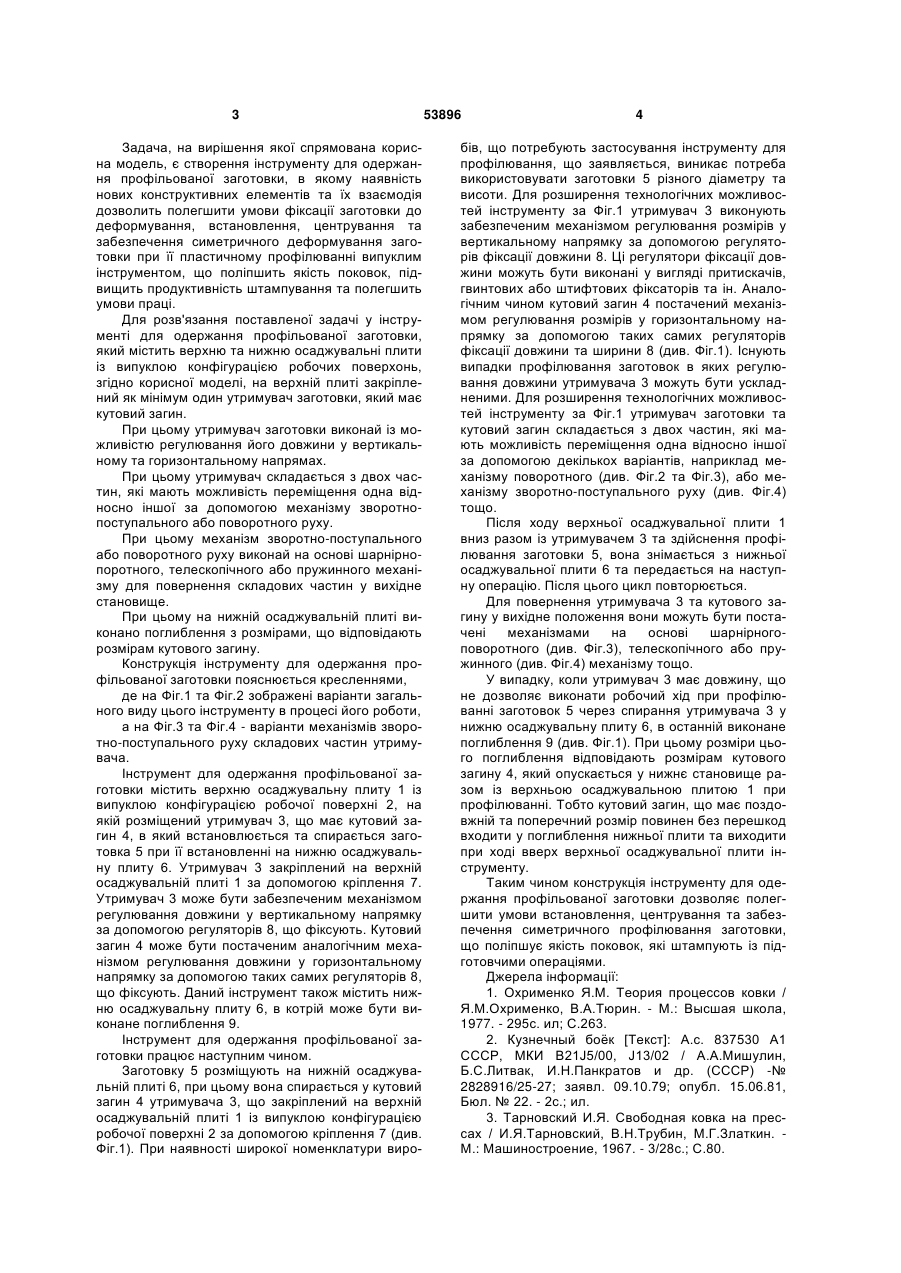
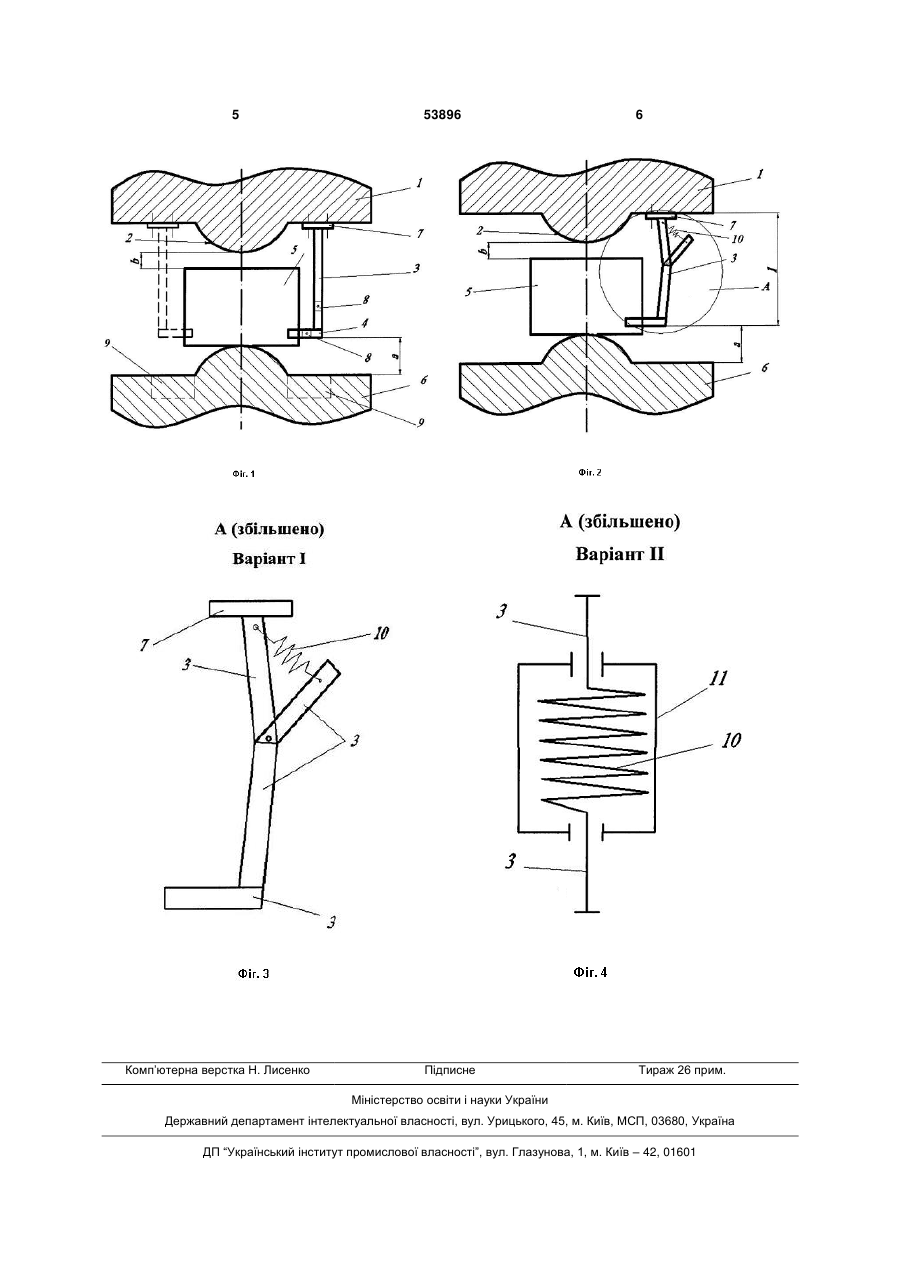
1. Інструмент для одержання профільованої заготовки, який містить верхню та нижню осаджувальні плити із випуклою конфігурацією робочих поверхонь, який відрізняється тим, що на верхній плиті закріплений як мінімум один утримувач заготовки, який має кутовий загин. 3 Задача, на вирішення якої спрямована корисна модель, є створення інструменту для одержання профільованої заготовки, в якому наявність нових конструктивних елементів та їх взаємодія дозволить полегшити умови фіксації заготовки до деформування, встановлення, центрування та забезпечення симетричного деформування заготовки при її пластичному профілюванні випуклим інструментом, що поліпшить якість поковок, підвищить продуктивність штампування та полегшить умови праці. Для розв'язання поставленої задачі у інструменті для одержання профільованої заготовки, який містить верхню та нижню осаджувальні плити із випуклою конфігурацією робочих поверхонь, згідно корисної моделі, на верхній плиті закріплений як мінімум один утримувач заготовки, який має кутовий загин. При цьому утримувач заготовки виконай із можливістю регулювання його довжини у вертикальному та горизонтальному напрямах. При цьому утримувач складається з двох частин, які мають можливість переміщення одна відносно іншої за допомогою механізму зворотнопоступального або поворотного руху. При цьому механізм зворотно-поступального або поворотного руху виконай на основі шарнірнопоротного, телескопічного або пружинного механізму для повернення складових частин у вихідне становище. При цьому на нижній осаджувальній плиті виконано поглиблення з розмірами, що відповідають розмірам кутового загину. Конструкція інструменту для одержання профільованої заготовки пояснюється кресленнями, де на Фіг.1 та Фіг.2 зображені варіанти загального виду цього інструменту в процесі його роботи, а на Фіг.3 та Фіг.4 - варіанти механізмів зворотно-поступального руху складових частин утримувача. Інструмент для одержання профільованої заготовки містить верхню осаджувальну плиту 1 із випуклою конфігурацією робочої поверхні 2, на якій розміщений утримувач 3, що має кутовий загин 4, в який встановлюється та спирається заготовка 5 при її встановленні на нижню осаджувальну плиту 6. Утримувач 3 закріплений на верхній осаджувальній плиті 1 за допомогою кріплення 7. Утримувач 3 може бути забезпеченим механізмом регулювання довжини у вертикальному напрямку за допомогою регуляторів 8, що фіксують. Кутовий загин 4 може бути постаченим аналогічним механізмом регулювання довжини у горизонтальному напрямку за допомогою таких самих регуляторів 8, що фіксують. Даний інструмент також містить нижню осаджувальну плиту 6, в котрій може бути виконане поглиблення 9. Інструмент для одержання профільованої заготовки працює наступним чином. Заготовку 5 розміщують на нижній осаджувальній плиті 6, при цьому вона спирається у кутовий загин 4 утримувача 3, що закріплений на верхній осаджувальній плиті 1 із випуклою конфігурацією робочої поверхні 2 за допомогою кріплення 7 (див. Фіг.1). При наявності широкої номенклатури виро 53896 4 бів, що потребують застосування інструменту для профілювання, що заявляється, виникає потреба використовувати заготовки 5 різного діаметру та висоти. Для розширення технологічних можливостей інструменту за Фіг.1 утримувач 3 виконують забезпеченим механізмом регулювання розмірів у вертикальному напрямку за допомогою регуляторів фіксації довжини 8. Ці регулятори фіксації довжини можуть бути виконані у вигляді притискачів, гвинтових або штифтових фіксаторів та ін. Аналогічним чином кутовий загин 4 постачений механізмом регулювання розмірів у горизонтальному напрямку за допомогою таких самих регуляторів фіксації довжини та ширини 8 (див. Фіг.1). Існують випадки профілювання заготовок в яких регулювання довжини утримувача 3 можуть бути ускладненими. Для розширення технологічних можливостей інструменту за Фіг.1 утримувач заготовки та кутовий загин складається з двох частин, які мають можливість переміщення одна відносно іншої за допомогою декількох варіантів, наприклад механізму поворотного (див. Фіг.2 та Фіг.3), або механізму зворотно-поступального руху (див. Фіг.4) тощо. Після ходу верхньої осаджувальної плити 1 вниз разом із утримувачем 3 та здійснення профілювання заготовки 5, вона знімається з нижньої осаджувальної плити 6 та передається на наступну операцію. Після цього цикл повторюється. Для повернення утримувача 3 та кутового загину у вихідне положення вони можуть бути постачені механізмами на основі шарнірногоповоротного (див. Фіг.3), телескопічного або пружинного (див. Фіг.4) механізму тощо. У випадку, коли утримувач 3 має довжину, що не дозволяє виконати робочий хід при профілюванні заготовок 5 через спирання утримувача 3 у нижню осаджувальну плиту 6, в останній виконане поглиблення 9 (див. Фіг.1). При цьому розміри цього поглиблення відповідають розмірам кутового загину 4, який опускається у нижнє становище разом із верхньою осаджувальною плитою 1 при профілюванні. Тобто кутовий загин, що має поздовжній та поперечний розмір повинен без перешкод входити у поглиблення нижньої плити та виходити при ході вверх верхньої осаджувальної плити інструменту. Таким чином конструкція інструменту для одержання профільованої заготовки дозволяє полегшити умови встановлення, центрування та забезпечення симетричного профілювання заготовки, що поліпшує якість поковок, які штампують із підготовчими операціями. Джерела інформації: 1. Охрименко Я.М. Теория процессов ковки / Я.М.Охрименко, В.А.Тюрин. - М.: Высшая школа, 1977. - 295с. ил; С.263. 2. Кузнечный боѐк [Текст]: А.с. 837530 А1 СССР, МКИ В21J5/00, J13/02 / А.А.Мишулин, Б.С.Литвак, И.Н.Панкратов и др. (СССР) -№ 2828916/25-27; заявл. 09.10.79; опубл. 15.06.81, Бюл. № 22. - 2с.; ил. 3. Тарновский И.Я. Свободная ковка на прессах / И.Я.Тарновский, В.Н.Трубин, М.Г.Златкин. М.: Машиностроение, 1967. - 3/28с.; С.80. 5 Комп’ютерна верстка Н. Лиcенко 53896 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюTool for producing profiled blank
Автори англійськоюKukhar Volodymyr Valentynovych, Pochupiei Volodymyr Mykolaiovych, Burko Vadym Anatoliiovych, Takhtamysh Iryna Vsevolodivna, Murashkin Andrii Oleksandrovych
Назва патенту російськоюИнструмент для получения профилированной заготовки
Автори російськоюКухар Владимир Валентинович, Почупей Владимир Николаевич, Бурко Вадим Анатольевич, Тахтамыш Ирина Всеволодовна, Мурашкин Андрей Александрович
МПК / Мітки
МПК: B21J 13/02, B21J 5/00
Мітки: інструмент, профільованої, одержання, заготовки
Код посилання
<a href="https://ua.patents.su/3-53896-instrument-dlya-oderzhannya-profilovano-zagotovki.html" target="_blank" rel="follow" title="База патентів України">Інструмент для одержання профільованої заготовки</a>
Спосіб одержання профільованої заготовки
Номер патенту: 40182
Опубліковано: 16.07.2001
Автори: Кухар Володимир Валентинович, Кадава Віктор Володимирович, Діамантопуло Костянтин Костянтинович
МПК: B21K 1/06
Мітки: заготовки, спосіб, одержання, профільованої
Формула / Реферат:
Спосіб одержання профільованої заготовки, що складається з відрізання циліндричної заготовки, нагрівання й осаджування в торець із втратою стійкості на умовний ступінь деформації, який відрізняється тим, що умовний ступінь деформації визначають із виразу:де εу - умовний ступінь деформації,
Спосіб одержання профільованої заготовки
Номер патенту: 43614
Опубліковано: 17.12.2001
Автори: Кухар Володимир Валентинович, Мазан Валентин Іванович, Діамантопуло Костянтин Костянтинович
МПК: B21K 1/06
Мітки: спосіб, профільованої, заготовки, одержання
Формула / Реферат:
1. Спосіб одержання профільованої заготовки, що включає відрізання циліндричної заготовки, нагрівання й осаджування в торець із втратою стійкості, який відрізняється тим, що призначену для профілювання частину заготовки нагрівають нерівномірно, у відповідності з розподілом деформації по довжині вказаної частини, зі зміною температури від верхнього значення інтервалу кувальних температур для металу, що нагрівають, у поперечному перерізі по...
Спосіб одержання подвоєної заготовки для безвідходного штампування
Номер патенту: 24977
Опубліковано: 25.07.2007
Автор: Діамантопуло Юлія Костянтинівна
МПК: B21J 5/00
Мітки: одержання, штампування, безвідходного, спосіб, заготовки, подвоєної
Формула / Реферат:
Спосіб одержання подвоєної заготовки для безвідходного штампування поковок з загостреним конічним кінцем, що містить відбір похідної заготовки, діаметр якої дорівнює діаметру недеформованої частини поковок, визначення її довжини та її відрізання від похідної, який відрізняється тим, що довжину похідної, деформованої частини подвоєної заготовки визначають із співвідношення:Lдеф=(2/3)·k·h,де k - коефіцієнт форми твірної конічної...
Інструмент для поперечно-клинової прокатки

Номер патенту: 42217
Опубліковано: 25.06.2009
Автори: Сивак Іван Онуфрійович, Сухоруков Сергій Іванович
МПК: B21H 1/00
Мітки: поперечно-клинової, інструмент, прокатки
Формула / Реферат:
Інструмент для поперечно-клинової прокатки, який складається з двох протилежно розташованих деформуючих граней, що нахилені під гострим кутом до площини основи і до повздовжньої осі інструмента, спряженої з деформуючими гранями калібруючої грані, яка розташована у вихідній частині інструмента, який відрізняється тим, що на деформуючих гранях нанесені ребра технологічної насічки, кут нахилу яких до повздовжньої осі інструмента зменшено в...
Спосіб одержання короткої трубчастої заготовки
Номер патенту: 46319
Опубліковано: 10.12.2009
Автори: Розов Юрій Георгійович, Стеблюк Володимир Іванович, Азарх Ілля Павлович, Савченко Дмитро Миколайович
МПК: B21D 37/00
Мітки: одержання, трубчастої, короткої, заготовки, спосіб
Формула / Реферат:
1. Спосіб одержання короткої трубчастої заготовки, який включає обробку обкочуванням труби першим кільцевим інструментом, який входить в пластичний контакт із трубою по всій довжині зовнішнього кола її поперечного перерізу, і обробку цієї труби другим кільцевим інструментом за допомогою ексцентричного зсуву щодо технологічної осі, який відрізняється тим, що обробку труби здійснюють двома парами кільцевих інструментів, які одночасно входять в...
Попередній патент: Спосіб визначення типу вегетативної дисфункції при хронічній серцевій недостатності
Наступний патент: Спосіб оцінки активності пероксидного окиснення ліпідів у хворих на хронічну серцеву недостатність
Випадковий патент: Спосіб вирощування люцерни в системі органічного землеробства