Пристрій та спосіб для видалення іржі та фарби
Формула / Реферат
1. Спосіб видалення іржі та фарби з металевої поверхні (3) за допомогою індукційного нагрівання, який відрізняється тим, що індукційне нагрівання здійснюють за допомогою індукційної котушки (1), яку переміщають по металевій поверхні (3), із забезпеченням постійної кількості підводжуваної енергії на одиницю площі незалежно від швидкості переміщення індукційної котушки (1) відносно металевої поверхні (3).
2. Спосіб за п.1, який відрізняється тим, що індукційну котушку (1) встановлюють із можливістю взаємодії з коліщатком (2), обладнаним тахометром (4) і зв'язаним з модулем (5) керування, що регулює подачу енергії до індукційної котушки (1) по сигналах від тахометра (4).
3. Спосіб за п. 2, який відрізняється тим, що кількість енергії, яка надходить від модуля (5) керування до індукційної котушки (1), пропорційна швидкості індукційної котушки (1) відносно металевої поверхні, причому зазначену швидкість визначають за допомогою тахометра.
4. Спосіб за п. 2 або 3, який відрізняється тим, що частоту і силу струму в індукційній котушці (1) регулюють вручну або автоматично за допомогою модуля (5) керування для досягнення кращої температури і кращого температурного профілю в металі.
5. Пристрій для видалення іржі та фарби з металевої поверхні (3) за допомогою індукційного нагрівання, який відрізняється тим, що виконаний з можливістю забезпечення постійної кількості підводжуваної енергії на одиницю площі незалежно від швидкості його переміщення відносно металевої поверхні (3).
6. Пристрій за п. 5, який відрізняється тим, що індукційна котушка (1) установлена з можливістю взаємодії з коліщатком (2), обладнаним тахометром (4).
7. Пристрій за п. 6, який відрізняється тим, що модуль (5) керування виконаний з можливістю регулювання кількості енергії, підводжуваної до індукційної котушки в залежності від значення сигналу, що надходить до нього від тахометра (4).
8. Пристрій за п. 6 або 7, який відрізняється тим, що кількість енергії, що надходить від індукційної котушки (1), пропорційна швидкості обертання коліщатка (2).
9. Пристрій за п. 7 або 8, який відрізняється тим, що виконаний з можливістю регулювання частоти і сили струму в індукційній котушці (1) вручну або автоматично за допомогою модуля (5) керування для досягнення кращої температури і кращого температурного профілю в металі.
Текст
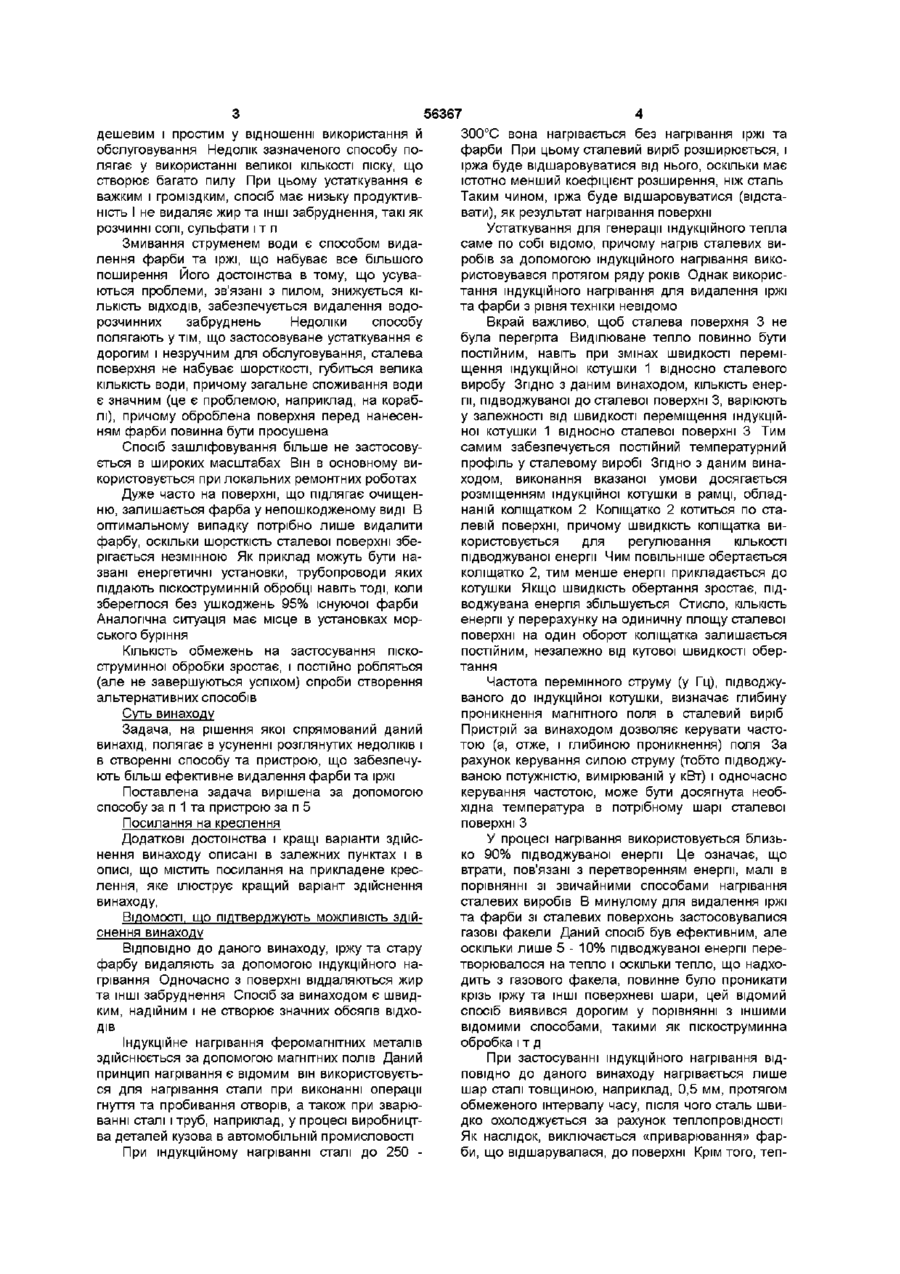
1 Спосіб видалення іржі та фарби з металевої поверхні (3) за допомогою індукційного нагрівання, який в і д р і з н я є т ь с я тим, що індукційне нагрівання здійснюють за допомогою індукційної котушки (1), яку переміщають по металевій поверхні (3), із забезпеченням постійної КІЛЬКОСТІ підводжуваної енергії на одиницю площі незалежно від швидкості переміщення індукційної котушки (1) відносно металевої поверхні (3) 2 Спосіб за п 1, який відрізняється тим, що індукційну котушку (1) встановлюють із можливістю взаємодії з коліщатком (2), обладнаним тахометром (4) і зв'язаним з модулем (5) керування, що регулює подачу енергії до індукційної котушки (1) по сигналах від тахометра (4) 3 Спосіб за п 2, який відрізняється тим, що КІЛЬКІСТЬ енергії, яка надходить від модуля (5) керування до індукційної котушки (1), пропорційна швидкості індукційної котушки (1) відносно металевої поверхні, причому зазначену швидкість визначають за допомогою тахометра Даний винахід відноситься до пристрою та способу видалення іржі та фарби з металевої поверхні Рівень техніки За наявними оцінками, витрати, пов'язані з корозією, складають 3 - 4% від валового національного продукту західного світу Лише у Норвегії мільйони квадратних метрів захищаються від корозії за допомогою фарби Для того щоб досягти гарних результатів, поверхні, що підлягають фарбуванню, повинні бути очищені і попередньо оброблені У промислових застосуваннях ця задача звичайно 4 Спосіб за п 2 або 3, який відрізняється тим, що частоту і силу струму в індукційній котушці (1) регулюють вручну або автоматично за допомогою модуля (5) керування для досягнення кращої температури і кращого температурного профілю в металі 5 Пристрій для видалення іржі та фарби з металевої поверхні (3) за допомогою індукційного нагрівання, який в і д р і з н я є т ь с я тим, що виконаний з можливістю забезпечення постійної КІЛЬКОСТІ підводжуваної енергії на одиницю площі незалежно від швидкості його переміщення відносно металевої поверхні (3) 6 Пристрій за п 5, який в і д р і з н я є т ь с я тим, що індукційна котушка (1) установлена з можливістю взаємодії з коліщатком (2), обладнаним тахометром (4) 7 Пристрій за п 6, який відрізняється тим, що модуль (5) керування виконаний з можливістю регулювання КІЛЬКОСТІ енергії, підводжуваної до індукційної котушки в залежності від значення сигналу, що надходить до нього від тахометра (4) 8 Пристрій за п 6 або 7, який відрізняється тим, що КІЛЬКІСТЬ енергії, що надходить від індукційної котушки (1), пропорційна швидкості обертання коліщатка (2) 9 Пристрій за п 7 або 8, який в і д р і з н я є т ь с я тим, що виконаний з можливістю регулювання частоти і сили струму в індукційній котушці (1) вручну або автоматично за допомогою модуля (5) керування для досягнення кращої температури і кращого температурного профілю в металі вирішується за допомогою піскоструминної обробки, зашліфовування або змивання струменем води Використовуються також комбінації даних способів Найпоширенішим способом є піскоструминна обробка Стару фарбу та іржу видаляють шляхом обдування поверхні піском або іншими придатними агентами Даний процес є дорогим і трудомістким Його перевага полягає в тому, що процес обдування створює шорсткувату поверхню, за рахунок чого забезпечується гарна адгезія свіжої фарби Крім того, застосовуване устаткування є О і (О со (О ю 56367 300°С вона нагрівається без нагрівання іржі та дешевим і простим у відношенні використання и фарби При цьому сталевий виріб розширюється, і обслуговування Недолік зазначеного способу поіржа буде відшаровуватися від нього, оскільки має лягає у використанні великої КІЛЬКОСТІ піску, що істотно менший коефіцієнт розширення, ніж сталь створює багато пилу При цьому устаткування є Таким чином, іржа буде відшаровуватися (відставажким і громіздким, спосіб має низьку продуктиввати), як результат нагрівання поверхні ність І не видаляє жир та ІНШІ забруднення, такі як розчинні солі, сульфати і т п Устаткування для генерації індукційного тепла Змивання струменем води є способом видасаме по собі відомо, причому нагрів сталевих вилення фарби та іржі, що набуває все більшого робів за допомогою індукційного нагрівання викопоширення Його достоїнства в тому, що усуваристовувався протягом ряду років Однак викорисються проблеми, зв'язані з пилом, знижується КІтання індукційного нагрівання для видалення іржі ЛЬКІСТЬ ВІДХОДІВ, забезпечується видалення водота фарби з рівня техніки невідомо розчинних забруднень Недоліки способу Вкрай важливо, щоб сталева поверхня 3 не полягають утім, що застосовуване устаткування є була перегріта Виділюване тепло повинно бути дорогим і незручним для обслуговування, сталева постійним, навіть при змінах швидкості переміповерхня не набуває шорсткості, губиться велика щення індукційної котушки 1 відносно сталевого КІЛЬКІСТЬ води, причому загальне споживання води виробу Згідно З даним винаходом, КІЛЬКІСТЬ енерє значним (це є проблемою, наприклад, на корабгії, підводжуваної до сталевої поверхні 3, варіюють лі), причому оброблена поверхня перед нанесену залежності від швидкості переміщення індукційням фарби повинна бути просушена ної котушки 1 відносно сталевої поверхні 3 Тим самим забезпечується постійний температурний Спосіб зашліфовування більше не застосовупрофіль у сталевому виробі Згідно з даним винається в широких масштабах Він в основному виходом, виконання вказаної умови досягається користовується при локальних ремонтних роботах розміщенням індукційної котушки в рамці, обладДуже часто на поверхні, що підлягає очищеннаній коліщатком 2 Коліщатко 2 котиться по станю, залишається фарба у непошкодженому виді В левій поверхні, причому швидкість коліщатка виоптимальному випадку потрібно лише видалити користовується для регулювання КІЛЬКОСТІ фарбу, оскільки шорсткість сталевої поверхні збепідводжуваної енергії Чим повільніше обертається рігається незмінною Як приклад можуть бути наколіщатко 2, тим менше енергії прикладається до звані енергетичні установки, трубопроводи яких котушки Якщо швидкість обертання зростає, підпіддають піскоструминній обробці навіть тоді, коли воджувана енергія збільшується Стисло, КІЛЬКІСТЬ збереглося без ушкоджень 95% існуючої фарби енергії у перерахунку на одиничну площу сталевої Аналогічна ситуація має місце в установках морповерхні на один оборот коліщатка залишається ського буріння постійним, незалежно від кутової швидкості оберКІЛЬКІСТЬ обмежень на застосування піскотання струминної обробки зростає, і постійно робляться (але не завершуються успіхом) спроби створення Частота перемінного струму (у Гц), підводжуальтернативних способів ваного до індукційної котушки, визначає глибину проникнення магнітного поля в сталевий виріб Суть винаходу Пристрій за винаходом дозволяє керувати частоЗадача, на рішення якої спрямований даний тою (а, отже, і глибиною проникнення) поля За винахід, полягає в усуненні розглянутих недоліків і рахунок керування силою струму (тобто підводжув створенні способу та пристрою, що забезпечуваною потужністю, вимірюваній у кВт) і одночасно ють більш ефективне видалення фарби та іржі керування частотою, може бути досягнута необПоставлена задача вирішена за допомогою хідна температура в потрібному шарі сталевої способу за п 1 та пристрою за п 5 поверхні З Посилання на креслення Додаткові достоїнства і кращі варіанти здійсУ процесі нагрівання використовується близьнення винаходу описані в залежних пунктах і в ко 90% підводжуваної енергії Це означає, що описі, що містить посилання на прикладене кресвтрати, пов'язані з перетворенням енергії, малі в лення, яке ілюструє кращий варіант здійснення порівнянні зі звичайними способами нагрівання винаходу, сталевих виробів В минулому для видалення іржі та фарби зі сталевих поверхонь застосовувалися ВІДОМОСТІ, ЩО підтверджують можливість здійгазові факели Даний спосіб був ефективним, але снення винаходу оскільки лише 5 - 10% підводжуваної енергії переВІДПОВІДНО ДО даного винаходу, іржу та стару творювалося на тепло і оскільки тепло, що надхофарбу видаляють за допомогою індукційного надить з газового факела, повинне було проникати грівання Одночасно з поверхні віддаляються жир крізь іржу та ІНШІ поверхневі шари, цей відомий та ІНШІ забруднення Спосіб за винаходом є швидспосіб виявився дорогим у порівнянні з іншими ким, надійним і не створює значних обсягів ВІДХОвідомими способами, такими як піскоструминна ДІВ обробка і т д Індукційне нагрівання феромагнітних металів здійснюється за допомогою магнітних полів Даний При застосуванні індукційного нагрівання ВІДпринцип нагрівання є відомим він використовуєтьПОВІДНО до даного винаходу нагрівається лише ся для нагрівання стали при виконанні операції шар сталі товщиною, наприклад, 0,5 мм, протягом гнуття та пробивання отворів, а також при зварюобмеженого інтервалу часу, після чого сталь швиванні сталі і труб, наприклад, у процесі виробництдко охолоджується за рахунок теплопровідності ва деталей кузова в автомобільній промисловості Як наслідок, виключається «приварювання» фарби, що відшарувалася, до поверхні Крім того, тепПри індукційному нагріванні сталі до 250 56367 левою поверхнею 3 При цьому індукційна котушка ло при цьому не досягає протилежної сторони встановлена на коліщатку 2 з можливістю закріпсталевого виробу, якщо його товщина перевищує лення на заданій відстані від виробу з можливістю Змм, За рахунок цього усувається небезпека порегулювання цієї відстані шкодження фарби, що може бути нанесена на Частота і сила струму в індукційній котушці 1 вказану протилежну сторону виробу можуть регулюватися вручну або автоматично за При видаленні фарби за допомогою індукційдопомогою ВІДПОВІДНОГО засобу, який знаходиться ного нагрівання важливо забезпечити контроль в модулі 5 керування, для того, щоб одержати в над температурою сталевого виробу Якщо викометалевій поверхні необхідну температуру і необристовується «ручне» устаткування, що не має хідний температурний профіль (тобто задану гливласного приводу, необхідна наявність джерела бину шару, що має визначену температуру) живлення, здатного регулювати струм живлення в залежності від швидкості переміщення індукційної Істотною ознакою запропонованого способу є котушки 1 по поверхні виробу енергія, що подається до сталевої поверхні 3 Ця енергія повинна бути постійною, невиконання цієї Згідно З даним винаходом, це регулювання умови буде позначатися на якості роботи Якщо здійснюється в такий спосіб подавана енергія занадто мала, поверхня сталеІндукційна котушка 1, що безпосередньо подає вого виробу не досягне температури, необхідної тепло до сталевої поверхні 3, установлена на відля відшаровування від неї фарби або іржі Якщо льно обертовому коліщатку 2, що забезпечує заподавана енергія занадто велика, може бути подану відстань від указаної котушки 1 до поверхні З шкоджена фарба з іншого боку виробу, а відстала Коліщатко 2 зв'язане з тахометром 4, який посилає фарба може «приваритися» до поверхні, сигнали на регулятор 5 напруги в блоці трансформатора (не зображений) Завдяки цьому при збіВ автоматизованих варіантах здійснення вильшенні швидкості підвищується напруга живленнаходу описаний спосіб може забезпечувати опня, із ВІДПОВІДНИМ збільшенням КІЛЬКОСТІ енергії, тимальні режими видалення іржі або старої фарподаваної в одиницю часу Як наслідок, енергія, би підводжувана до одиничної площі, залишається Продуктивність, що досягається, може при незмінною, незалежно від швидкості цьому наближатися до теоретичної, а ефективність перетворення подаваної енергії може сягати Модуль 5 керування напругою (тобто регуля90% тор напруги) може містити стандартний силовий регулюючий компонент (СРК), такий як регулятор Даний винахід, який варто поєднувати з піскоімпедансу, тиристор або триак Вибір конкретного струминною обробкою лише при необхідності одетипу СРК залежить від конкретного застосування і ржання шорсткуватої поверхні, та зі змиванням бажаної функції струменем води для видалення водорозчинних забруднень, є привабливою альтернативою відоВ альтернативному варіанті може бути викомим рішенням Крім того, спосіб за винаходом ристана комбінація вищезгаданих СРК, із забезпеубиває бактерії та ІНШІ організми, що, як було ченням можливості реалізації різних функціональвстановлено, сприяють корозії них режимів Тахометр 4 може бути стробоскопічного типу Має бути зрозумілим, що фахівець у ВІДПОВІДабо бути будь-яким іншим лічильником числа обоНІЙ області в результаті ознайомлення з даним ротів, здатним формувати сигнали для модуля 5 описом разом із кресленням, що додається, зможе керування на основі СРК запропонувати модифікації або альтернативні варіанти, що не виходять за межі обсягу охорони та На додаток до регулювання частоти, сили ідеї даного винаходу, визначуваних у нижченавеструму та інших параметрів, може регулюватися деній формулі винаходу також відстань між індукційною котушкою 1 і ста ФЇГ. Підписано до друку 05 06 2003 р Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюAppliance for removing rust and paint
Назва патенту російськоюУстройство и способ для удаления ржавчины и краски
МПК / Мітки
Мітки: іржі, фарби, спосіб, видалення, пристрій
Код посилання
<a href="https://ua.patents.su/3-56367-pristrijj-ta-sposib-dlya-vidalennya-irzhi-ta-farbi.html" target="_blank" rel="follow" title="База патентів України">Пристрій та спосіб для видалення іржі та фарби</a>
Композиція фарби (варіанти), суміш лусочок оптично змінних пігментів для композиції фарби та захищений документ, в якому використана композиція фарби
Номер патенту: 52807
Опубліковано: 15.01.2003
Автори: Розумек Олів'є, Блейколм Антон, Мюллер Едгар
МПК: C09C 1/00, C09D 11/00
Мітки: використана, композиція, фарби, документ, лусочок, якому, варіанти, змінних, захищений, суміш, оптично, пігментів, композиції
Формула / Реферат:
1. Композиція фарби, що містить сполучне на основі полімерної смоли та лусочки першого оптично змінного дихроїчного пігменту, які складаються з подрібненої багатошарової тонкоплівкової структури, що створює ефект інтерференції та містить набір суцільно паралельних та плоских шарів, принаймні один з яких є повністю відбивним, має першу і другу плоскі поверхні, паралельні одна до одної, та покритий, принаймні на одній плоскій поверхні,...
Спосіб підготовки друкарської фарби до друку
Номер патенту: 33754
Опубліковано: 15.02.2001
Автори: Анісімова Світлана Вікторівна, Онишенко Тетяна Іванівна
МПК: C09D 7/00
Мітки: підготовки, друку, спосіб, фарби, друкарської
Текст:
...магнітного поля, Тл Час обробки, год. Липкість, відн. Одиниці до обробки після обробки Серія 2514 Жовта 0,4 Пурпурна 0,4 Голуба 0,4 Чорна 0,4 48 54 60 48 54 60 48 54 60 48 54 60 175,0 175,0 175,0 167,0 167,0 167,0 213,0 213,0 213,0 151,0 151,0 151,0 ________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97...
Пристрій для автоматичного регулювання процесу розкочування фарби в друкарських машинах
Номер патенту: 54192
Опубліковано: 17.02.2003
Автори: Гук Ігор Богданович, Бабінець Василь Михайлович, Никифорук Богдан Васильович, Верхола Михайло Іванович
МПК: B41F 31/00
Мітки: друкарських, фарби, розкочування, автоматичного, машинах, процесу, пристрій, регулювання
Формула / Реферат:
Пристрій для автоматичного регулювання процесу розкочування фарби в друкарських машинах, що містить розтиральний циліндр, пазовий кулачок, механічно зв'язаний з валом електродвигуна, вхід якого з'єднаний з блоком керування швидкістю обертання, задавальні елементи перетворення кута повороту в код, кінематично зв'язані входами з формним циліндром і пазовим кулачком, а виходами електрично зв'язані з входами першого суматора, імпульсні задавальні...
Спосіб видалення охолоді з продувочної фурми та пристрій для її видалення
Номер патенту: 37592
Опубліковано: 15.05.2001
Автори: Кліпін В'ячеслав Михайлович, Дюбін Валерій Юрійович, Кулєнцов Віктор Олександрович, Шильов Дмитро Миколайович, АГАРКОВ Віктор Якович, Кучеров Василь Андрійович
Мітки: фурми, пристрій, продувочної, видалення, охолоді, спосіб
Формула / Реферат:
(21) 2000010288(54) (57)Дата прийняття рішення01.08.2000 р.1. Спосіб видалення охолоді з продувочної фурми, що містить в собі оплавлення та змив розігрітої охолоді радіальними газовими струменями по периметру фурми одночасно двома потоками при переміщенні фурми знизу вгору, відрізняється тим, що оплавлення та змив створюють газокисневою сумішшю безпосередньо після закінчення продування, при цьому через 1-10...
Пристрій для осьового розкочування фарби в друкарських машинах
Номер патенту: 54191
Опубліковано: 17.02.2003
Автори: Бабінець Василь Михайлович, Никифорук Богдан Васильович, Гук Ігор Богданович, Верхола Михайло Іванович
МПК: B41F 31/00
Мітки: пристрій, осьового, друкарських, машинах, фарби, розкочування
Формула / Реферат:
Пристрій для осьового розкочування фарби в друкарських машинах, що містить розтиральні циліндри, кожний з яких кінематично зв'язаний з втулкою, що охоплює частину пазового кулачка, на якій встановлено ролик, регулювальне колесо фази траєкторії руху (циклового положення осьового переміщення) розтирального циліндра, з'єднане з валом, і пару зубчастих коліс, який відрізняється тим, що він додатково має механізм регулювання величини осьового ходу...
Попередній патент: Спосіб одержання лікарського засобу з плацентарних тканин
Наступний патент: Імідазопіридазини та лікарський засіб
Випадковий патент: Спосіб розробки рудних родовищ