Спосіб виготовлення гвинтових заготовок
Номер патенту: 56791
Опубліковано: 25.01.2011
Автори: Бобрик Віталй Володимирович, Васильків Василь Васильович

Формула / Реферат
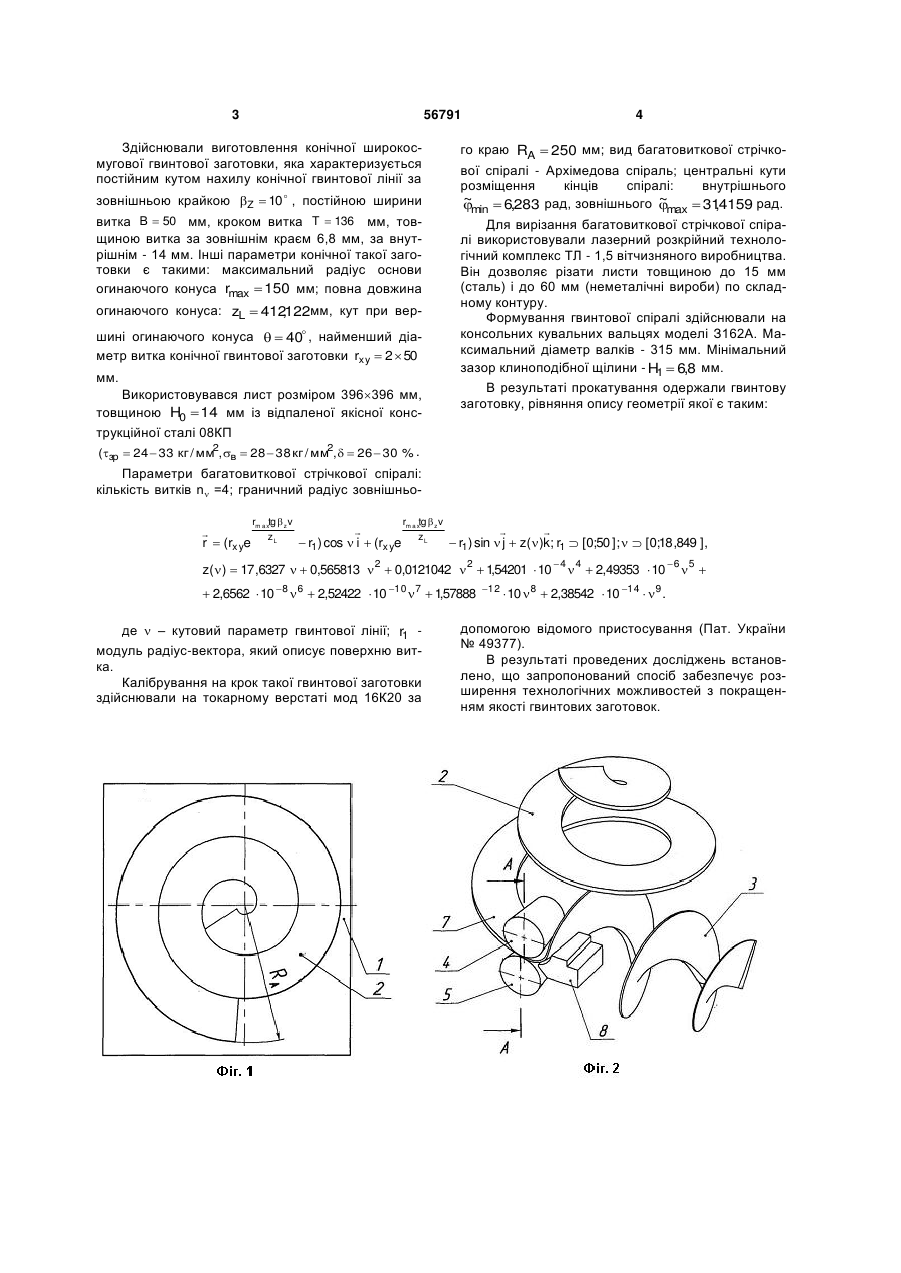
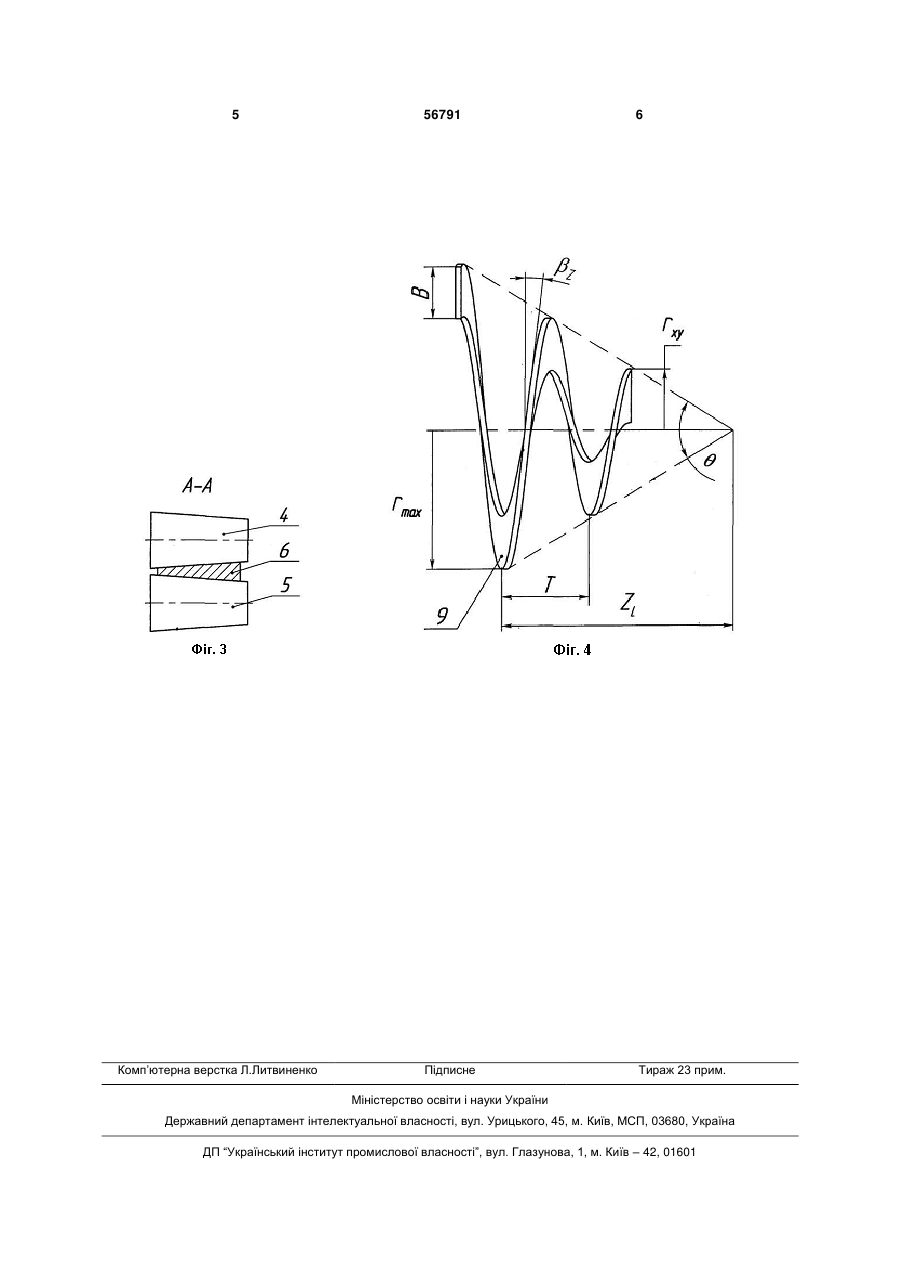
Спосіб виготовлення гвинтових заготовок, при якому здійснюють вирізування із листового прокату плоскої заготовки у вигляді багатовиткової стрічкової спіралі з наступним формуванням гвинтової спіралі і калібруванням її на крок, який відрізняється тим, що формування гвинтової спіралі здійснюють шляхом асиметричного обтискування багатовиткової стрічкової спіралі по її ширині за допомогою валків, які утворюють між собою клиноподібну щілину.
Текст
Спосіб виготовлення гвинтових заготовок, при якому здійснюють вирізування із листового прока 3 56791 Здійснювали виготовлення конічної широкосмугової гвинтової заготовки, яка характеризується постійним кутом нахилу конічної гвинтової лінії за зовнішньою крайкою Z 10 , постійною ширини витка B 50 мм, кроком витка T 136 мм, товщиною витка за зовнішнім краєм 6,8 мм, за внутрішнім - 14 мм. Інші параметри конічної такої заготовки є такими: максимальний радіус основи огинаючого конуса rmax 150 мм; повна довжина огинаючого конуса: zL 412122мм, кут при вер, шині огинаючого конуса 40 , найменший діаметр витка конічної гвинтової заготовки rx y 2 50 мм. Використовувався лист розміром 396396 мм, товщиною H0 14 мм із відпаленої якісної конструкційної сталі 08КП (зр 24 33 кг / мм2, в 28 38 кг / мм2, 26 30 % . 4 го краю RA 250 мм; вид багатовиткової стрічкової спіралі - Архімедова спіраль; центральні кути розміщення кінців спіралі: внутрішнього ~ ~ min 6,283 рад, зовнішнього max 314159 рад. , Для вирізання багатовиткової стрічкової спіралі використовували лазерний розкрійний технологічний комплекс ТЛ - 1,5 вітчизняного виробництва. Він дозволяє різати листи товщиною до 15 мм (сталь) і до 60 мм (неметалічні вироби) по складному контуру. Формування гвинтової спіралі здійснювали на консольних кувальних вальцях моделі З162А. Максимальний діаметр валків - 315 мм. Мінімальний зазор клиноподібної щілини - H1 6,8 мм. В результаті прокатування одержали гвинтову заготовку, рівняння опису геометрії якої є таким: Параметри багатовиткової стрічкової спіралі: кількість витків n =4; граничний радіус зовнішньо r (rx ye rm a xtg z v zL r1) cos i (rx ye rm a xtg z v zL r1) sin j z( )k; r1 [0;50 ]; [0;18 ,849 ], z( ) 17 ,6327 0,565813 2 0,0121042 2 154201 10 4 4 2,49353 10 6 5 , 2,6562 10 8 6 2,52422 10 10 7 1,57888 де – кутовий параметр гвинтової лінії; r1 модуль радіус-вектора, який описує поверхню витка. Калібрування на крок такої гвинтової заготовки здійснювали на токарному верстаті мод 16К20 за 12 10 8 2,38542 10 14 9 . допомогою відомого пристосування (Пат. України № 49377). В результаті проведених досліджень встановлено, що запропонований спосіб забезпечує розширення технологічних можливостей з покращенням якості гвинтових заготовок. 5 Комп’ютерна верстка Л.Литвиненко 56791 6 Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing screw blanks
Автори англійськоюVasylkiv Vasyl Vasyliovych, Bobryk Vitalii Volodymyrovych
Назва патенту російськоюСпособ изготовления винтовых заготовок
Автори російськоюВасилькив Василий Васильевич, Бобрик Виталий Владимирович
МПК / Мітки
МПК: B21D 11/06
Мітки: заготовок, виготовлення, спосіб, гвинтових
Код посилання
<a href="https://ua.patents.su/3-56791-sposib-vigotovlennya-gvintovikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення гвинтових заготовок</a>
Спосіб виготовлення гвинтових заготовок з листового прокату
Номер патенту: 50637
Опубліковано: 25.06.2010
Автори: Босюк Павло Володимирович, Васильків Василь Васильович, Радик Дмитро Леонидович
МПК: B21D 11/06
Мітки: гвинтових, прокату, листового, спосіб, виготовлення, заготовок
Формула / Реферат:
Спосіб виготовлення гвинтових заготовок з листового прокату, при якому здійснюють вирізування із листового прокату плоских заготовок у вигляді багатовиткової плоскої спіралі з наступним формуванням гвинтової спіралі і калібруванням її на крок, який відрізняється тим, що формування гвинтової спіралі здійснюють шляхом навивання на ребро на оправу з багатовиткової стрічкової спіралі.
Спосіб виготовлення профільних гвинтових заготовок з листового прокату
Номер патенту: 44500
Опубліковано: 12.10.2009
Автори: Васильків Василь Васильович, Радик Дмитро Леонидович
МПК: B21D 11/06
Мітки: спосіб, прокату, виготовлення, профільних, гвинтових, заготовок, листового
Формула / Реферат:
Спосіб виготовлення профільних гвинтових заготовок з листового прокату, при якому із листового прокату формують початкову заготовку, із якої вирізають профільну заготовку у вигляді багатовиткової стрічкової спіралі з наступним розтягуванням її на крок до утворення витків, який відрізняється тим, що початкову заготовку формують у вигляді еліптичної поверхні.
Спосіб виготовлення гвинтових заготовок з листового прокату
Номер патенту: 6426
Опубліковано: 16.05.2005
Автори: Гевко Іван Богданович, Васильків Василь Васильович, Радик Дмитро Леонидович
МПК: B21D 11/06
Мітки: спосіб, гвинтових, заготовок, прокату, виготовлення, листового
Формула / Реферат:
Спосіб виготовлення гвинтових заготовок з листового прокату, при якому здійснюють вирізування із листового прокату плоских заготовок з наступним розтягуванням на крок до утворення витків, який відрізняється тим, що заготовку вирізають у вигляді розгортки - багатовиткової стрічкової спіралі, причому кінець малого діаметра розкручують до розмірів необхідної гвинтової заготовки, а кінець великого діаметра скручують до необхідного розміру з...
Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 54203
Опубліковано: 25.10.2010
Автори: Васильків Василь Васильович, Радик Дмитро Леонидович
МПК: B21D 11/00
Мітки: гвинтових, виготовлення, спосіб, заготовок, широкосмугових
Формула / Реферат:
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із з'єднаних перемичками пластин зубців, які містять зовнішні та внутрішні крайки дугоподібної форми, формують на перемичках V-подібні гофри, навивають на ребро і калібрують на крок, який відрізняється тим, що у зубчастій заготовці вирізають зовнішні крайки пластин зубців з радіусом кривини
Спосіб виготовлення гвинтових заготовок з листового прокату
Номер патенту: 50091
Опубліковано: 25.05.2010
Автори: Босюк Павло Володимирович, Васильків Василь Васильович, Радик Дмитро Леонидович
МПК: B21D 11/06
Мітки: виготовлення, листового, гвинтових, заготовок, спосіб, прокату
Формула / Реферат:
Спосіб виготовлення гвинтових заготовок з листового прокату, при якому здійснюють вирізування із листового прокату заготовки у вигляді плоскої багатовиткової стрічкової спіралі з наступним формуванням витків гвинтової заготовки і розтягування на крок, який відрізняється тим, що плоску багатовиткову стрічкову спіраль вирізують з профілем у вигляді кільцевих сегментів, з'єднаних по торцях перетинками, а формування витків гвинтової заготовки...
Попередній патент: Спосіб виготовлення широкосмугових гвинтових заготовок
Наступний патент: Спосіб виготовлення гофрованих гвинтових заготовок
Випадковий патент: Спосіб нагрівання води в екранних поверхнях газового котла