Пристрій для обробки рідкого металу
Номер патенту: 55678
Опубліковано: 27.12.2010
Автори: Грабовий Валерій Михайлович, Цуркін Володимир Миколайович, Мельник Олександр Вікторович

Формула / Реферат
Пристрій для обробки рідкого металу, який містить джерело пружних коливань для електрогідроімпульсної обробки розплаву в ковші у вигляді електророзрядної камери, що охолоджується, з кришкою, мембраною у вигляді плоского диска з хвилеводом, позитивним та негативним, яким є хвилевід, електродами, які з'єднані з генератором імпульсів струму, який відрізняється тим, що товщина кришки електророзрядної камери дорівнює (0,5-1,5) товщини мембрани.
Текст
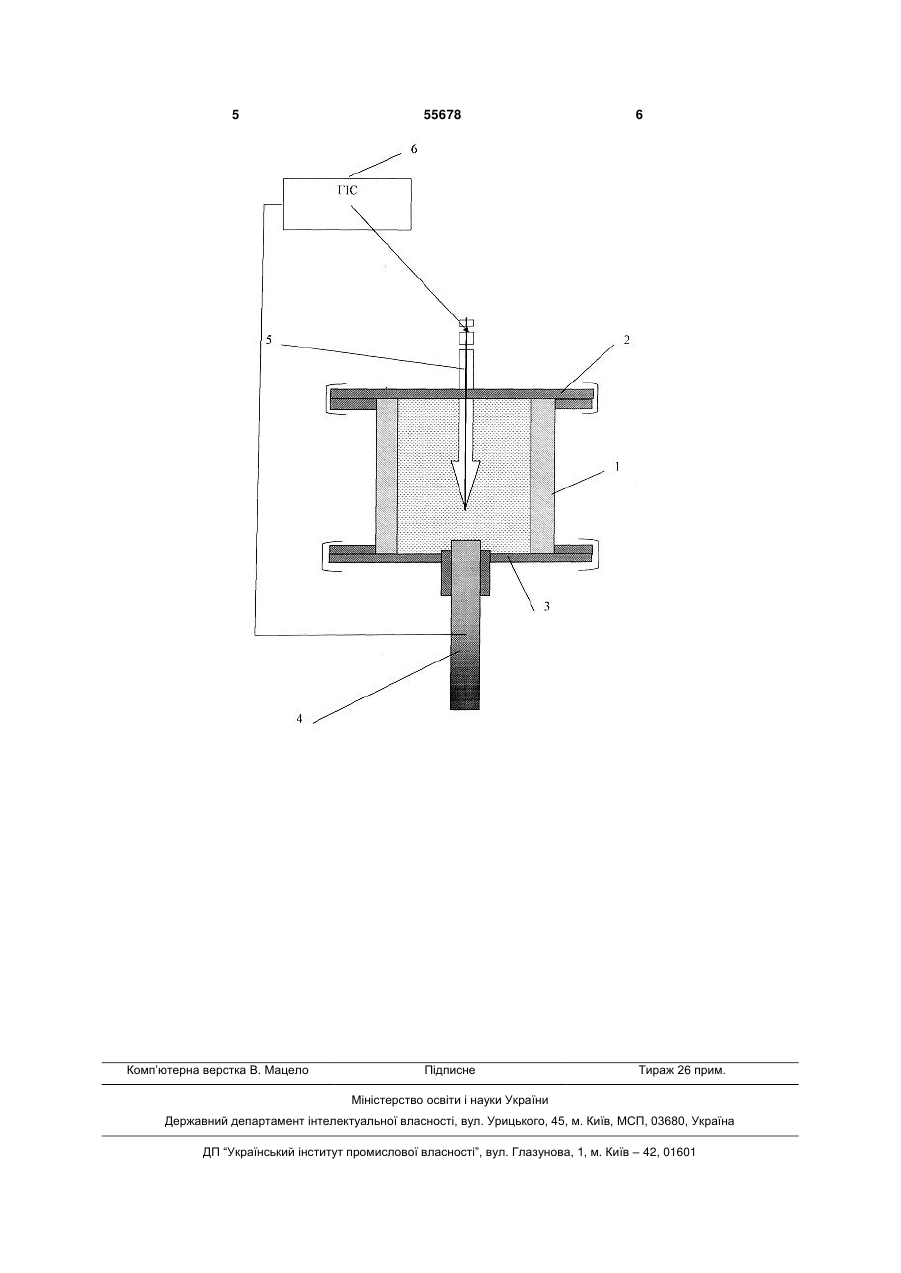
Пристрій для обробки рідкого металу, який містить джерело пружних коливань для електрогідроімпульсної обробки розплаву в ковші у вигляді електророзрядної камери, що охолоджується, з кришкою, мембраною у вигляді плоского диска з хвилеводом, позитивним та негативним, яким є хвилевід, електродами, які з'єднані з генератором імпульсів струму, який відрізняється тим, що товщина кришки електророзрядної камери дорівнює (0,5-1,5) товщини мембрани. (19) (21) u201005927 (22) 17.05.2010 (24) 27.12.2010 (46) 27.12.2010, Бюл.№ 24, 2010 р. (72) ГРАБОВИЙ ВАЛЕРІЙ МИХАЙЛОВИЧ, ЦУРКІН ВОЛОДИМИР МИКОЛАЙОВИЧ, МЕЛЬНИК ОЛЕКСАНДР ВІКТОРОВИЧ (73) ІНСТИТУТ ІМПУЛЬСНИХ ПРОЦЕСІВ І ТЕХНОЛОГІЙ НАН УКРАЇНИ 3 імпульсі і призводить до зниження надійності електророзрядної камери за рахунок оплавлення хвилеводу або руйнування вузла мембрана - хвилевід. Наслідком цього є одержання мінімальної кількості додаткових затравок зародків у розплаві, а у кінцевому результаті - зниження ступеня подрібнення структури та якості злитків чи виливків. В основу корисної моделі поставлено задачу: удосконалити пристрій для обробки рідкого металу шляхом визначення співвідношення товщини кришки та мембрани, що дозволить збільшити амплітуду переміщень торця хвилеводу та поширити частоту коливань, і за рахунок цього підвищити амплітуду тиску, розширити частотний спектр дії та отримати максимальну кількість затравок зародків кристалізації у розплаві перед його розливом. Це доводить у розплавах різного складу підсилити процес насичення металу зародками при формоутворенні, одержати понайдрібніші зерна структури у виливку, підвищити фізико-механічні властивості литого металу і таким чином підвищити якість виливка. Суть корисної моделі полягає в тому, що у пристрої для обробки рідкого металу, який містить джерело пружних коливань для електрогідроімпульсної обробки розплаву в ковші, у вигляді електророзрядної камери, що охолоджується, з кришкою, мембраною у вигляді плоского диска з хвилеводом, позитивним та негативним, яким є хвилевід, електродами, які з'єднані з генератором імпульсів струму, згідно з корисною моделлю, товщина кришки електророзрядної камери дорівнює (0,5-1,5) товщини її мембрани. Розкриваючи причинно-наслідковий зв'язок між сукупністю ознак корисної моделі і технічним результатом, якого можна досягти, необхідно відмітити, що ознака "...товщина кришки електророзрядної камери дорівнює (0,5-1,5) товщини її мембрани", сприяє, за рахунок використання суттєвої зміни закону переміщення пружно - рухливого елемента - мембрани під впливом пружно - рухливого елемента - кришки. За рахунок використання пружно - рухливої кришки заданої товщини суттєво збільшується амплітуда переміщень торця хвилеводу та поширюється частота коливань. Тобто, пружно - рухлива кришка є резонатором процесів динаміки мембрани - хвилеводу у закритому об'ємі електророзрядної камери. До того ж, встановлення товщини кришки, що дорівнює від 0,5 до 1,5 від товщини мембрани, дозволяє змінювати амплітуду коливань хвилеводу та вводити у розплав високоенергетичні імпульси тиску, які потребує обробка конкретного рідкого металу. Як показали модельні дослідження зменшення товщини кришки менше 0,5 товщини мембрани призводить до зростання амплітуди коливань мембрани-хвилеводу та розширення частотного спектру в області високих частот. Збільшення товщини кришки від 0,5 до 1,5 товщини мембрани призводить до зменшення амплітуди коливань мембрани-хвилеводу та розширення частотного спектру в області низьких частот. Вихід за ці межи призводить до зниження (у 55678 4 разі менш ніж 0,5) надійності роботи електророзрядної камери або ефекту обробки (у разі більш ніж 1,5). Таким чином суттєві ознаки пристрою, що заявляється, дозволяють збільшити ефективність обробки розплаву, максимальну кількість затравок зародків кристалізації у розплаві перед його розливанням і за рахунок цього у розплавах різного складу оптимізувати процес насичення металу зародками при формоутворенні, одержати понаддрібніші зерна структури у виливку, підвищити механічні властивості литого металу і таким чином покращити якість виливка. Суть корисної моделі пояснюється кресленням, де зображено повздовжній розріз пристрою. Пристрій містить електророзрядну камеру 1, що охолоджується, з кришкою 2 заданої товщини, мембраною 3 у вигляді плоского диска заданої товщини з хвилеводом 4, позитивним 5 та негативним, яким є хвилевід 4, електродами, які з'єднані з генератором імпульсів струму 6. Товщина кришки 2 електророзрядної камери 1 дорівнює (0,5-1,5) товщини мембрани 3. Пристрій працює таким чином. Ківш із розплавом, наприклад, сплаву АК5М2 установлюють на місце обробки, яке визначено у ливарному цеху. Використовують електророзрядну камеру 1 з товщиною мембрани 3, яка дорівнює 10 мм, та кришкою 2, товщина якої становить 5 мм. Після подачі води в електророзрядну камеру 1 та занурення хвилеводу 4 у розплав подають імпульси струму високої напруги на позитивний електрод 5. При пробої робочого проміжку між електродами 4 та 5 під дією електричних розрядів в електророзрядній камері 1 виникають хвилі тиску, які передаються в розплав хвилеводом 4. При кожному розряді пружно - рухлива кришка 2 сприяє збільшенню амплітуди переміщення торця хвилеводу 4 на 30 % та поширює частоту коливань в область високих частот. Це сприяє підвищенню тиску на торці хвилеводу 4 у розплаві, розширює вірогідність формування резонансних ефектів та посилює ефект дії на розплав. Після завершення обробки хвилевід 4 виводять із розплаву та починають розливку металу. Таким чином, запропонований пристрій для обробки рідкого металу дозволить збільшити амплітуду переміщень торця хвилеводу та поширити частоту коливань, і за рахунок цього підвищити амплитуду тиску, розширити частотний спектр дії та отримати максимальну кількість затравок зародків кристалізації у розплаві перед його розливом. Це доводить у розплавах різного складу підсилити процес насичення металу зародками при формоутворенні, одержати понайдрібніші зерна структури у виливку, підвищити фізико-механічні властивості литого металу і таким чином підвищити якість виливка. В цілому пристрій сприяє підвищенню ефективності позапічної обробки розплаву та розширює технологічні можливості пристрою. 5 Комп’ютерна верстка В. Мацело 55678 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for processing liquid metal
Автори англійськоюHrabovyi Valerii Mykhailovych, Tsurkin Volodymyr Mykolaiovych, Melnyk Oleksandr Viktorovych
Назва патенту російськоюУстройство для обработки жидкого металла
Автори російськоюГрабовой Валерий Михайлович, Цуркин Владимир Николаевич, Мельник Александр Викторович
МПК / Мітки
МПК: B22D 27/08
Мітки: рідкого, обробки, пристрій, металу
Код посилання
<a href="https://ua.patents.su/3-55678-pristrijj-dlya-obrobki-ridkogo-metalu.html" target="_blank" rel="follow" title="База патентів України">Пристрій для обробки рідкого металу</a>
Пристрій для позапічної обробки рідкого металу
Номер патенту: 74969
Опубліковано: 15.02.2006
Автори: Балаклієць Ігор Альбінович, Кондратенко Віктор Іванович, Завгородній Костянтин Олександрович, Крюков Геннадій Олександрович, Дяченко Юрій Васильович, Будаг'янц Микола Абрамович
МПК: C21C 7/072, C21C 7/00
Мітки: металу, позапічної, пристрій, обробки, рідкого
Формула / Реферат:
1. Пристрій для позапічної обробки рідкого металу, що містить фурму з кутовим соплом, механізм підйому фурми, механізм обертання фурми, газопідвідний трубопровід пневматично з'єднаний з фурмою, кришку і телескопічний газовідвід, що складається з нерухомої і з'єднаної з кришкою рухомої частин, який відрізняється тим, що пристрій має дві вертикальні тяги і газовий ежектор, встановлений у нерухому частину газовідводу, при цьому тяги з'єднані з...
Спосіб обробки рідкого металу в ковші-печі та пристрій для його здійснення
Номер патенту: 90389
Опубліковано: 26.04.2010
Автори: Мельник Сергій Григорович, Ганжа Микола Сергійович, Сичевський Анатолій Антонович, Найдек Володимир Леонтійович, Курпас Володимир Іванович, Нарівський Анатолій Васильович, Біленький Давид Миронович
МПК: C21C 7/072, F27D 11/08, C21C 7/00, C22B 9/00, C21C 7/10
Мітки: рідкого, ковші-печі, пристрій, спосіб, здійснення, обробки, металу
Формула / Реферат:
1. Спосіб обробки рідкого металу в ковші-печі, за яким циркуляційне вакуумування рідкого металу здійснюють в камері з вертикальною перегородкою та одночасно продувають його газами крізь бокову стінку порожнини всмоктування, розташовану над поверхнею рідкого металу в ковші-печі, який відрізняється тим, що рідкий метал постійно переміщують газом в плазмовому стані з зони нагрівання цього металу електричною дугою крізь вакуумовану камеру з...
Спосіб обробки рідкого металу

Номер патенту: 59393
Опубліковано: 15.09.2003
Автори: Леус Надія Андріївна, Зінченко Артем Валерійович, Мельцер Герман Давидович
МПК: B22D 27/08, B22D 7/00
Мітки: рідкого, обробки, металу, спосіб
Формула / Реферат:
1. Спосіб обробки рідкого металу, при якому занурюють в розплав металевий стрижень та охолоджують його водою з наданням коливань для переводу кірки, що намерзає на стрижень, в розплав, який відрізняється тим, що коливанням стрижня надають зворотно-обертальної форми навколо його поздовжньої осі.2. Спосіб обробки рідкого металу за п. 1, який відрізняється тим, що амплітуду коливань беруть в межах 5°-180°.3. Спосіб обробки рідкого...
Спосіб обробки рідкого металу
Номер патенту: 46486
Опубліковано: 25.12.2009
Автори: Фесенко Максим Анатолійович, Фесенко Анатолій Миколайович
МПК: B22D 27/00
Мітки: спосіб, металу, рідкого, обробки
Формула / Реферат:
Спосіб обробки рідкого металу в ливарній формі, що включає введення розрахункової кількості модифікатора, лігатури або іншої добавки в розплав за допомогою газифікованої моделі із замішаним порошком, яку розміщують між стояком і живильником на шляху руху рідкого металу до виливка, який відрізняється тим, що газифіковану модель із замішаним порошком вставляють в ливарну форму при формуванні і вона водночас виконує роль проміжної реакційної...
Спосіб обробки рідкого металу в ливарній формі
Номер патенту: 13646
Опубліковано: 17.04.2006
Автори: Фесенко Максим Анатолійович, Фесенко Анатолій Миколайович
МПК: B22D 27/00
Мітки: спосіб, металу, обробки, рідкого, ливарний, форми
Формула / Реферат:
Спосіб обробки рідкого металу в ливарній формі, у якому розрахункова кількість модифікатора або лігатури вводиться в розплав за допомогою газифікованої моделі, який відрізняється тим, що газифікована модель із замішаним порошком розміщується в спеціальній реакційній камері, розташованій між стояком і живильником на шляху руху рідкого металу.
Попередній патент: Спосіб гарячої прокатки листів мікролегованої ніобієм та ванадієм низьковуглецевої марганцевої сталі
Наступний патент: Спосіб гарячої прокатки мікролегованої ніобієм та ванадієм низьковуглецевої марганцевої сталі
Випадковий патент: Водопідігрівач димовими газами теплоенергетичних установок