Спосіб виготовлення виробів з мікропорошків металів і неметалів
Номер патенту: 60704
Опубліковано: 25.06.2011
Автори: Мартюхін Іван Дмитрович, Сердюк Геннадій Георгійович, Павлиго Тетяна Михайлівна, Баглюк Геннадій Анатолійович, Свістун Лев Іванович

Формула / Реферат
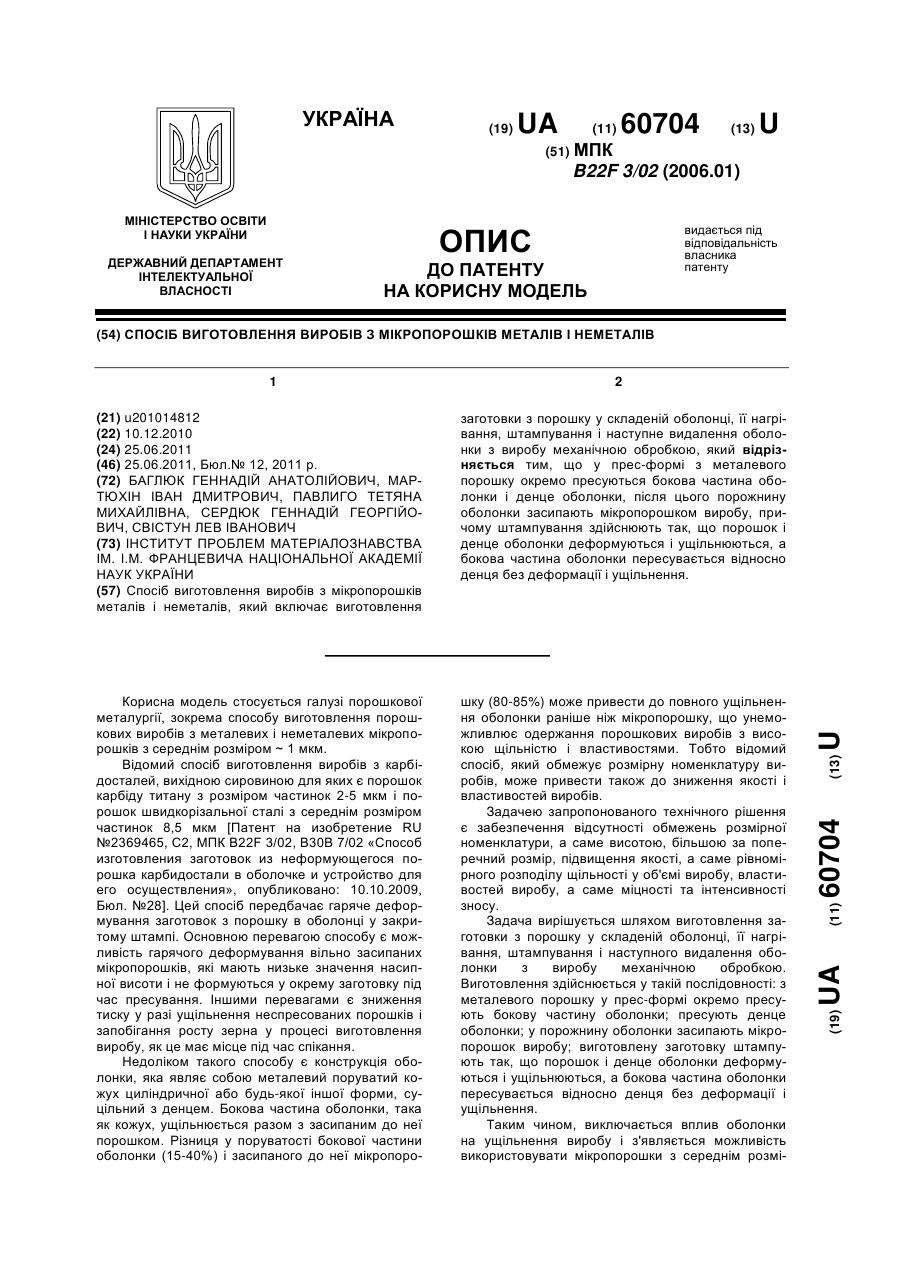
Спосіб виготовлення виробів з мікропорошків металів і неметалів, який включає виготовлення заготовки з порошку у складеній оболонці, її нагрівання, штампування і наступне видалення оболонки з виробу механічною обробкою, який відрізняється тим, що у прес-формі з металевого порошку окремо пресуються бокова частина оболонки і денце оболонки, після цього порожнину оболонки засипають мікропорошком виробу, причому штампування здійснюють так, що порошок і денце оболонки деформуються і ущільнюються, а бокова частина оболонки пересувається відносно денця без деформації і ущільнення.
Текст
Спосіб виготовлення виробів з мікропорошків металів і неметалів, який включає виготовлення 3 ром частинок до 1 мкм. Все це сприяє значно більшому рівномірному розподілу щільності, формуванню дрібнозернистої структури і підвищенню за цей рахунок механічних і функціональних властивостей виробів. Заготовка виготовляється пресуванням порошків у прес-формі, згідно з етапами, які представлені на Фіг.1-6. Виготовлення може проходити у автоматичному режимі. У порожнину прес-форми, яка утворена матрицею 2, нижнім стрижнем-пуансоном 3 і нижнім пуансоном 1, засипається залізний порошок 4 (Фіг.1). Проводиться ущільнення порошку верхнім пуансоном 6 до найбільш можливої відносної щільності, наприклад, 80-82%. Формоутворення бокової частини оболонки 7 закінчено (Фіг.2). Далі спресована бокова частина оболонки 7 пересовується нижнім пуансоном 1 уверх, щоб торець спресованої бокової частини 7 збігався з торцем матриці 2 (Фіг.3). Нижній стрижень-пуансон 3 установлюється таким чином, щоб утворилася порожнина для залізного порошку, з якого буде формоутворюватися денце оболонки. В цю порожнину засипається залізний порошок 8. Денце 9 пресується верхнім пуансоном 5 (Фіг.4). Денце доцільно пресувати до більшої щільності ніж бокову частину оболонки 7, наприклад до відносної щільності 85%, щоб виключити з'єднання бокової частини оболонки 7 і денця 9 за рахунок схоплювання частинок порошку, які пластично деформуються. Далі виконується операція заповнення оболонки порошком або шихтою виробу 10 (Фіг.5). На цьому закінчено виготовлення заготовки, яка складається з трьох частин: оболонки 7, денця 9 і порошку виробу 10. Операція виштовхування готової заготовки показана на Фіг.6. Схема штампування заготовки показана на Фіг.2. Нагріта заготовка з порошку в оболонці установлюється на вхідну окрайку матриці штампа 2 (Фіг.7). Відтворюється навантаження на заготовку через верхній пуансон 5 (Фіг.8). Заготовка входить у матрицю 2 і вільно рухається вниз до упирання у нижній пуансон 3, після чого шар мікропорошку 8 і денце 9 ущільнюються. Бокова частина оболонки 7 не ущільнюється і вільно входить у зазор між пуансоном 3 і матрицею 2, що практично виключає 60704 4 деформаційну взаємодію мікропорошку 8, який ущільнюється, і оболонки 7, яка пересувається відносно денця 9 без деформації і ущільнення. Після штампування виріб в оболонці видаляється з матриці 2 пуансоном 3 та знімається з пуансона 3 спеціальним пристроєм або ручним способом (Фіг.9). Останньою є операція видалення оболонки з виробу механічною обробкою. Приклад здійснення способу. З залізного порошку в одній прес-формі під тиском 700-750 МПа пресується спочатку бокова частина оболонки з щільністю 80-82%. Потім у прес-форму засипається нова порція залізного порошку і під тиском 800 МПа пресується денце оболонки з щільністю 85%. У порожнину спресованої оболонки засипається шихта з порошків швидкорізальної сталі та карбіду титану, розмелених до середнього розміру частинок 1 мкм. Виготовлена заготовка виштовхується з матриці пресформи. Заготовка нагрівається у печі у захисному середовищі водню до температури 1180°С і штампується у закритому штампі під тиском 1000 МПа. Механічною обробкою зі штампованої заготовки видаляється оболонка. Готовий виріб має такі властивості: щільність 97-98%, відхилення показника щільності до 1%, міцність на згин у термообробленому стані 1740-1760 МПа, ударна в'язкість 2 43-45 кДж/м , інтенсивність зносу 0,8 мг/км у разі навантаження 4 МПа. Корисна модель може бути використана у промисловому виробництві деталей конструкційного призначення із металевих мікропорошків і композиційних сумішей на їх основі. Використання таких порошків обумовлюється одержанням з них порошкових металевих матеріалів з дрібною структурою, що веде до підвищення показників зміцнення, або композитних матеріалів (з твердими, наприклад, карбідними включеннями) з дрібною дисперсною структурою, що веде до підвищення функціональних властивостей, а саме зносостійкості, теплостійкості, корозійної стійкості. Виготовлення виробів на основі корисної моделі можливе із застосуванням серійних автоматичних пресів для пресування металевих порошків і пресів для гарячого штампування. 5 Комп’ютерна верстка А. Рябко 60704 6 Підписне Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing articles from metal and nonmetal micropowders
Автори англійськоюBahliuk Hennadii Anatoliiovych, Martiukhin Ivan Dmytrovych, Pavlyho Tetiana Mykhailivna, Serdiuk Hennadii Heorhiiovych, Svistun Lev Ivanovych
Назва патенту російськоюСпособ изготовления изделий из микропорошков металлов и неметаллов
Автори російськоюБаглюк Геннадий Анатольевич, Мартюхин Иван Дмитриевич, Павлиго Татьяна Михайловна, Сердюк Геннадий Георгиевич, Свистун Лев Иванович
МПК / Мітки
МПК: B22F 3/02
Мітки: виробів, виготовлення, мікропорошків, спосіб, металів, неметалів
Код посилання
<a href="https://ua.patents.su/3-60704-sposib-vigotovlennya-virobiv-z-mikroporoshkiv-metaliv-i-nemetaliv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення виробів з мікропорошків металів і неметалів</a>
Спосіб виготовлення порошкових біметалічних виробів зі зносостійким шаром
Номер патенту: 37420
Опубліковано: 25.11.2008
Автори: Вовк Андрій Іванович, Білошицький Микола Володимирович, Циркін Аркадій Тимофійович, Рябічева Людмила Олександрівна
МПК: B22F 3/14
Мітки: виготовлення, спосіб, зносостійким, біметаличних, виробів, шаром, порошкових
Формула / Реферат:
Спосіб виготовлення порошкових біметалічних виробів, який включає пресування каркаса з порожниною з конструкційної сталі, у яку засипають зносостійку суміш, складену заготовку нагрівають у захисно-відновлюючому середовищі і штампують, який відрізняється тим, що у каркасі виконують порожнину конусної форми, пресують каркас невеликим тиском 6-9 % від оптимального тиску пресування пуансоном з конусом на верхньому торці, кут якого дорівнює 50°,...
Спосіб виготовлення виробів з порошкових мідно-титанових матеріалів
Номер патенту: 48505
Опубліковано: 25.03.2010
Автори: Рябічева Людмила Олександрівна, Гапонова Оксана Петрівна, Нікітін Юрій Миколайович
МПК: B22F 3/24
Мітки: виготовлення, виробів, мідно-титанових, матеріалів, порошкових, спосіб
Формула / Реферат:
Спосіб виготовлення виробів з порошкових мідно-титанових матеріалів, який характеризується тим, що пресування заготовки здійснюють в три етапи: на першому етапі засипають шихту з порошків міді та титану в формуючу камеру прес-форми і проводять холодне пресування пористої заготовки з подальшим спіканням при температурі 900-920 °С протягом 3 годин, на другому етапі заготовку пресують при температурі 100 °С у формуючій камері прес-форми до...
Спосіб виготовлення виробів типу конічний стакан
Номер патенту: 42798
Опубліковано: 27.07.2009
Автори: Алієв Іграмотдін Серажутдінович, Нагорська Ірина Володимирівна, Косенко Максим Вікторович
МПК: B21K 21/00
Мітки: стакан, конічний, виробів, виготовлення, типу, спосіб
Формула / Реферат:
Спосіб виготовлення виробів типу конічний стакан, який полягає у встановленні плоскої заготовки у конічну матрицю на першому переході та включає подальше деформування виготовленого напівфабрикату на другому переході конічним пуансоном у конічній матриці відповідно, та процес зворотного видавлювання при оформленні дна виробу, який відрізняється тим, що деформуючий інструмент (пуансон), який має циліндричну форму, виконує процес осадження...
Спосіб виготовлення біметалевих виробів
Номер патенту: 30195
Опубліковано: 11.02.2008
Автори: Титов Вячеслав Андрійович, Тривайло Михайло Семенович, Борис Руслан Степанович
МПК: B23K 20/00, B21D 22/00, B21C 23/22
Мітки: біметалевих, виробів, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення біметалевих виробів, при якому на дві послідовно розміщені з зазором співвісні матриці встановлюють листові заготовки з різних матеріалів і здійснюють їх витяжку з потоншенням стінок, який відрізняється тим, що зовнішній поверхні верхньої заготовки при витяжці в першій матриці надають в поперечному перерізі овальну форму.
Спосіб виготовлення виробів з металічного порошку
Номер патенту: 70773
Опубліковано: 15.10.2004
Автор: Войстриков Микола Якович
МПК: B22F 3/00
Мітки: виготовлення, порошку, металічного, виробів, спосіб
Формула / Реферат:
1. Спосіб виготовлення виробів з металічного порошку, який відрізняється тим, що вироби формують в середовищі інертного газу в кокілях-кристалізаторах з розплаву металічного порошку з одночасним введенням в зони розплаву, які відповідають поверхням виробу, що потребують поліпшених властивостей, легуючих елементів, з наступною обробкою виробів, які знаходяться в пластичному стані, для надання їм необхідних конструктивно-технологічних...
Попередній патент: Стенд для моделювання обтураторів
Наступний патент: Спосіб експрес-діагностики якості санації
Випадковий патент: Охолоджувальна рідина