Спосіб одержання подвоєної заготовки для безвідходного штампування

Формула / Реферат
Спосіб одержання подвоєної заготовки для безвідходного штампування поковок з загостреним конічним кінцем, що містить відбір похідної заготовки, діаметр якої дорівнює діаметру недеформованої частини поковок, визначення її довжини та її відрізання від похідної, який відрізняється тим, що довжину похідної, деформованої частини подвоєної заготовки визначають із співвідношення:
Lдеф=(2/3)·k·h,
де k - коефіцієнт форми твірної конічної загостреної частини поковки;
h - висота конічної форми загостреної частини поковки;
Lдеф - довжина деформованої частини подвоєної заготовки.
Текст
Спосіб одержання подвоєної заготовки для безвідходного штампування поковок з загостреним конічним кінцем, що містить відбір похідної заготовки, діаметр якої дорівнює діаметру недеформо 3 24977 стану очага пластичної деформації, можуть змінювати форму конічної утворюючу загостреної частини поковки з опуклої на вгнуту і навпаки. Значення коефіцієнту k визначається як відношення об’єму конічної частини з опуклої або вгнутої з утворюючої до об’єму конічної частини з прямою утворюючою, і таким чином, може бути більше або менше одиниці. Тобто: K=(Vk± Vв)/Vk, де Vk - об’єм конуса з прямою утворюючою; Vв - надлишковий об’єм при криволінійній формі утворюючої. При цьому підвищується точність довжини отриманої заготовки, що приведе до суттєвої економії металу. Приклад конкретного виконання способу Діаметр похідної заготовки для поковки пневмозубіла дорівнює 26мм, а висота конічної загостреної частини - 50мм. Згідно із запропонованим способом, після розриву середини подвоєної заготовки, яка попередньо нагріта до ковальських температур, одержали опуклу поверхню загостреної конічної частини (див. Фіг.1). Об’єм надлишкового металу порівняно Комп’ютерна в ерстка В. Мацело 4 з конічною формою загостреної частини визначається як добуток довжини кола центра тяжіння перетину 1 (Фіг.1) на площу перетину 1. Тому чисельне значення коефіцієнту k для зазначених діаметра та висоти конічної частини буде: k=(Vk+Vв)/Vk=1+Vв/Vk+3521/8844=1,4, де Vв=3521мм 3 - надлишковий об’єм при опуклій формі утворюючої. Vk=8844мм 3- об’єм конуса з прямою утворюючою. Тоді Lдеф =2/3.1,4.50=46,5мм Таким чином визначена уточнена довжина деформованої частини подвоєної заготовки. Перелік посилань: 1. Охрименко Я.М. Технология кузнечноштамповочного производства. Учебник для вузов. Изд. 2-е, перераб. и доп. -М.: «Ма шиностроение», 1976. - 560с., с.457. 2. Ковка и объемная штамповка стали. Справочник в двух томах. Колл. авторов. Под ред. д-ра техн. наук М.В. Сторожева. Том 2. Изд. 2-е, перераб. - М.: „Ма шиностроение”, 1967, с.16. Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing double blank for wasteless pressing
Автори англійськоюDiamantopulo Yulia Kostiantynivna
Назва патенту російськоюСпособ получения двойной заготовки для безотходной штамповки
Автори російськоюДиамантопуло Юлия Константиновна
МПК / Мітки
МПК: B21J 5/00
Мітки: спосіб, одержання, штампування, подвоєної, заготовки, безвідходного
Код посилання
<a href="https://ua.patents.su/2-24977-sposib-oderzhannya-podvoehno-zagotovki-dlya-bezvidkhodnogo-shtampuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання подвоєної заготовки для безвідходного штампування</a>
Спосіб одержання фасонної заготовки під наступне штампування
Номер патенту: 49389
Опубліковано: 16.09.2002
Автори: Базаря Владислав Іванович, Діамантопуло Костянтин Костянтинович, Кухар Володимир Валентинович
МПК: B21K 1/06
Мітки: спосіб, фасонної, заготовки, штампування, одержання
Формула / Реферат:
1. Спосіб одержання фасонної заготовки під наступне штампування, що містить відрізання циліндричної заготовки, її нерівномірне нагрівання по довжині та осаджування в торець із втратою стійкості, який відрізняється тим, що перед осаджуванням в торець із втратою стійкості приторцеву частину заготовки висувають із зони нагрівання.2. Спосіб за п. 1, який відрізняється тим, що перед осаджуванням в торець із втратою стійкості висунуту...
Спосіб одержання заготовок з загостреним кінцем
Номер патенту: 18568
Опубліковано: 15.11.2006
Автори: Діамантопуло Юлія Костянтинівна, Сердюк Олексій Іванович, Діамантопуло Костянтин Костянтинович
МПК: B21J 5/00
Мітки: спосіб, заготовок, загостреним, одержання, кінцем
Формула / Реферат:
Спосіб одержання заготовок з загостреним кінцем, що включає виготовлення похідної заготовки та формоутворення загостреної частини заготовки, який відрізняється тим, що середину подвоєної похідної заготовки диференційовано розігрівають до температури гарячої обробки металів тиском і розтягують за холодні кінці подвоєної заготовки з одночасним утворенням загострених кінців і відділенням однієї заготовки від іншої.
Спосіб одержання профільованої заготовки
Номер патенту: 40182
Опубліковано: 16.07.2001
Автори: Кадава Віктор Володимирович, Кухар Володимир Валентинович, Діамантопуло Костянтин Костянтинович
МПК: B21K 1/06
Мітки: профільованої, спосіб, одержання, заготовки
Формула / Реферат:
Спосіб одержання профільованої заготовки, що складається з відрізання циліндричної заготовки, нагрівання й осаджування в торець із втратою стійкості на умовний ступінь деформації, який відрізняється тим, що умовний ступінь деформації визначають із виразу:де εу - умовний ступінь деформації,
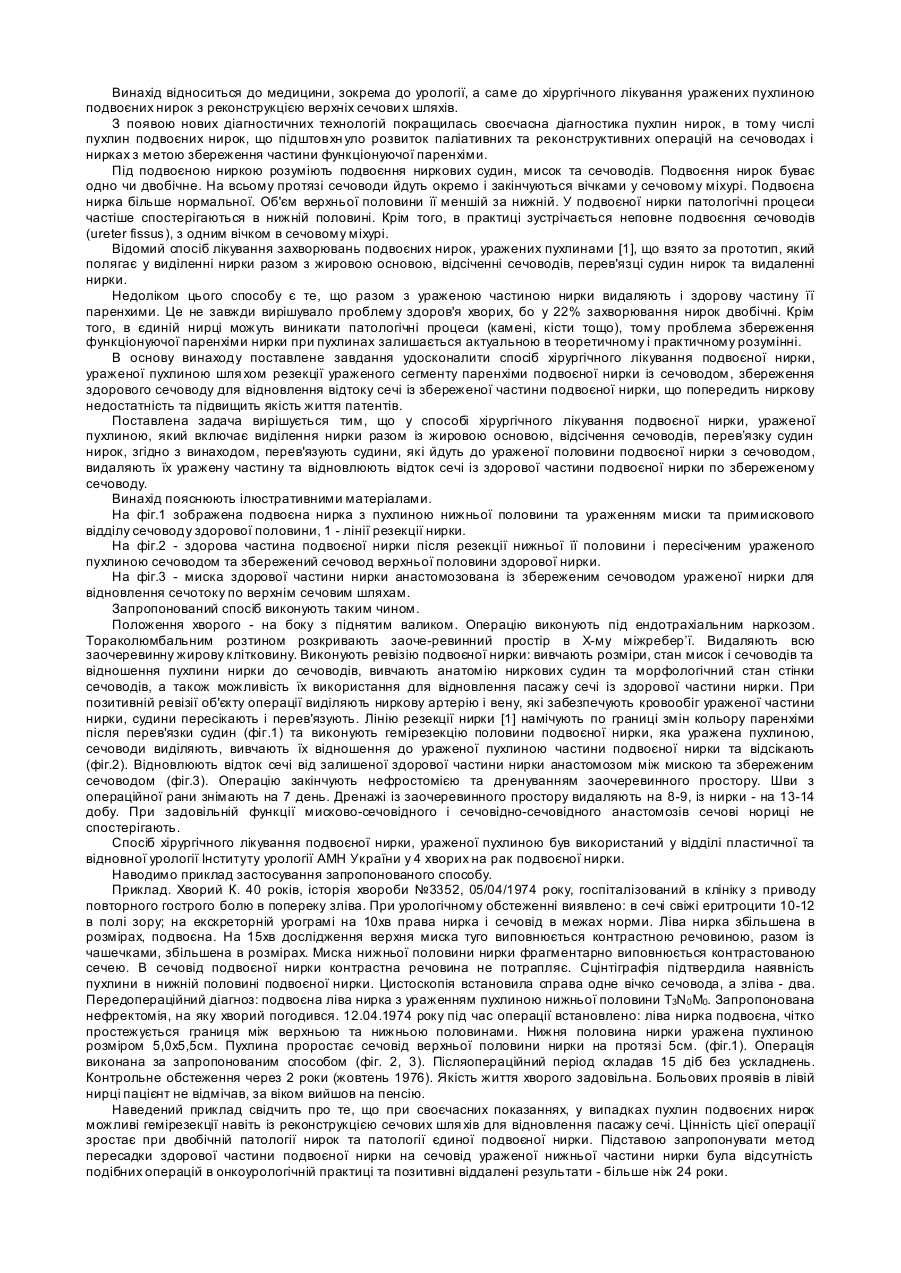
Спосіб хірургічного лікування подвоєної нирки, ураженої пухлиною
Номер патенту: 64372
Опубліковано: 16.02.2004
Автори: Войленко Олег Анатолійович, Карпенко Віктор Степанович, Стаховський Едуард Олександрович, Котов Володимир Анатолійович, Вукалович Петро Семенович
МПК: A61B 17/12, A61B 17/3205, A61B 17/3209
Мітки: хірургічного, спосіб, ураженої, нирки, лікування, подвоєної, пухлиною
Формула / Реферат:
Спосіб хірургічного лікування подвоєної нирки, ураженої пухлиною, що включає виділення нирки разом із жировою основою, відсічення сечоводів, перев'язку судин нирок, який відрізняється тим, що перев'язують судини, які йдуть до ураженої половини подвоєної нирки з сечоводом, видаляють їх уражену частину та відновлюють відтік сечі із здорової частини подвоєної нирки по збереженому сечоводу.
Спосіб одержання профільованої заготовки
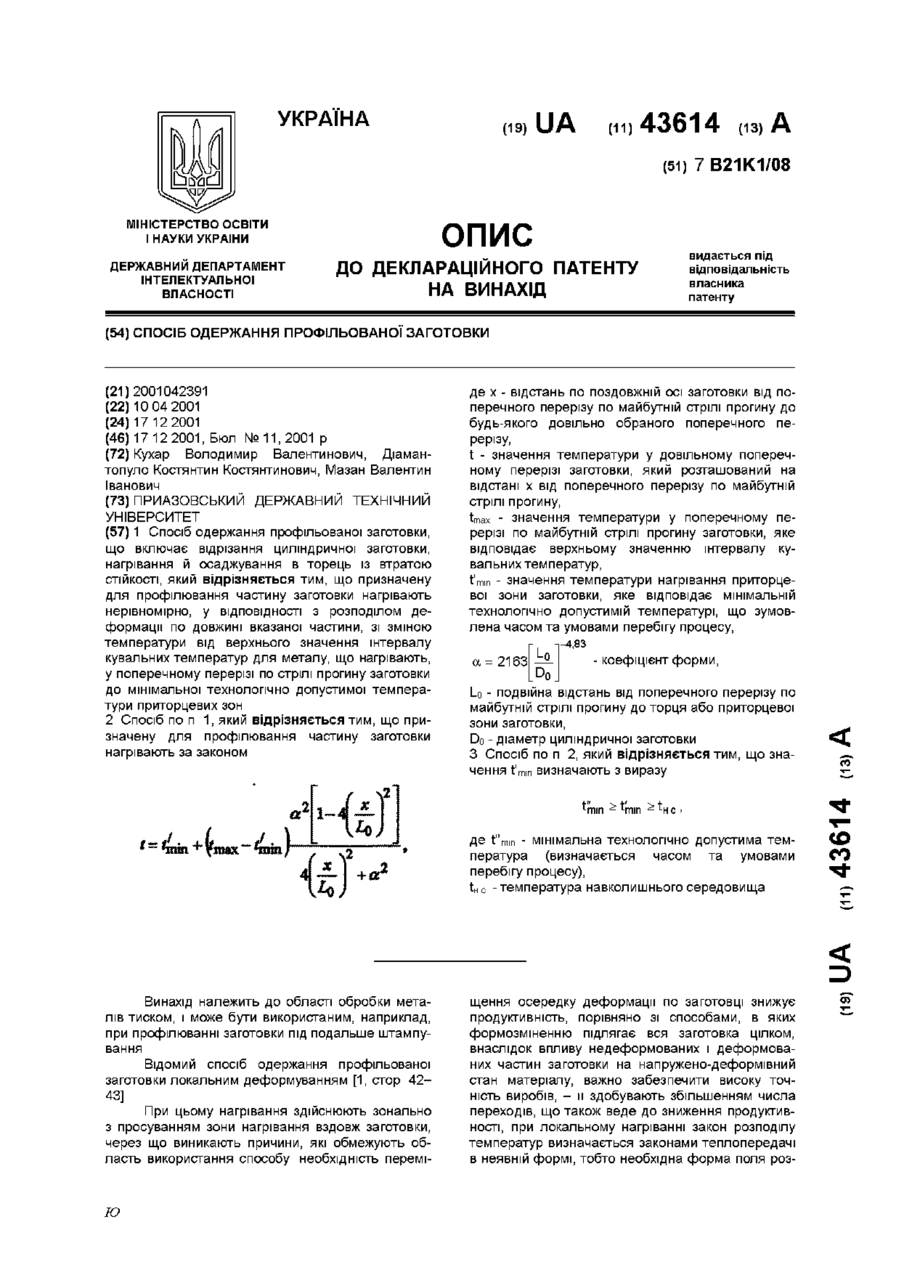
Номер патенту: 43614
Опубліковано: 17.12.2001
Автори: Мазан Валентин Іванович, Діамантопуло Костянтин Костянтинович, Кухар Володимир Валентинович
МПК: B21K 1/06
Мітки: спосіб, профільованої, заготовки, одержання
Формула / Реферат:
1. Спосіб одержання профільованої заготовки, що включає відрізання циліндричної заготовки, нагрівання й осаджування в торець із втратою стійкості, який відрізняється тим, що призначену для профілювання частину заготовки нагрівають нерівномірно, у відповідності з розподілом деформації по довжині вказаної частини, зі зміною температури від верхнього значення інтервалу кувальних температур для металу, що нагрівають, у поперечному перерізі по...
Попередній патент: Пристрій для вимірювання температури рухомої поверхні
Наступний патент: Гідромашина
Випадковий патент: Вертикальний кристалізатор