Спосіб розмірної обробки електричною дугою деталей серійного виробництва
Формула / Реферат
Спосіб розмірної обробки електричною дугою деталей серійного виробництва з копіюванням форми торцевої поверхні графітового електрода-інструмента, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку здійснюють з періодичним поновленням на тому ж електроерозійному верстаті форми торцевої поверхні електрода-інструмента графітовим майстер-електродом, який встановлюють поруч з деталлю, а процес поновлення здійснюють при підключенні майстер-електрода до мінусової клеми.
Текст
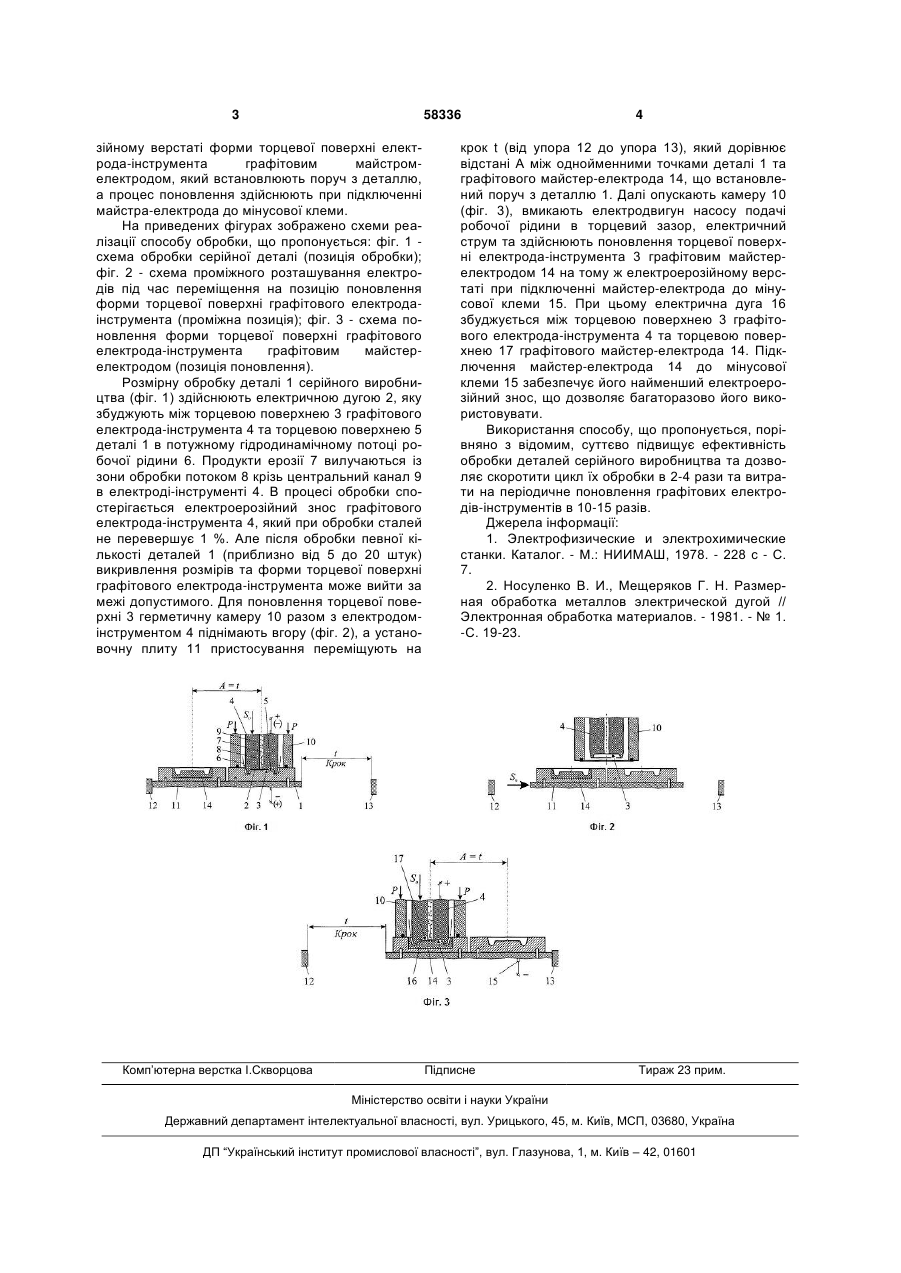
Спосіб розмірної обробки електричною дугою деталей серійного виробництва з копіюванням форми торцевої поверхні графітового електрода 3 58336 зійному верстаті форми торцевої поверхні електрода-інструмента графітовим майстромелектродом, який встановлюють поруч з деталлю, а процес поновлення здійснюють при підключенні майстра-електрода до мінусової клеми. На приведених фігурах зображено схеми реалізації способу обробки, що пропонується: фіг. 1 схема обробки серійної деталі (позиція обробки); фіг. 2 - схема проміжного розташування електродів під час переміщення на позицію поновлення форми торцевої поверхні графітового електродаінструмента (проміжна позиція); фіг. 3 - схема поновлення форми торцевої поверхні графітового електрода-інструмента графітовим майстерелектродом (позиція поновлення). Розмірну обробку деталі 1 серійного виробництва (фіг. 1) здійснюють електричною дугою 2, яку збуджують між торцевою поверхнею 3 графітового електрода-інструмента 4 та торцевою поверхнею 5 деталі 1 в потужному гідродинамічному потоці робочої рідини 6. Продукти ерозії 7 вилучаються із зони обробки потоком 8 крізь центральний канал 9 в електроді-інструменті 4. В процесі обробки спостерігається електроерозійний знос графітового електрода-інструмента 4, який при обробки сталей не перевершує 1 %. Але після обробки певної кількості деталей 1 (приблизно від 5 до 20 штук) викривлення розмірів та форми торцевої поверхні графітового електрода-інструмента може вийти за межі допустимого. Для поновлення торцевої поверхні 3 герметичну камеру 10 разом з електродомінструментом 4 піднімають вгору (фіг. 2), а установочну плиту 11 пристосування переміщують на Комп’ютерна верстка І.Скворцова 4 крок t (від упора 12 до упора 13), який дорівнює відстані А між однойменними точками деталі 1 та графітового майстер-електрода 14, що встановлений поруч з деталлю 1. Далі опускають камеру 10 (фіг. 3), вмикають електродвигун насосу подачі робочої рідини в торцевий зазор, електричний струм та здійснюють поновлення торцевої поверхні електрода-інструмента 3 графітовим майстерелектродом 14 на тому ж електроерозійному верстаті при підключенні майстер-електрода до мінусової клеми 15. При цьому електрична дуга 16 збуджується між торцевою поверхнею 3 графітового електрода-інструмента 4 та торцевою поверхнею 17 графітового майстер-електрода 14. Підключення майстер-електрода 14 до мінусової клеми 15 забезпечує його найменший електроерозійний знос, що дозволяє багаторазово його використовувати. Використання способу, що пропонується, порівняно з відомим, суттєво підвищує ефективність обробки деталей серійного виробництва та дозволяє скоротити цикл їх обробки в 2-4 рази та витрати на періодичне поновлення графітових електродів-інструментів в 10-15 разів. Джерела інформації: 1. Электрофизические и электрохимические станки. Каталог. - М.: НИИМАШ, 1978. - 228 с - С. 7. 2. Носуленко В. И., Мещеряков Г. Н. Размерная обработка металлов электрической дугой // Электронная обработка материалов. - 1981. - № 1. -С. 19-23. Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of dimensional electric arc machining parts of serial production
Автори англійськоюBokov Viktor Myhailovych
Назва патенту російськоюСпособ размерной обработки электрической дугой деталей серийного производства
Автори російськоюБоков Виктор Михайлович
МПК / Мітки
МПК: B23P 13/00
Мітки: виробництва, дугою, розмірної, деталей, обробки, серійного, електричною, спосіб
Код посилання
<a href="https://ua.patents.su/2-58336-sposib-rozmirno-obrobki-elektrichnoyu-dugoyu-detalejj-serijjnogo-virobnictva.html" target="_blank" rel="follow" title="База патентів України">Спосіб розмірної обробки електричною дугою деталей серійного виробництва</a>
Спосіб розмірної обробки електричною дугою плоских торцевих поверхонь кільцевих деталей
Номер патенту: 32151
Опубліковано: 12.05.2008
Автори: Сіса Олег Федорович, Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: спосіб, плоских, обробки, розмірної, поверхонь, кільцевих, електричною, дугою, торцевих, деталей
Формула / Реферат:
1. Спосіб розмірної обробки електричною дугою плоских торцевих поверхонь кільцевих деталей, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку здійснюють одночасно двох деталей, які неспіввісно обертають у протилежних напрямках, а дугу збуджують в торцевому міжелектродному зазорі, що утворений їхніми торцевими поверхнями, причому полярність обробки періодично...
Верстат для розмірної обробки електричною дугою деталей складної конфігурації
Номер патенту: 5415
Опубліковано: 15.03.2005
Автори: Носуленко Віктор Іванович, Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: електричною, конфігурації, обробки, складної, верстат, дугою, деталей, розмірної
Формула / Реферат:
Верстат для розмірної обробки електричною дугою деталей складної конфігурації, що має інструментальну головку та герметичну камеру із заготовкою деталі, який відрізняється тим, що герметичну камеру виконано з поворотною кришкою, причому інструментальну головку змонтовано на кришці із зовнішнього боку, а заготовку деталі - із внутрішнього.
Спосіб розмірної обробки електричною дугою тіл обертання непрофільованим електродом-інструментом
Номер патенту: 25645
Опубліковано: 10.08.2007
Автори: Сіса Олег Федорович, Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: обробки, обертання, непрофільованим, дугою, електричною, тіл, розмірної, електродом-інструментом, спосіб
Формула / Реферат:
Спосіб розмірної обробки електричною дугою тіл обертання непрофільованим електродом-інструментом з обертанням електрода-заготовки та радіальною й осьовою подачею електрода-інструмента при потужному нагнітанні робочого середовища в міжелектродний зазор, який відрізняється тим, що дугу збуджують між електродом-заготовкою та торцевою поверхнею непрофільованого електрода-інструмента (наприклад, дротового, стержневого чи трубчастого), який...
Спосіб одночасної розмірної обробки електричною дугою плоских торцевих поверхонь двох деталей
Номер патенту: 45498
Опубліковано: 10.11.2009
Автори: Боков Віктор Михайлович, Сіса Олег Федорович
МПК: B23H 1/00
Мітки: плоских, дугою, спосіб, електричною, торцевих, деталей, двох, обробки, розмірної, поверхонь, одночасної
Формула / Реферат:
1. Спосіб одночасної розмірної обробки електричною дугою плоских торцевих поверхонь двох деталей, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку здійснюють при дзеркальному розташуванні торцевих поверхонь деталей і поступальному осьовому відносному їх зустрічному русі, з вилученням робочої рідини із торцевого міжелектродного зазору крізь співвісні отвори в...
Спосіб розмірної обробки тіл обертання електричною дугою
Номер патенту: 24632
Опубліковано: 10.07.2007
Автор: Боков Віктор Михайлович
МПК: B23P 17/00, B23H 1/00
Мітки: дугою, спосіб, розмірної, обертання, електричною, тіл, обробки
Формула / Реферат:
Спосіб розмірної обробки тіл обертання електричною дугою з обертанням електрода-заготовки та радіальною й осьовою подачею без обертання електрода-інструмента при нагнітанні робочої рідини в торцевий зазор під технологічним тиском крізь центральний отвір в електроді-інструменті із дроселюванням потоку на виході з торцевого зазору, який відрізняється тим, що обробку здійснюють припрацьованим двошаровим електродом-інструментом з концентрично...
Попередній патент: Спосіб рекультивації земель, порушених відкритими гірничими роботами
Наступний патент: Спосіб електроерозійної обробки фасонних порожнин
Випадковий патент: З`єднання деталі з валом