Спосіб електроерозійної обробки фасонних порожнин
Формула / Реферат
Спосіб електроерозійної обробки фасонних порожнин в органічному середовищі, який відрізняється тим, що обробку здійснюють комбінованим електричним розрядом в три стадії: на першій ведуть чорнову обробку рельєфної частини порожнини імпульсним електричним розрядом (ЕІмО - електроімпульсна обробка) при нерухомому (або малорухомому: V < 0,5 м/с) органічному середовищі; на другій ведуть чорнову (високопродуктивну) обробку основного об'єму матеріалу порожнини електричною дугою в потужному поперечному потоці органічного середовища (РОД - розмірна обробка дугою); на третій ведуть чистову обробку порожнини імпульсним електричним розрядом (ЕІмО) в нерухомому (або малорухомому: V < 0,5 м/с) органічному середовищі.
Текст
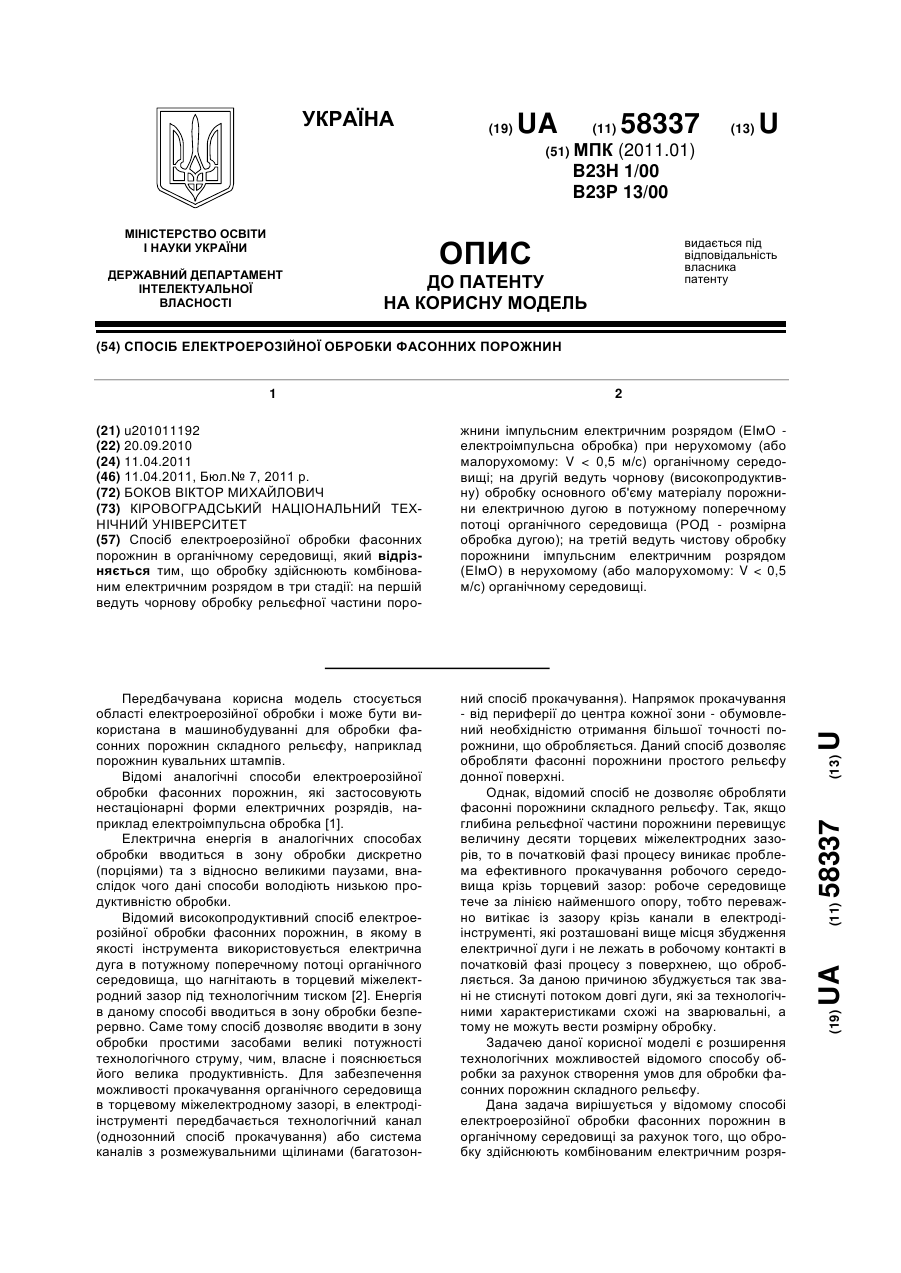
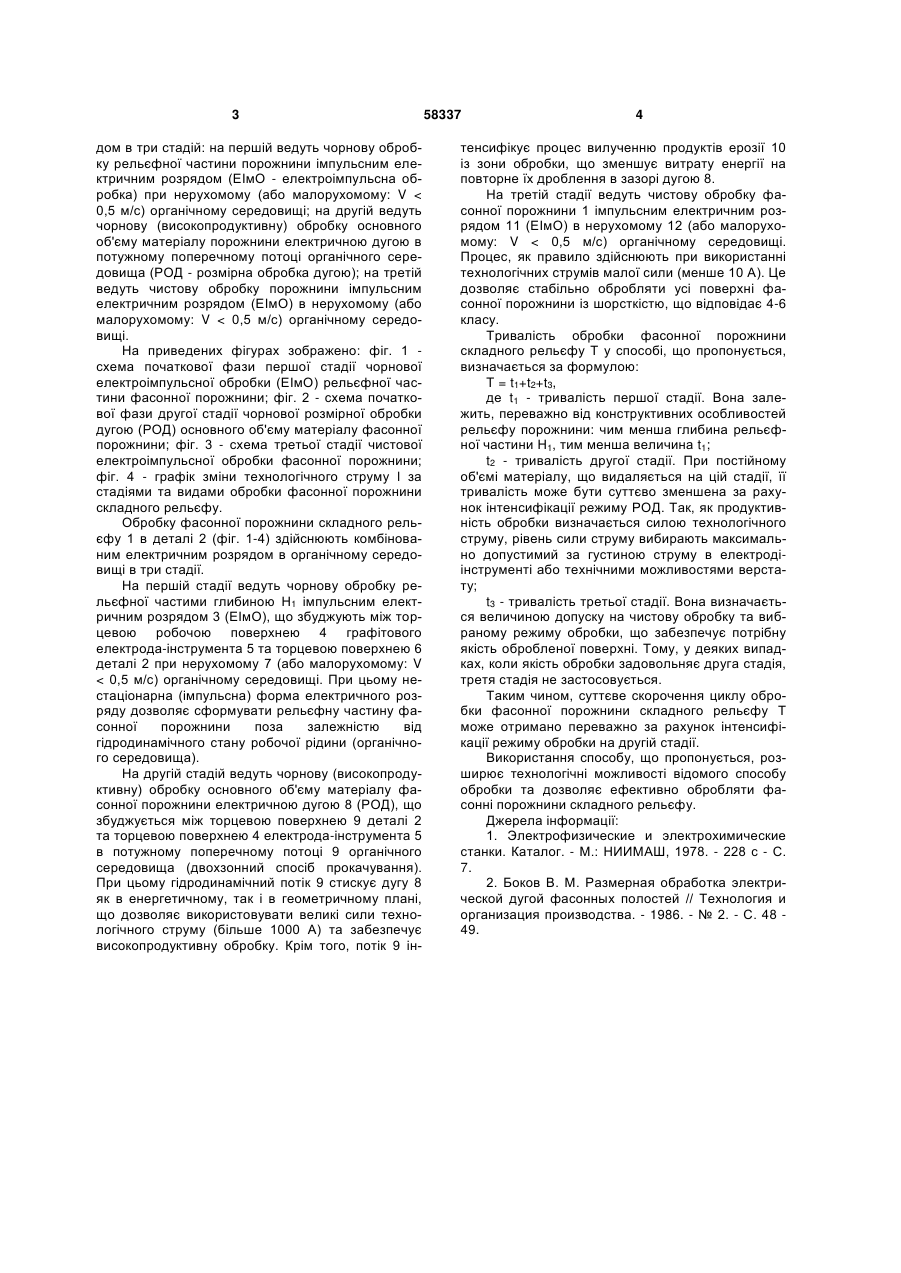
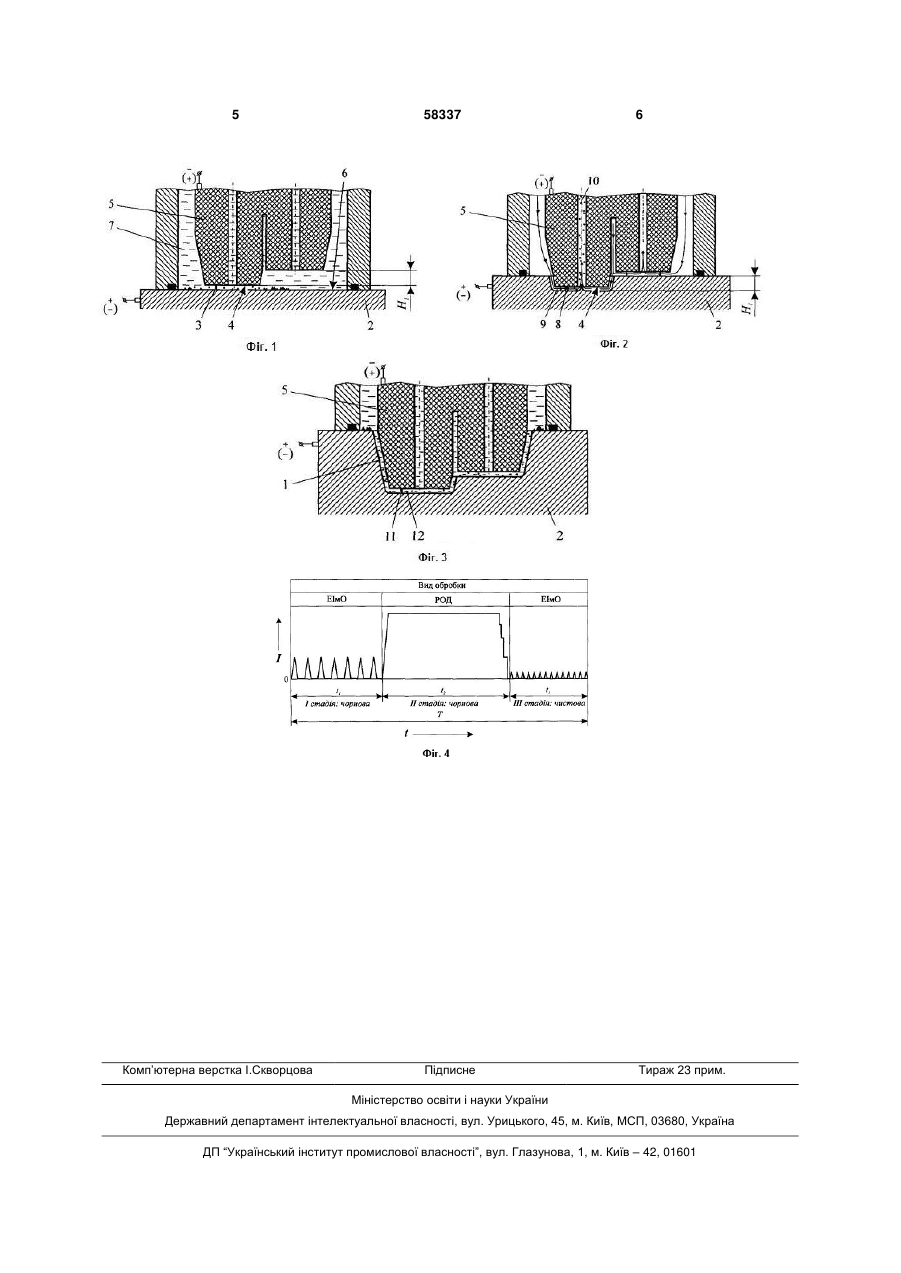
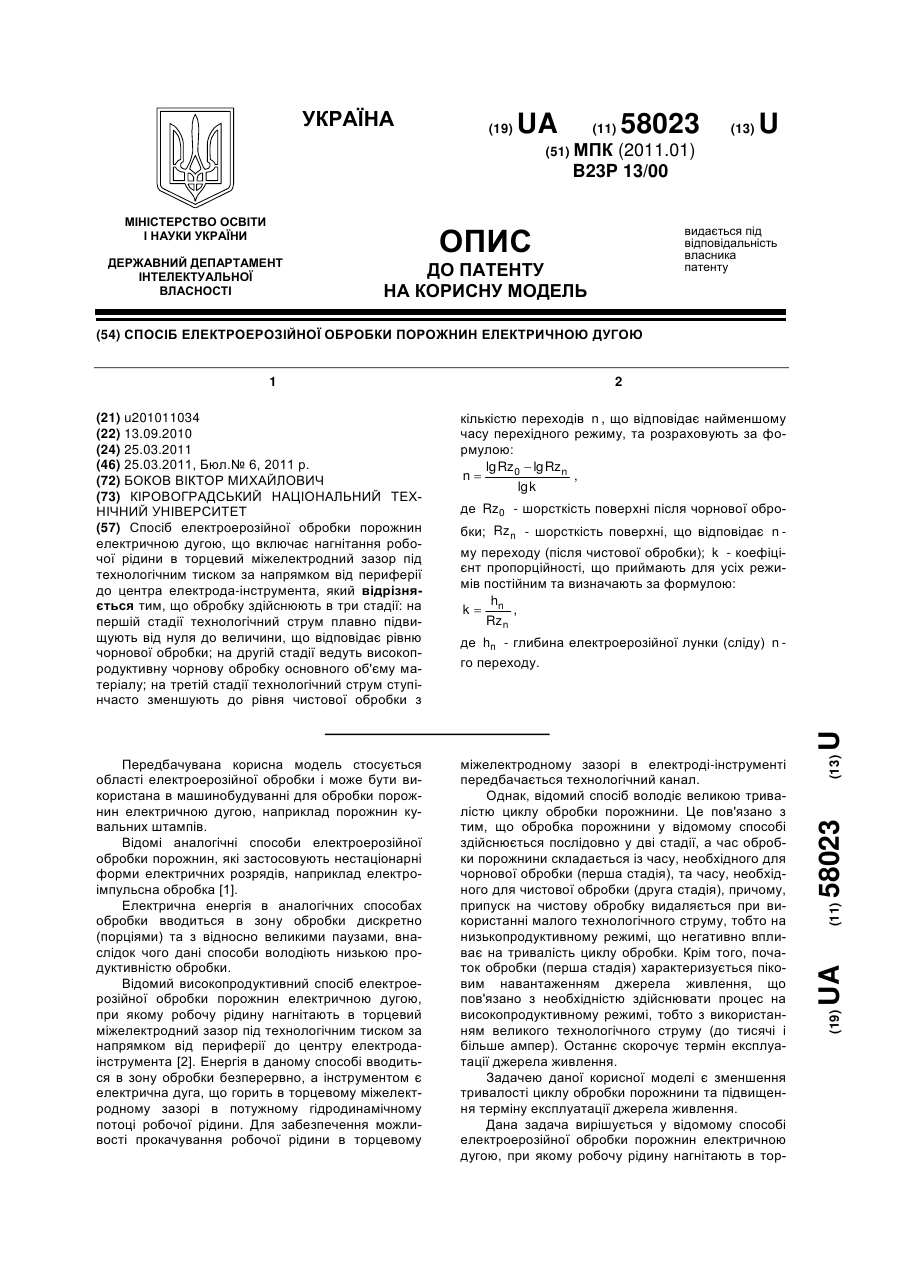
Спосіб електроерозійної обробки фасонних порожнин в органічному середовищі, який відрізняється тим, що обробку здійснюють комбінованим електричним розрядом в три стадії: на першій ведуть чорнову обробку рельєфної частини поро 3 дом в три стадій: на першій ведуть чорнову обробку рельєфної частини порожнини імпульсним електричним розрядом (ЕІмО - електроімпульсна обробка) при нерухомому (або малорухомому: V < 0,5 м/с) органічному середовищі; на другій ведуть чорнову (високопродуктивну) обробку основного об'єму матеріалу порожнини електричною дугою в потужному поперечному потоці органічного середовища (РОД - розмірна обробка дугою); на третій ведуть чистову обробку порожнини імпульсним електричним розрядом (ЕІмО) в нерухомому (або малорухомому: V < 0,5 м/с) органічному середовищі. На приведених фігурах зображено: фіг. 1 схема початкової фази першої стадії чорнової електроімпульсної обробки (ЕІмО) рельєфної частини фасонної порожнини; фіг. 2 - схема початкової фази другої стадії чорнової розмірної обробки дугою (РОД) основного об'єму матеріалу фасонної порожнини; фіг. 3 - схема третьої стадії чистової електроімпульсної обробки фасонної порожнини; фіг. 4 - графік зміни технологічного струму l за стадіями та видами обробки фасонної порожнини складного рельєфу. Обробку фасонної порожнини складного рельєфу 1 в деталі 2 (фіг. 1-4) здійснюють комбінованим електричним розрядом в органічному середовищі в три стадії. На першій стадії ведуть чорнову обробку рельєфної частими глибиною Н1 імпульсним електричним розрядом 3 (ЕІмО), що збуджують між торцевою робочою поверхнею 4 графітового електрода-інструмента 5 та торцевою поверхнею 6 деталі 2 при нерухомому 7 (або малорухомому: V < 0,5 м/с) органічному середовищі. При цьому нестаціонарна (імпульсна) форма електричного розряду дозволяє сформувати рельєфну частину фасонної порожнини поза залежністю від гідродинамічного стану робочої рідини (органічного середовища). На другій стадій ведуть чорнову (високопродуктивну) обробку основного об'єму матеріалу фасонної порожнини електричною дугою 8 (РОД), що збуджується між торцевою поверхнею 9 деталі 2 та торцевою поверхнею 4 електрода-інструмента 5 в потужному поперечному потоці 9 органічного середовища (двохзонний спосіб прокачування). При цьому гідродинамічний потік 9 стискує дугу 8 як в енергетичному, так і в геометричному плані, що дозволяє використовувати великі сили технологічного струму (більше 1000 А) та забезпечує високопродуктивну обробку. Крім того, потік 9 ін 58337 4 тенсифікує процес вилученню продуктів ерозії 10 із зони обробки, що зменшує витрату енергії на повторне їх дроблення в зазорі дугою 8. На третій стадії ведуть чистову обробку фасонної порожнини 1 імпульсним електричним розрядом 11 (ЕІмО) в нерухомому 12 (або малорухомому: V < 0,5 м/с) органічному середовищі. Процес, як правило здійснюють при використанні технологічних струмів малої сили (менше 10 А). Це дозволяє стабільно обробляти усі поверхні фасонної порожнини із шорсткістю, що відповідає 4-6 класу. Тривалість обробки фасонної порожнини складного рельєфу Т у способі, що пропонується, визначається за формулою: T = t1+t2+t3, де t1 - тривалість першої стадії. Вона залежить, переважно від конструктивних особливостей рельєфу порожнини: чим менша глибина рельєфної частини H1, тим менша величина t1; t2 - тривалість другої стадії. При постійному об'ємі матеріалу, що видаляється на цій стадії, її тривалість може бути суттєво зменшена за рахунок інтенсифікації режиму РОД. Так, як продуктивність обробки визначається силою технологічного струму, рівень сили струму вибирають максимально допустимий за густиною струму в електродіінструменті або технічними можливостями верстату; t3 - тривалість третьої стадії. Вона визначається величиною допуску на чистову обробку та вибраному режиму обробки, що забезпечує потрібну якість обробленої поверхні. Тому, у деяких випадках, коли якість обробки задовольняє друга стадія, третя стадія не застосовується. Таким чином, суттєве скорочення циклу обробки фасонної порожнини складного рельєфу Т може отримано переважно за рахунок інтенсифікації режиму обробки на другій стадії. Використання способу, що пропонується, розширює технологічні можливості відомого способу обробки та дозволяє ефективно обробляти фасонні порожнини складного рельєфу. Джерела інформації: 1. Электрофизические и электрохимические станки. Каталог. - М.: НИИМАШ, 1978. - 228 с - С. 7. 2. Боков В. М. Размерная обработка электрической дугой фасонных полостей // Технология и организация производства. - 1986. - № 2. - С. 48 49. 5 Комп’ютерна верстка І.Скворцова 58337 6 Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of electroerosive machining of shaped cavities
Автори англійськоюBokov Viktor Myhailovych
Назва патенту російськоюСпособ электроэрозионной обработки фасонных полостей
Автори російськоюБоков Виктор Михайлович
МПК / Мітки
МПК: B23H 1/00, B23P 13/00
Мітки: обробки, порожнин, фасонних, електроерозійної, спосіб
Код посилання
<a href="https://ua.patents.su/3-58337-sposib-elektroerozijjno-obrobki-fasonnikh-porozhnin.html" target="_blank" rel="follow" title="База патентів України">Спосіб електроерозійної обробки фасонних порожнин</a>
Спосіб електроерозійної обробки порожнин електричною дугою
Номер патенту: 58023
Опубліковано: 25.03.2011
Автор: Боков Віктор Михайлович
МПК: B23P 13/00
Мітки: дугою, порожнин, електроерозійної, спосіб, електричною, обробки
Формула / Реферат:
Спосіб електроерозійної обробки порожнин електричною дугою, що включає нагнітання робочої рідини в торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центра електрода-інструмента, який відрізняється тим, що обробку здійснюють в три стадії: на першій стадії технологічний струм плавно підвищують від нуля до величини, що відповідає рівню чорнової обробки; на другій стадії ведуть високопродуктивну чорнову обробку...
Верстат для електроерозійної обробки дугою
Номер патенту: 58022
Опубліковано: 25.03.2011
Автор: Боков Віктор Михайлович
МПК: B23P 13/00
Мітки: електроерозійної, верстат, дугою, обробки
Формула / Реферат:
Верстат для електроерозійної обробки дугою, який має навколо зони обробки герметичну камеру, що працює під технологічним тиском робочої рідини, який відрізняється тим, що камера виконана у вигляді кільцевого, рухомого в напрямку осьової подачі шпинделя гідравлічного циліндра з внутрішнім кільцевим фланцем, що сприймає тиск робочої рідини, і оснащена системою продування стисненим повітрям.
Спосіб розмірної обробки електричною дугою отворів та порожнин

Номер патенту: 22072
Опубліковано: 30.04.1998
Автори: Попова Маргарита Іванівна, Боков Віктор Михайлович
МПК: B23H 7/00
Мітки: дугою, порожнин, обробки, спосіб, розмірної, отворів, електричною
Формула / Реферат:
1. Спосіб розмірної обробки електричною дугою отворів та порожнин, що мають паралельні бічні стінки і стартову обробляєму поверхню не паралельну донної поверхні отвору, при якому робочу рідину нагнітають із герметизованої камери у торцевий міжелектродний зазор під тиском у напрямку від периферії до центру електрода-інструмента, який відрізняється тим, що нагнітання робочої рідини у торцевий міжелектродний зазор здійснюють крізь штучний...
Спосіб електроерозійної обробки зовнішніх та внутрішніх поверхонь
Номер патенту: 31732
Опубліковано: 15.12.2000
Автори: Карпенко Лариса Володимірівна, Боков Віктор Михайлович, Попова Маргарита Іванівна
МПК: B23H 1/00
Мітки: обробки, поверхонь, електроерозійної, внутрішніх, зовнішніх, спосіб
Текст:
...(фіг. 5) та внутрішньої (фіг. 6) поверхонь одночасно двох заготовок. Для обробки зовнішньої поверхні 1 при паралельному вступі в роботу зовнішнього чорнового 2 та внутрішнього чистового 3 елементів складеного електрода-інструмента дані елементи розташовуються з електроізоляцією 4 відносно один одного паралельно напрямку обробки, тобто так, як показано на фіг. 1, а робоча рідина нагнітається у торцевий міжелектродний зазор під технологічним...
Набір фасонних обкатних фрез для обробки зубчастих коліс

Номер патенту: 19193
Опубліковано: 15.12.2006
Автори: Равська Наталія Сергіївна, Лупкін Борис Володимирович, Родін Родіон Петрович, Мамлюк Олег Володимирович
МПК: B23F 21/00
Мітки: набір, фасонних, обробки, фрез, коліс, зубчастих, обкатних
Формула / Реферат:
Набір фасонних обкатних фрез для обробки зубчастих коліс, що містить щонайменше чистову і чорнову фрези, що мають оправку і робочу частину з різальними зубами, який відрізняється тим, що зуби чорнової і чистової фрез набору розміщені в різних площинах, що проходять через вісь оправки, при цьому форма різальних кромок зубів чорнової фрези містить прямолінійні ділянки і формує чорновий профіль різальних зубів оброблюваної деталі, а профіль...
Попередній патент: Спосіб розмірної обробки електричною дугою деталей серійного виробництва
Наступний патент: Спосіб рекультивації схилів
Випадковий патент: Підлога, комплект елементів для вирівнювання і /або установлення на заданому рівні настилу підлоги відносно її основи та скріплювально-опорний елемент