Спосіб виготовлення кільцевих деталей
Номер патенту: 58189
Опубліковано: 11.04.2011
Автори: Кліско Андрій Валерійович, Гожій Сергій Петрович, Ландар Роман Миколайович, Носенко Андрій Ігорович

Формула / Реферат
Спосіб виготовлення кільцевих деталей, який полягає в тому, що пруток навивають по прямолінійній твірній циліндра та від навитої його частини відокремлюють заготовки у вигляді гвинтового кільця із стиковим зазором в плані, збирають їх на оправці в пакет з орієнтацією вздовж стикових зазорів, пакет заготовок стискають на цій оправці вздовж осі, при стисканні пакета кілець на оправці їх торцеві поверхні стають плоскими, і в такому стані заварюють місця спільних стикових зазорів спільним швом, чим утворюють нероз'ємну зварну конструкцію, її спільний зварний шов зачищають з зовнішніх сторін, потім від цієї зварної конструкції відокремлюють крутильним моментом окремі кільця, які об'ємно деформують технологічним зусиллям, який відрізняється тим, що відокремлення гвинтової заготовки проводять вздовж гвинтової траєкторії, що проходить по зовнішній циліндричній поверхні навитої частини та під кутом 90 градусів до гвинтових бічних поверхонь кожного витка, а при стисканні кілець на оправці утворюють прямолінійний спільний стиковий зазор.
Текст
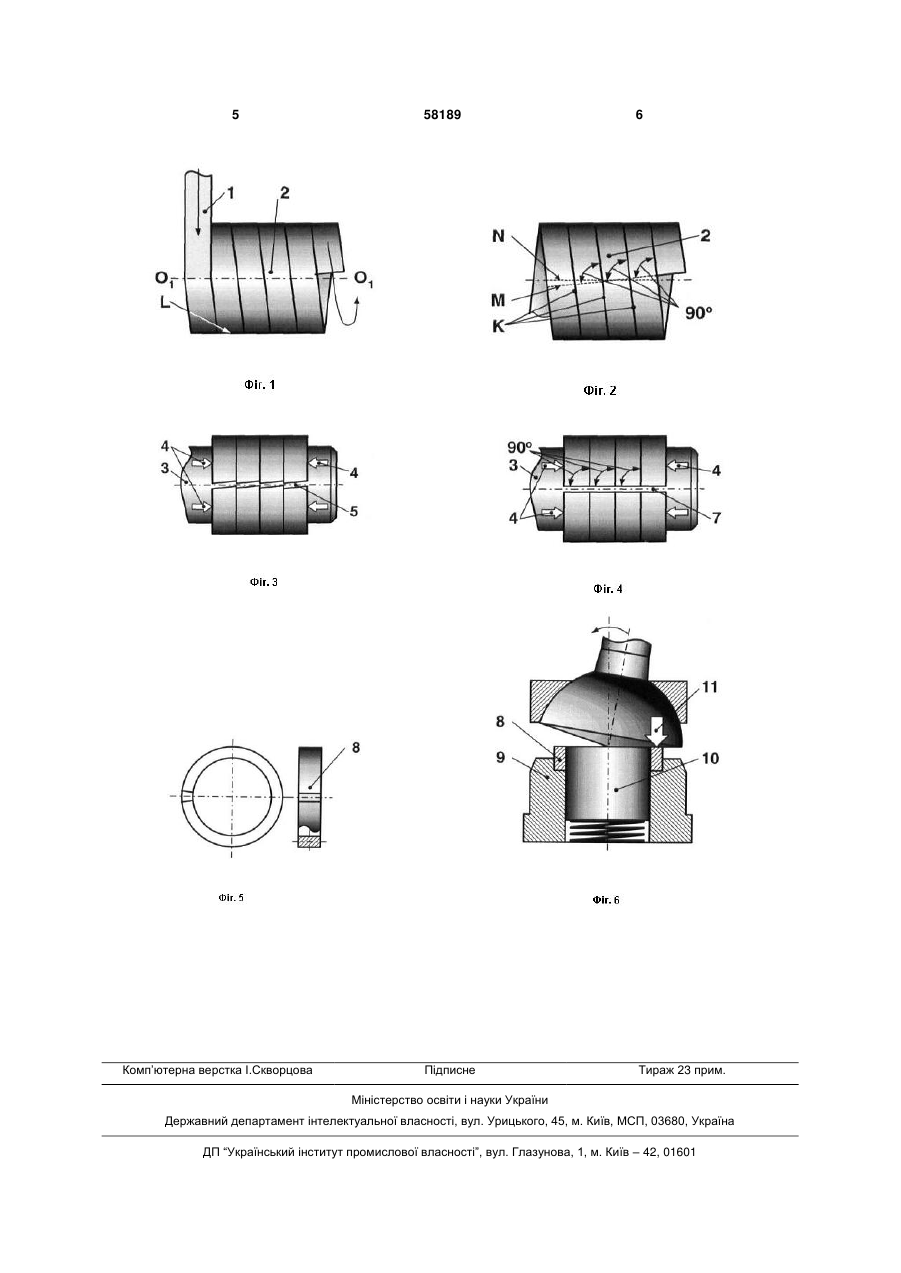
Спосіб виготовлення кільцевих деталей, який полягає в тому, що пруток навивають по прямолінійній твірній циліндра та від навитої його частини відокремлюють заготовки у вигляді гвинтового кільця із стиковим зазором в плані, збирають їх на оправці в пакет з орієнтацією вздовж стикових за 3 зазору, що гарантує якість утворення зварного шва і деталей при максимальній продуктивності, яка досягається відповідним прямолінійним рухом зварювального електроду вздовж спільного стикового зазору. Поставлена задача досягається тим, що, в способі виготовлення кільцевих деталей, який полягає в тому, що пруток навивають по прямолінійній твірній циліндру та від навитої його частини відокремлюють заготовки у вигляді гвинтового кільця із стиковим зазором в плані, збирають їх на оправці в пакет з орієнтацією вздовж стикових зазорів, пакет заготовок стискають на цій оправці вздовж осі, при стисканні пакету кілець на оправці їх торцеві поверхні стають плоскими і в такому стані заварюють спільний стиковий зазор спільним швом, чим утворюють нероз'ємну зварну конструкцію, її спільний зварний шов зачищають з зовнішніх сторін, потім від цієї зварної конструкції відокремлюють крутильним моментом окремі кільця, які об'ємно деформують технологічним зусиллям, новим є те, що відокремлення гвинтової заготовки проводять вздовж гвинтової траєкторії, що проходить по зовнішній циліндричній поверхні навитої частини та під кутом 90 градусів до гвинтових бічних поверхонь кожного витка, і при стисканні кілець на оправці утворюють прямолінійний спільний стиковий зазор. Спосіб ілюструється кресленнями, де на Фіг. 1 зображено навивання прутка по прямолінійній твірній циліндру; на Фіг. 2 зображені траєкторії по яким проводиться відокремлення гвинтового кільця від навитої частини прутка; на Фіг. 3 зображено зигзагоподібну форму спільного стикового зазору при стисканні кілець на оправці; на Фіг. 4 зображено прямолінійну форму спільного стикового зазору при стисканні кілець на оправці; на Фіг. 5 зображено зварну кільцеву заготовку, що відокремлена скручуванням від зварної конструкції; на Фіг. 6 зображено процес об'ємного деформування обкочуванням зварної кільцевої заготовки. Спосіб виготовлення кільцевих деталей полягає в наступному. Пруток 1 (Фіг. 1) відповідного поперечного перетину навивають з утворенням прямолінійної твірної циліндру L з віссю O1-О1 чим утворюють навиту частину 2. Навиту частину 2 розділяють на окремі гвинтові кільця вздовж або 58189 4 прямолінійної траєкторії N (Фіг. 2), або гвинтової траєкторії М, що проходить по зовнішній циліндричній поверхні навитої частини 2 та під кутом 90 градусів до гвинтових бічних поверхонь К кожного витка. Зокрема, при відокремленні по прямолінійній траєкторії N гвинтові кільця зібрані в пакет на оправці 3 (Фіг. 3) і стиснуті вздовж осі зусиллям 4 деформуються і мають спільний стиковий зигзагоподібний зазор 5. Для заварювання спільного стикового зигзагоподібного зазору 5 необхідно надати відповідні зигзагоподібні рухи зварювальному електроду, що збільшує час на операцію зварювання, ускладнює конструкцію зварювального обладнання та знижує якість зварного шва із-за збільшення площі зовнішньої поверхні. Перелічені недоліки відсутні при заварюванні спільного стикового прямолінійного зазору 7 (Фіг. 4), який утворюється при відокремленні гвинтових кілець по гвинтовій траєкторії М. Гвинтові кільця зібрані в пакет на оправці 3 стиснуті вздовж осі зусиллям 4 пружно деформуються і мають спільний стиковий прямолінійний зазор 7. В утвореному стиковому прямолінійному зазорі 7 місця спільних стиків заварюють прямолінійним рухом зварювального електроду з утворенням спільного прямолінійного зварного шва вздовж всього пакету. Після зняття з оправки утворюється зварна конструкція у вигляді труби, яка складаються з кілець, що скріплені між собою спільним прямолінійним зварним швом. Після заварювання зачищають спільний прямолінійний зварний шов з зовнішніх сторін. Від зварної конструкції скручуванням, відносно подовжньої осі спільного зварного шва, відокремлюють окремі зварні кільцеві заготовки 8 (Фіг. 5). На останньому етапі (Фіг. 6) зварну кільцеву заготовку 8 об'ємно деформують в штампі 9 з рухомою внутрішньою підпружиненою оправкою 10 технологічним обкочувальним зусиллям 11 до отримання кінцевих розмірів і форми готової деталі. Таким чином, даний спосіб дозволяє забезпечити якісне утворення прямолінійного зварного шва і деталей при максимальній продуктивності, що досягаєтьсявідповідним прямолінійним рухом зварювального електроду вздовж спільного стикового зазору. 5 Комп’ютерна верстка І.Скворцова 58189 6 Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing ring components
Автори англійськоюHozhii Serhii Petrovych, Klisko Andrii Valeriiovych, Nosenko Andrii Ihorovych, Landar Roman Mykolaiovych
Назва патенту російськоюСпособ изготовления кольцевых деталей
Автори російськоюГожий Сергей Петрович, Клиско Андрей Валерьевич, Носенко Андрей Игоревич, Ландар Роман Николаевич
МПК / Мітки
МПК: B21D 53/16, B21D 11/06
Мітки: деталей, кільцевих, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/3-58189-sposib-vigotovlennya-kilcevikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення кільцевих деталей</a>
Спосіб виготовлення кільцевих деталей
Номер патенту: 25420
Опубліковано: 10.08.2007
Автори: Демченко Діна Сергіївна, Гожій Сергій Петрович, Кривда Леонід Трохимович
МПК: B21D 37/00
Мітки: деталей, кільцевих, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення кільцевих деталей, який полягає в тому, що з прутка отримують заготовки у вигляді кільця зі стиковим зазором, збирають їх на оправці в пакет з орієнтацією вздовж стикових зазорів, пакет заготовок стискають на цій оправці вздовж осі і в такому стані заварюють місця спільних стикових зазорів спільним швом, чим утворюють нероз'ємну зварну конструкцію, її спільний зварний шов зачищають з зовнішніх сторін, потім від цієї...
Спосіб виготовлення кільцевих деталей
Номер патенту: 57704
Опубліковано: 10.03.2011
Автори: Гожій Сергій Петрович, Ландар Роман Миколайович, Кліско Андрій Валерійович, Носенко Андрій Ігорович
МПК: B21D 7/022, B21D 37/00
Мітки: спосіб, виготовлення, кільцевих, деталей
Формула / Реферат:
Спосіб виготовлення кільцевих деталей, що включає отримання із прямолінійного прутка заготовок у вигляді кілець із стиковим зазором, збирання цих кілець на оправці в пакет з орієнтацією вздовж стикових зазорів, стискання пакета заготовок на оправці осьовим зусиллям і заварювання в такому стані стикових зазорів спільним швом для утворення нероз'ємної зварної конструкції, наступного зачищення спільного зварного шва з зовнішніх сторін,...
Спосіб виготовлення кільцевих деталей
Номер патенту: 15241
Опубліковано: 15.06.2006
Автори: Кривда Леонід Трохимович, Гожій Сергій Петрович
МПК: B21D 37/00
Мітки: виготовлення, спосіб, кільцевих, деталей
Формула / Реферат:
Спосіб виготовлення кільцевих деталей, який полягає в тому, що попередньо отриману кільцеву заготовку об'ємно деформують технологічним зусиллям, який відрізняється тим, що від прутка відокремлюють прямолінійні заготовки і згинають їх в кільця з мінімальним технологічним стиковим зазором, гнуті кільця збирають на оправці в пакет з орієнтацією вздовж стикових зазорів, пакет гнутих кілець стискають на цій оправці вздовж осі і в такому стані...
Спосіб виготовлення кільцевих деталей
Номер патенту: 38904
Опубліковано: 26.01.2009
Автори: Куріхін Віктор Сергійович, Білан Олександр Миколайович, Калюжний Володимир Леонідович
МПК: B21D 7/00
Мітки: деталей, кільцевих, виготовлення, спосіб
Формула / Реферат:
1. Спосіб виготовлення кільцевих деталей, що включає попередній підгін кінців заготовки, розміщення заготовки у матриці та деформування її середньої частини пуансоном, який відрізняється тим, що кожний кінець заготовки підгинають на частину її кола, а іншу частину заготовки деформують до утворення кільця.2. Спосіб за п. 1, який відрізняється тим, що деформацію до утворення кільця проводять на матриці, виконаній у вигляді роликів,...
Спосіб виготовлення кільцевих деталей з композиційних матеріалів, переважно, на основі алюмінієвих сплавів
Номер патенту: 13310
Опубліковано: 28.02.1997
Автори: Дробчик Володимир Максимович, Дешко Олександр Володимирович, Афонін Володимир Михайлович, Кладницький Євгеній Іванович, Голдовська Галина Валентинівна, Банас Федір Павлович, Трутнєв Володимир Володимирович
МПК: B22D 19/02, C22C 49/00
Мітки: переважно, алюмінієвих, основі, виготовлення, спосіб, кільцевих, деталей, матеріалів, композиційних, сплавів
Формула / Реферат:
(57) Способ изготовления кольцевых дета лей из композиционных материалов, пре имущественно, на основе алюминиевых сплавов, включающий размещение на цилиндрической подложке армирующего эле мента, размещение на нем углеродной ткани, помещение подложки с армирующим элементом в литейную форму, вакуумирование, подачу расплавленного алюминиевого сплава в литейную форму, пропитку армирующего элемента алюминиевым сплавом под избыточным давлением,...
Попередній патент: Стаціонарний міксер
Наступний патент: Теплообмінний блок теплоутилізатора
Випадковий патент: Спосіб плавлення мінеральної сировини в вагранці