Спосіб виготовлення гофрованих гвинтових заготовок
Номер патенту: 56792
Опубліковано: 25.01.2011
Автори: Босюк Павло Володимирович, Радик Дмитро Леонидович, Васильків Василь Васильович

Формула / Реферат
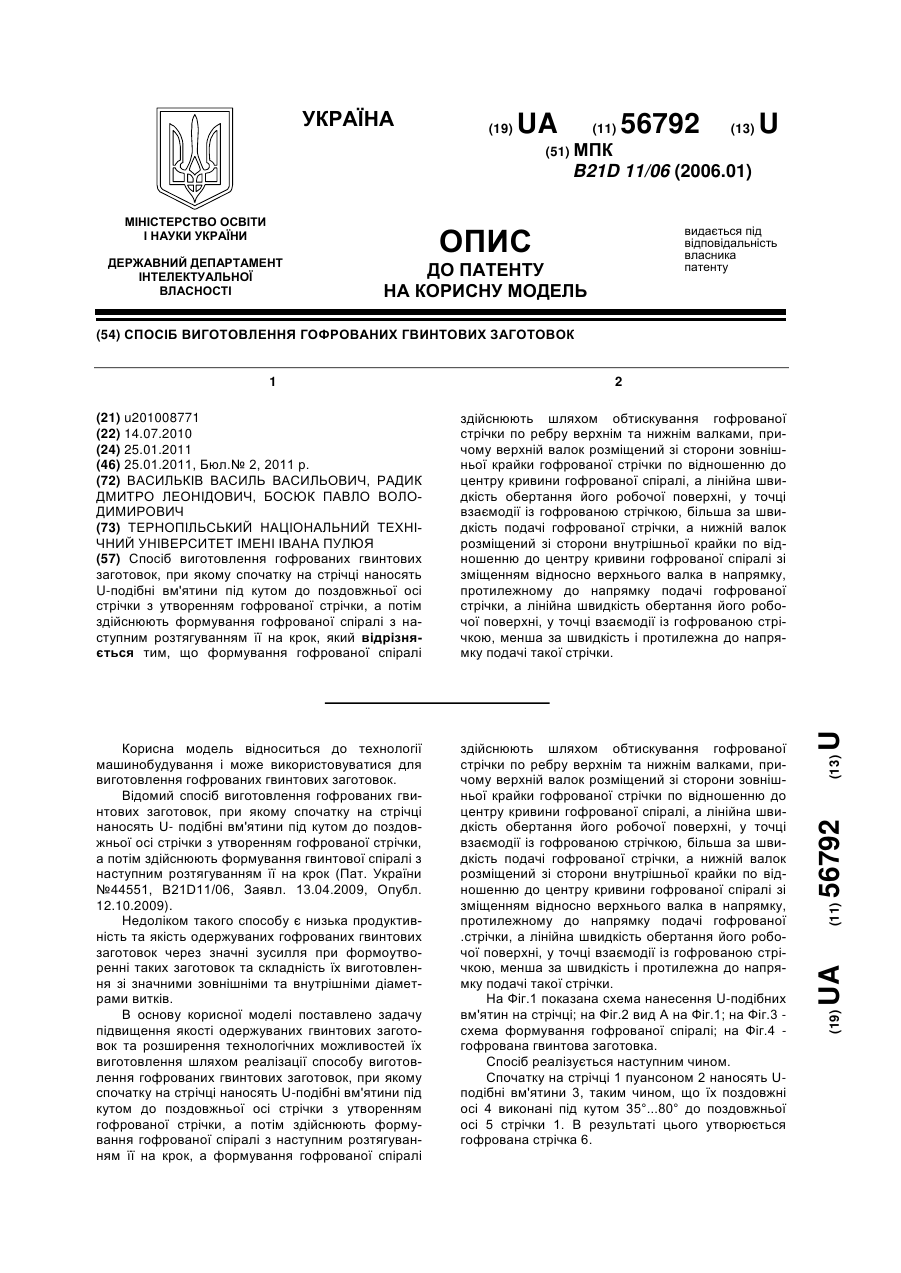
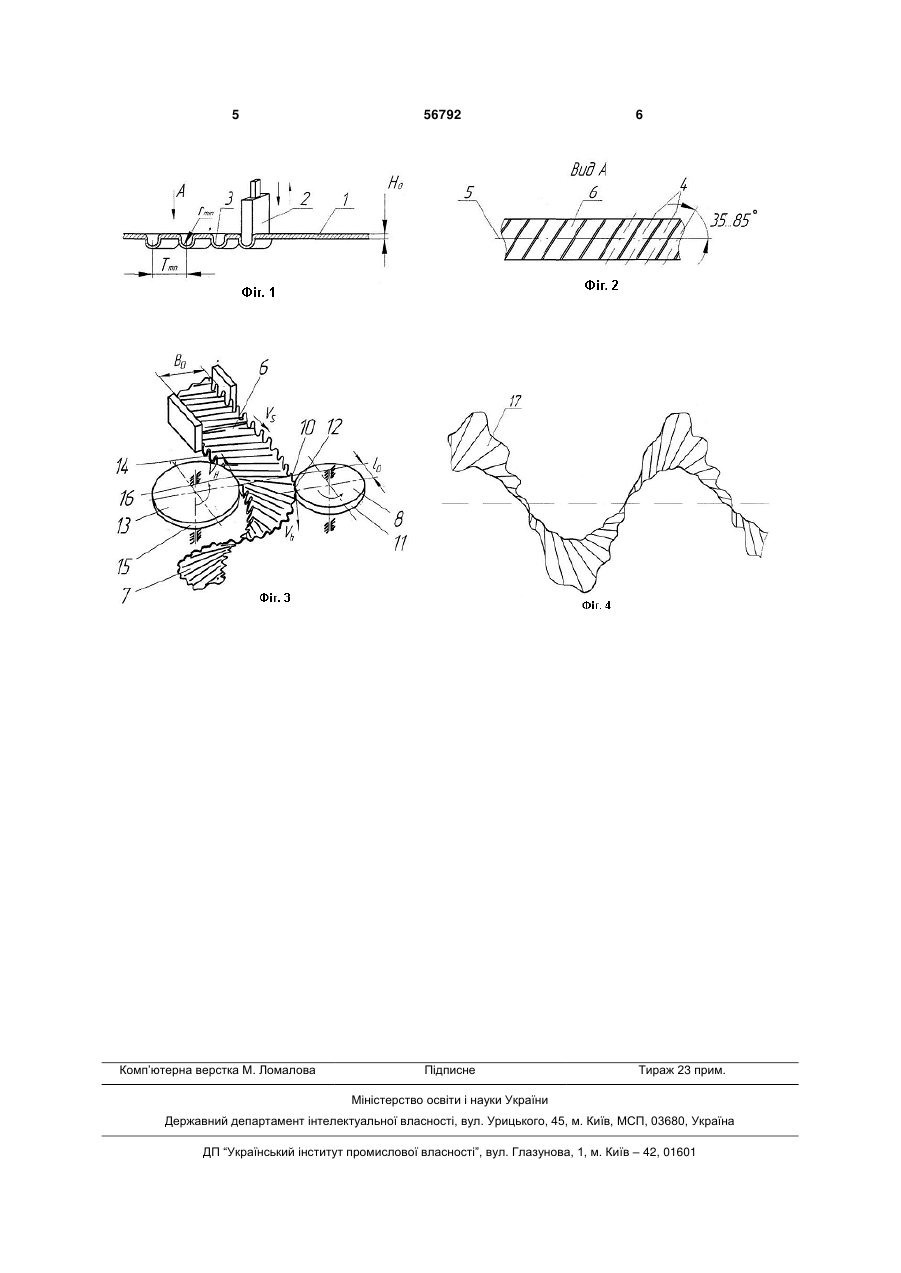
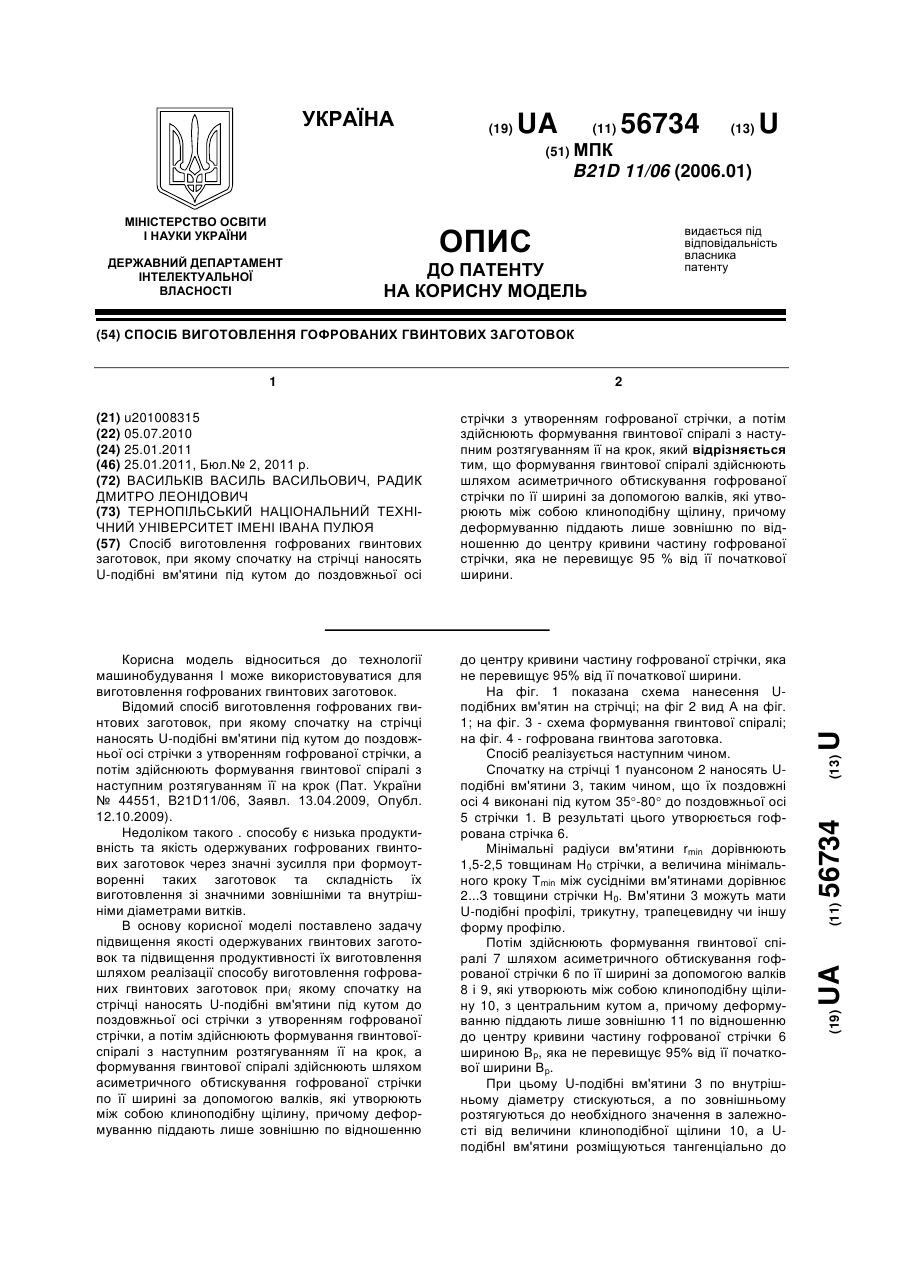
Спосіб виготовлення гофрованих гвинтових заготовок, при якому спочатку на стрічці наносять U-подібні вм'ятини під кутом до поздовжньої осі стрічки з утворенням гофрованої стрічки, а потім здійснюють формування гофрованої спіралі з наступним розтягуванням її на крок, який відрізняється тим, що формування гофрованої спіралі здійснюють шляхом обтискування гофрованої стрічки по ребру верхнім та нижнім валками, причому верхній валок розміщений зі сторони зовнішньої крайки гофрованої стрічки по відношенню до центру кривини гофрованої спіралі, а лінійна швидкість обертання його робочої поверхні, у точці взаємодії із гофрованою стрічкою, більша за швидкість подачі гофрованої стрічки, а нижній валок розміщений зі сторони внутрішньої крайки по відношенню до центру кривини гофрованої спіралі зі зміщенням відносно верхнього валка в напрямку, протилежному до напрямку подачі гофрованої стрічки, а лінійна швидкість обертання його робочої поверхні, у точці взаємодії із гофрованою стрічкою, менша за швидкість і протилежна до напрямку подачі такої стрічки.
Текст
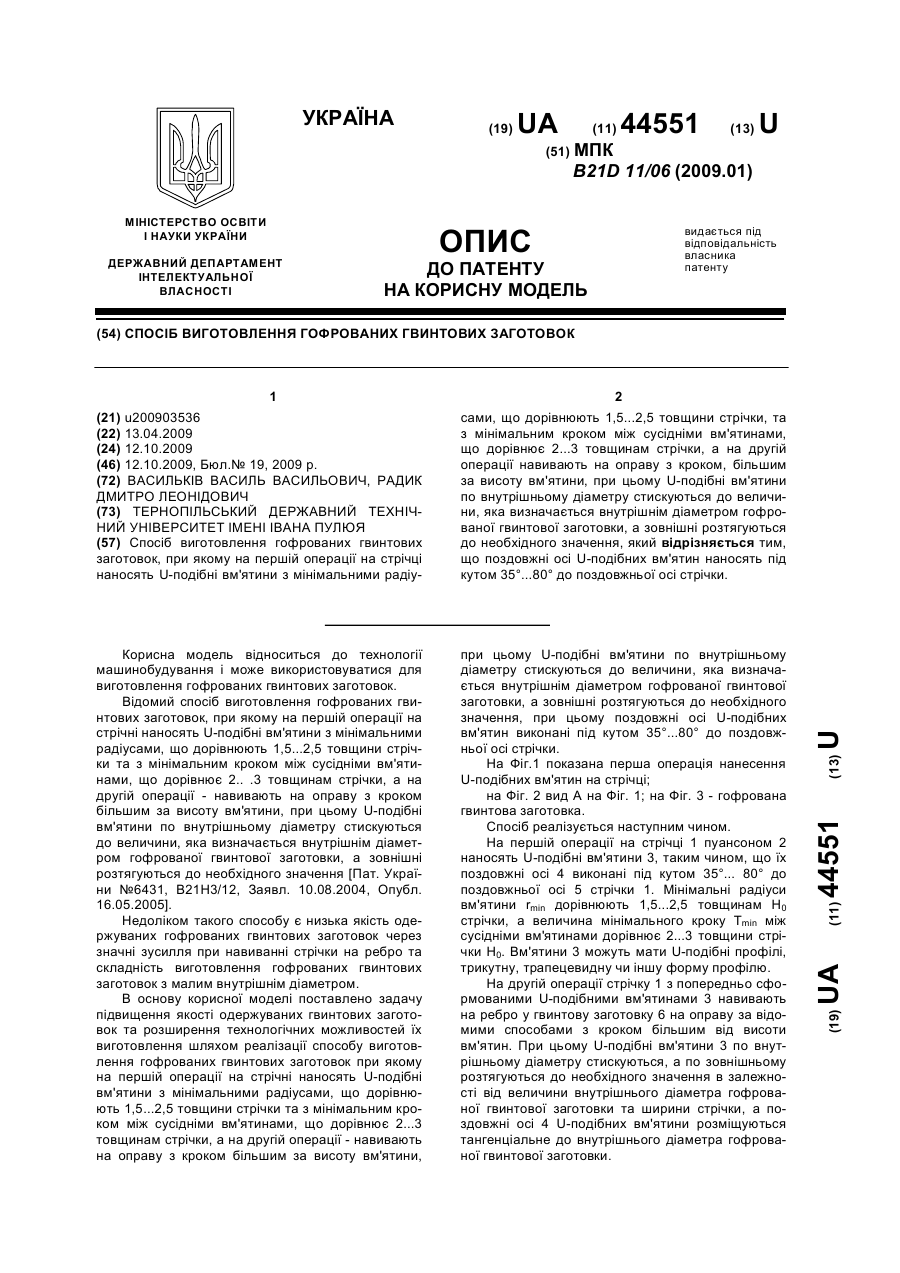
Спосіб виготовлення гофрованих гвинтових заготовок, при якому спочатку на стрічці наносять U-подібні вм'ятини під кутом до поздовжньої осі стрічки з утворенням гофрованої стрічки, а потім здійснюють формування гофрованої спіралі з наступним розтягуванням її на крок, який відрізняється тим, що формування гофрованої спіралі 3 Мінімальні радіуси вм'ятини rmin дорівнюють 1,5...2,5 товщинам H0 стрічки, а величина мінімального кроку Tmin між сусідніми вм'ятинами дорівнює 2...З товщини стрічки H0 . Вм'ятини 3 можуть мати U-подібні профілі, трикутну, трапецевидну чи іншу форму профілю. Формування гофрованої спіралі 7 здійснюють шляхом обтискування гофрованої стрічки 6 по ребру верхнім 8 та нижнім 9 валками. Верхній валок 8 розміщений зі сторони зовнішньої крайки 10 по відношенню до центру кривини гофровано спіралі 7, а лінійна швидкість обертання Vh його робочої поверхні 11, у точці взаємодії 12 із гофрованою стрічкою 6, більша за швидкість VS подачі такої стрічки. Нижній валок 13 розміщений зі сторони внутрішньої крайки 14 по відношенню до центру кривини гофрованої спіралі 7 зі зміщенням відносно верхнього валка 8 на величину l 0 в напрямку, протилежному до напрямку швидкості VS подачі гофрованої стрічки 6, а лінійна швидкість обертання VH його робочої поверхні 15, у точці взаємодії 16 із гофрованою стрічкою 6, менша за швидкість VS і протилежна до напрямку подачі такої стрічки. При цьому U-подібні вм'ятини 3 по внутрішньому діаметру стискуються, а по зовнішньому розтягуються до необхідного значення під впливом фрикційної взаємодії роликів із крайками гофрованої стрічки та різниці швидкостей таких крайок, а U-подібні вм'ятини розміщуються тангенціально до внутрішнього діаметра гофрованої гвинтової заготовки. Потім здійснюють розтягуванням на крок одержаної гофрованої спіралі 7 за відомими способами з утворенням гофрованої гвинтової заготовки 17 із необхідними діаметральними і кроковим параметрами. Приклад конкретного виконання способу. 56792 4 Виготовлення гофрованої гвинтової заготовки здійснювали з такими параметрами: внутрішній діаметр - 220мм; зовнішній діаметр - 360мм; крок 80мм. Для виготовлення використовували стрічку шириною B 0 =28мм, і товщиною 1,5мм із відпаленого дюралюмінію Д16М 2, 21кг / мм, 12 %) . зр 15 кг / мм b Формування U-подібних вм'ятин здійснювали на пресі потужністю 25т. Параметри U-подібних вм'ятин: радіус вм'ятин 4мм; крок 24мм; висота вм'ятини 16мм; кут нахилу U-подібних вм'ятин до поздовжньої осі стрічки 56°. Формування гвинтової спіралі здійснювали шляхом обтискування гофрованої стрічки по ребру верхнім валком діаметром 120мм та нижнім валком діаметром 60мм. Величина зміщення валків l0 22 мм. Лінійна швидкість обертання робочої поверхні верхнього валка Vh 0,8 м/хв., лінійна швидкість обертання робочої поверхні нижнього валка VH 0,5 м/хв., лінійна швидкість подачі гофрованої стрічки VH 0,6 м/хв. В результаті одержали гофровану гвинтову заготовку, параметри гофрів якої наступні: висота гофрів за внутрішнім діаметром 28 мм; висота гофрів за зовнішнім діаметром - 14 мм; кут нахилу гофрів до тангенціальної лінії, проведеної до внутрішнього діаметра гофрованої гвинтової заготовки 16°. Таким чином, запропонований спосіб дозволяє одержувати гофровані гвинтові заготовки, які характеризуються підвищеною якістю, підвищеною продуктивністю та незначними зусиллями їх формоутворення та розширеними технологічними можливостями через можливість одержання таких заготовок зі значними внутрішніми діаметрами. 5 Комп’ютерна верстка М. Ломалова 56792 6 Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing corrugated screw blanks
Автори англійськоюVasylkiv Vasyl Vasyliovych, Radyk Dmytro Leonidovych, Bosiuk Pavlo Volodymyrovych
Назва патенту російськоюСпособ изготовления гофрированных винтовых заготовок
Автори російськоюВасилькив Василий Васильевич, Радик Дмитрий Леонидович, Босюк Павел Владимирович
МПК / Мітки
МПК: B21D 11/06
Мітки: гофрованих, гвинтових, заготовок, спосіб, виготовлення
Код посилання
<a href="https://ua.patents.su/3-56792-sposib-vigotovlennya-gofrovanikh-gvintovikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення гофрованих гвинтових заготовок</a>
Спосіб виготовлення гофрованих гвинтових заготовок
Номер патенту: 56734
Опубліковано: 25.01.2011
Автори: Васильків Василь Васильович, Радик Дмитро Леонидович
МПК: B21D 11/06
Мітки: заготовок, спосіб, виготовлення, гвинтових, гофрованих
Формула / Реферат:
Спосіб виготовлення гофрованих гвинтових заготовок, при якому спочатку на стрічці наносять U-подібні вм'ятини під кутом до поздовжньої осі стрічки з утворенням гофрованої стрічки, а потім здійснюють формування гвинтової спіралі з наступним розтягуванням її на крок, який відрізняється тим, що формування гвинтової спіралі здійснюють шляхом асиметричного обтискування гофрованої стрічки по її ширині за допомогою валків, які утворюють між собою...
Спосіб виготовлення гофрованих гвинтових заготовок
Номер патенту: 44551
Опубліковано: 12.10.2009
Автори: Васильків Василь Васильович, Радик Дмитро Леонидович
МПК: B21D 11/06
Мітки: заготовок, виготовлення, гофрованих, спосіб, гвинтових
Формула / Реферат:
Спосіб виготовлення гофрованих гвинтових заготовок, при якому на першій операції на стрічці наносять U-подібні вм'ятини з мінімальними радіусами, що дорівнюють 1,5...2,5 товщини стрічки, та з мінімальним кроком між сусідніми вм'ятинами, що дорівнює 2...3 товщинам стрічки, а на другій операції навивають на оправу з кроком, більшим за висоту вм'ятини, при цьому U-подібні вм'ятини по внутрішньому діаметру стискуються до величини, яка...
Спосіб виготовлення гофрованих гвинтових заготовок
Номер патенту: 28466
Опубліковано: 10.12.2007
Автор: Дячун Андрій Євгенович
МПК: B21H 3/00
Мітки: спосіб, виготовлення, заготовок, гвинтових, гофрованих
Формула / Реферат:
Спосіб виготовлення гофрованих гвинтових заготовок, що включає деформування стрічки прямокутного поперечного перерізу кінематично зв’язаними валками із рівномірно виконаними по колу формувальними зубами, який відрізняється тим, що формування здійснюють двома циліндричними валками, причому на одному із них у процесі роботи змінюють кут нахилу формувальних зубів відносно його осі обертання за допомогою механізму регулювання.
Пристрій для виготовлення гвинтових гофрованих заготовок
Номер патенту: 42572
Опубліковано: 10.07.2009
Автори: Радик Дмитро Леонидович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: заготовок, пристрій, гвинтових, гофрованих, виготовлення
Формула / Реферат:
Пристрій для виготовлення гвинтових гофрованих заготовок, який виконано у вигляді механізму подачі стрічки, опори, а також формувальної основи з торцевою зубчастою поверхнею і формувального зубчастого валка, встановлених з можливістю зубчастого зачеплення між собою через товщину стрічкової заготовки, який відрізняється тим, що западини зубів формувальної основи виконані рівноширокими і рівноглибокими, а формувальний валок виконаний...
Спосіб виготовлення гвинтових гофрованих заготовок

Номер патенту: 26885
Опубліковано: 10.10.2007
Автори: Дячун Андрій Євгенович, Драган Андрій Петрович, Гевко Роман Богданович, Гладьо Юрій Богданович
МПК: B21H 3/00
Мітки: виготовлення, гвинтових, заготовок, гофрованих, спосіб
Формула / Реферат:
Спосіб виготовлення гвинтових гофрованих заготовок, що включає деформування стрічки прямокутного перерізу валками, який відрізняється тим, що на першій операції здійснюють відрізання смуги необхідної ширини і довжини, на другій операції здійснюють формоутворення гофрів заданої форми і розмірів за допомогою ортогональних або неортогональних формоутворюючих конічних інструментів і упорної шайби, встановленої на більшому торці ведучого конічного...
Попередній патент: Спосіб виготовлення гвинтових заготовок
Наступний патент: Станція гарячого газу
Випадковий патент: Напій березово-яблучний "надія"