Спосіб виробництва спечених підшипників ковзання з контрольованим розміром пор
Номер патенту: 54293
Опубліковано: 10.11.2010
Автори: Руденко Наталія Олександрівна, Попівненко Леонід Володимирович

Формула / Реферат
Спосіб виробництва спечених підшипників ковзання з контрольованим розміром пор, який полягає в підготовці вихідних порошків до пресування, розсіві органічного пороутворювача на фракції з потрібним розміром часток, пресуванні суміші вихідних порошків з пороутворювачем, спіканні підшипників та їх калібруванні, який відрізняється тим, що змішування вихідних порошків разом з пороутворювачем, за який використовується деревна тирса з малою зольністю після згоряння (0,3-0,5 % за масою), виконується протягом 2 годин, а охолодження спечених зразків відбувається спочатку в печі до температури 800-750 °С, а потім у мастилі протягом 10 хвилин, після чого проводиться очищення пор підшипників від зольного залишку із застосуванням ультразвукових коливань протягом 45 хвилин в середовищі мастила, а далі здійснюється мастилопросочування в нагрітому до температури 110 °С мастилі протягом 2 годин, при цьому в мастило завчасно додають високодисперсний порошок графіту (величина частинок менше 20 мкм) з розрахунку 20 г на 1 літр мастила, а потім підшипники занурюють в мастило кімнатної температури впродовж 30 хвилин.
Текст
Спосіб виробництва спечених підшипників ковзання з контрольованим розміром пор, який полягає в підготовці вихідних порошків до пресування, розсіві органічного пороутворювача на фракції з потрібним розміром часток, пресуванні суміші вихідних порошків з пороутворювачем, спіканні підшипників та їх калібруванні, який відрізняється тим, що змішування вихідних порошків 3 безпеки працюючого персоналу в процесах розсіву пороутворювача на фракції, при змішуванні компонентів і пресуванні сумішей, а також при транспортуванні спечених пресовок до печі, що суттєво підвищить вартість готового виробу; - при контакті з повітрям частки бікарбонату амонію злипаються, тобто відбувається процес природної агломерації, що викликає значні труднощі в отриманні фракції частинок пороутворювача необхідного розміру після розсіву; - в процесі змішування вихідних порошків з пороутворювачем інтенсивність його розкладання різко зростає, що робить неможливим отримання у виробі пор заданого розміру; - у процесі розкладання бікарбонату амонію виділяється вода, тому змішування компонентів суміші буде супроводжуватися окисленням поверхні металевих порошків (особливо залізного), що призведе до погіршення пресування суміші, а, отже, до підвищення тиску пресування і передчасному зносу матриці і пуансонів прес-форми. В основу корисної моделі поставлено завдання удосконалення способу виготовлення спечених підшипників ковзання з контрольованим розміром пор, при застосуванні якого не змінюються властивості вихідних металевих порошків продуктами розкладання пороутворюючого агента в процесі змішування (вода), підвищується безпека та екологічність реалізації окремих етапів технології процесу виробництва спечених підшипників ковзання з контрольованим розміром пор (відсутність виділення шкідливих газів), підвищується продуктивність процесу, зменшується вартість кінцевої продукції. Поставлена задача вирішується за рахунок того, що в якості пороутворювача використовується тирса з малою зольністю після згоряння (переважно хвойних порід: модрина, сосна, ялина). У цьому випадку технологічний процес виробництва спечених підшипників ковзання з контрольованим розміром пор буде включати в себе: підготовку вихідних порошків до пресування; розсів пороутворювача на фракції з необхідним розміром частинок; змішування вихідних порошків разом з пороутворювачем в середовищі гасу (2 % за масою) протягом 2 годин; пресування суміші за упором; спікання підшипників в захисному середовищі (чадний газ); охолодження після спікання у печі до температури 800°С, а потім в мастилі протягом 10 хвилин; очищення пор підшипників від зольного залишку в середовищі мастила із застосуванням ультразвукових коливань протягом 45 хвилин; просочування підшипників мастилом при температурі 110°С протягом 2 годин з наступним їх охолодженням в цьому мастилі до кімнатної температури і витримкою впродовж 30 хвилин; калібрування спечених підшипників по внутрішньому і зовнішньому діаметрам. У процесі спікання підшипників пороутворювач практично повністю вигоряє. Зольний залишок складає не більше 0,3...0,5 % за масою. Для поліпшення експлуатаційних властивостей пористих підшипників ковзання, що працюють в режимі самозмазування, в мастило, яке використовується для мастилопропитування додавали високодисперсний порошок графіту (величина частинок менше 54293 4 20 мкм) з розрахунку 20 г на 1 літр мастила. В процесі ультразвукового очищення зольний залишок осяде на дно ємності, де його легко видалити в процесі очищення струменем води високого тиску. Відзначимо, що всі речовини, що входять до складу зольного залишку є екологічно нешкідливими. Спосіб, що заявляється, може також застосовуватися при виготовленні підшипників, що працюють у режимі рідинного тертя, де необхідно забезпечити постійну присутність шару мастила між поверхнями тертя цапфи і пористої втулки. Крім того, змінюючи тиск мастила, що подається через пори підшипникової втулки в зазор між цапфою і підшипником, можна в широких межах варіювати величинами навантажень на вузол тертя, а також частотою обертання цапфи, що істотно розширює області застосування подібних вузлів тертя. Крім того, спосіб що заявляється може знайти застосування при виробництві фільтрів, шумогасників, фрикційних елементів, багатошарових антифрикційних матеріалів, електродів, імплантатів та інше. Приклад: був виготовлений пористий підшипник ковзання системи Fe - Сu - С (3 % С + 8 % Сu + 89 % Fe). Розмір часток пороутворювача становив 125...250 мкм. Режим змішування: одночасне змішування чотирьох компонентів в середовищі гасу (2 % за масою) протягом 2 годин. Після змішування відбувалась сушка при температурі 120°С у печі з метою видалення гасу протягом 30 хвилин. Режим пресування: спосіб пресування двостороннє за упором, змащення робочих поверхонь прес-форми - відсутнє. Режим спікання: атмосфера спікання - у середовищі чадного газу; швидкість нагрівання - 8...10°С/хв.; кількість ступенів нагріву - два (перший - нагрівання з 25°С до 800°С з витримкою протягом 40 хвилин; другий нагрівання з 800°С до 1150°С з витримкою протягом 60 хвилин); охолодження відбувалося спочатку в печі до температури 800...750°С, а потім в мастилі протягом 10 хвилин. Режим ультразвукового очищення: середовище - мастило; частота акустичних коливань випромінювача - 100 кГц протягом 45 хвилин. Режим мастилопропитування: в мастилі, яке нагріте до температури 110°С протягом 2 годин з наступним зануренням в мастило кімнатної температури впродовж 30 хвилин, при цьому у мастило, яке використовується для мастилопропитування, додавали 20 грамів графіту з розміром часток менше 20 мкм. Відзначимо, що в усіх випадках використовували мастило однієї марки. Режим калібрування: по внутрішньому та зовнішньому діаметрам одночасно під тиском 85 МПа. Випробовувані відкалібровані спечені підшипники мали такі розміри: D×d×h - 42,4×28,1×11 мм. Режим випробувань: умови подачі мастила на поверхню тертя - режим самозмащення, швидкість ковзання - 0,67 м/с, тиск на поверхні тертя - 2,28 МПа, шлях тертя - 120 км, час випробувань - 50 годин. Лінійний знос за час випробувань склав 120 мкм, коефіцієнт тертя - 0,103. Налипання матеріалу підшипників на контртіло, а також рисок та задирів на поверхні тертя не спостерігалося. Відзначимо, що тиск на поверхні тертя близький до критичного для матеріалу вище вказаної системи, 5 54293 що говорить про високу ефективність способу, що заявляється. Таким чином, спосіб виробництва спечених підшипників ковзання з контрольованим розміром пор, що заявляється, забезпечує простоту, доступність і екологічність реалізації технологічного Комп’ютерна верстка І.Скворцова 6 процесу на всіх його етапах, незмінність властивостей вихідних металевих порошків у процесі змішування, підвищує продуктивність процесу, знижує собівартість готової продукції, підвищує довговічність роботи пуансонів та матриць пресформ. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of porous metal slide bearings with controlled pore dimensions
Автори англійськоюPopivnenko Leonid Volodymyrovych, Rudenko Natalia Oleksandrivna
Назва патенту російськоюСпособ производства спеченных подшипников скольжения с контролируемым размером пор
Автори російськоюПопивненко Леонид Владимирович, Руденко Наталия Александровна
МПК / Мітки
МПК: F16C 33/04, B22F 3/11
Мітки: розміром, спечених, спосіб, підшипників, пор, виробництва, контрольованим, ковзання
Код посилання
<a href="https://ua.patents.su/3-54293-sposib-virobnictva-spechenikh-pidshipnikiv-kovzannya-z-kontrolovanim-rozmirom-por.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва спечених підшипників ковзання з контрольованим розміром пор</a>
Біметалевий матеріал для підшипників ковзання
Номер патенту: 40102
Опубліковано: 16.07.2001
Автори: Решетнік Юрій Володимирович, Єрмолов Олександр Михайлович, Блохін Олександр Григорович
МПК: C22C 9/08, F16C 33/12, F16C 33/62
Мітки: ковзання, підшипників, матеріал, біметалевий
Формула / Реферат:
Біметалевий матеріал для підшипників ковзання, що містить металеву основу з нанесеним антифрикційним шаром на основі порошків міді, зі складом заліза, цинку, молібдену та графіту, який відрізняється тим, що у антифрикційний шар додатково вводиться скло (Na2O • СaO • 6 SiO2), a компоненти використовують у таких співвідношеннях, мас. %: Залізо 5,0 – 25,0 Цинк 0,1 - 12,0 ...
Спосіб змащення підшипників ковзання рідинного тертя
Номер патенту: 4944
Опубліковано: 15.02.2005
Автори: Булюк Микола Григорович, Білоус Юрій Павлович
МПК: F16C 17/00
Мітки: тертя, рідинного, ковзання, змащення, спосіб, підшипників
Формула / Реферат:
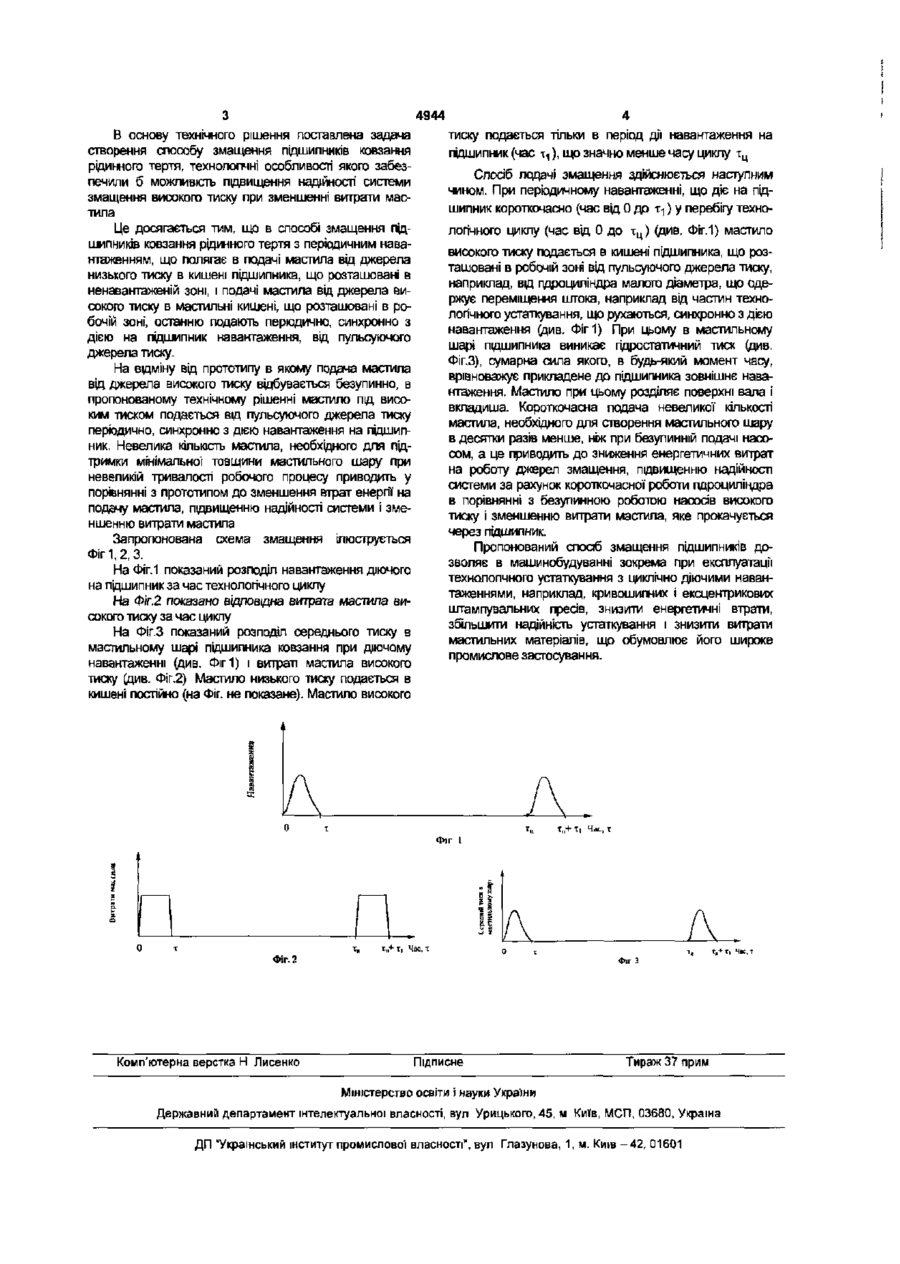
Спосіб змащення підшипників ковзання рідинного тертя, що включає подачу мастила від джерела низького тиску в кишені підшипника, що розташовані в ненавантаженій зоні, і подачу мастила від джерела високого тиску в мастильні кишені, що розташовані в робочій зоні, який відрізняється тим, що подачу мастила від джерела високого тиску виконують від пульсуючого джерела тиску періодично, синхронно з дією навантаження на підшипник.
Спосіб обробки вкладишів підшипників ковзання
Номер патенту: 77906
Опубліковано: 15.01.2007
Автор: МАРЦИНКОВСЬКИЙ ВАСИЛЬ СІГІЗМУНДОВИЧ
МПК: B23H 1/00, B23H 5/00, B23H 3/00, F16C 33/04
Мітки: підшипників, спосіб, обробки, ковзання, вкладишів
Формула / Реферат:
1. Спосіб обробки вкладишів підшипників ковзання, що включає створення на поверхні вкладишів комбінованого електроерозійного покриття шляхом нанесення на робочу поверхнею вкладишів методом електроерозійного легування за допомогою електродів-інструментів шарів електроерозійного покриття зі срібла, міді та олов'яного бабіту, причому електроерозійне покриття зі срібла і міді наносять при енергіях імпульсів 0,01-0,05 Дж, а з олов'яного бабіту -...
Спосіб обробки вкладишів підшипників ковзання
Номер патенту: 78155
Опубліковано: 15.02.2007
Автори: Тарельник В'ячеслав Борисович, Пчелінцев Віктор Олександрович, МАРЦИНКОВСЬКИЙ ВАСИЛЬ СІГІЗМУНДОВИЧ
МПК: B23H 1/00, B23H 9/00, F16C 33/04
Мітки: вкладишів, підшипників, обробки, ковзання, спосіб
Формула / Реферат:
1. Спосіб обробки вкладишів підшипників ковзання, що включає нанесення на вкладиші електроерозійного покриття з міді методом електроерозійного легування за допомогою електрода-інструмента при енергіях імпульсу 0,01–0,5 Дж, який відрізняється тим, що перед нанесенням електроерозійного покриття з міді на робочі поверхні вкладишів наносять за допомогою електрода-інструмента електроерозійне покриття зі срібла при енергіях імпульсу 0,01-0,05 Дж, а...
Спосіб обробки вкладишів підшипників ковзання
Номер патенту: 64613
Опубліковано: 15.08.2006
Автори: МАРЦИНКОВСЬКИЙ ВАСИЛЬ СІГІЗМУНДОВИЧ, Тарельник В'ячеслав Борисович
МПК: F16C 33/04, B23H 1/00, B23H 9/00
Мітки: ковзання, підшипників, обробки, вкладишів, спосіб
Формула / Реферат:
1. Кондуктометрична біосенсорна система для визначення цукрози, що містить два біосенсори, перший з яких має дві пари кондуктометричних електродів, на одну з яких нанесена робоча мембрана, селективна до глюкози, на другу пару кондуктометричних електродів нанесена референтна мембрана, та другий біосенсор, що має дві пари електродів, на одну з яких нанесена робоча мембрана для сумарного визначення цукрози і глюкози, на другу пару електродів...
Попередній патент: Локальний комутатор
Наступний патент: Механічний сигналізатор рівня сипучих матеріалів
Випадковий патент: Магнітореологічне гальмо