Спосіб прокатки штаб
Номер патенту: 61012
Опубліковано: 11.07.2011
Автори: Васильєв Олександр Геннадійович, Ніколаєв Віктор Олександрович
Формула / Реферат
Спосіб прокатки штаб зі змінною швидкістю валків клітей ШСГП (широкоштабового стана гарячої прокатки), який відрізняється тим, що прокатку проміжного розкату здійснюють зі змінною швидкістю валків в останній кліті чорнової групи ШСГП і, при цьому швидкість валків зменшують від переднього кінця до заднього кінця в 1,5...2,5 разу.
Текст
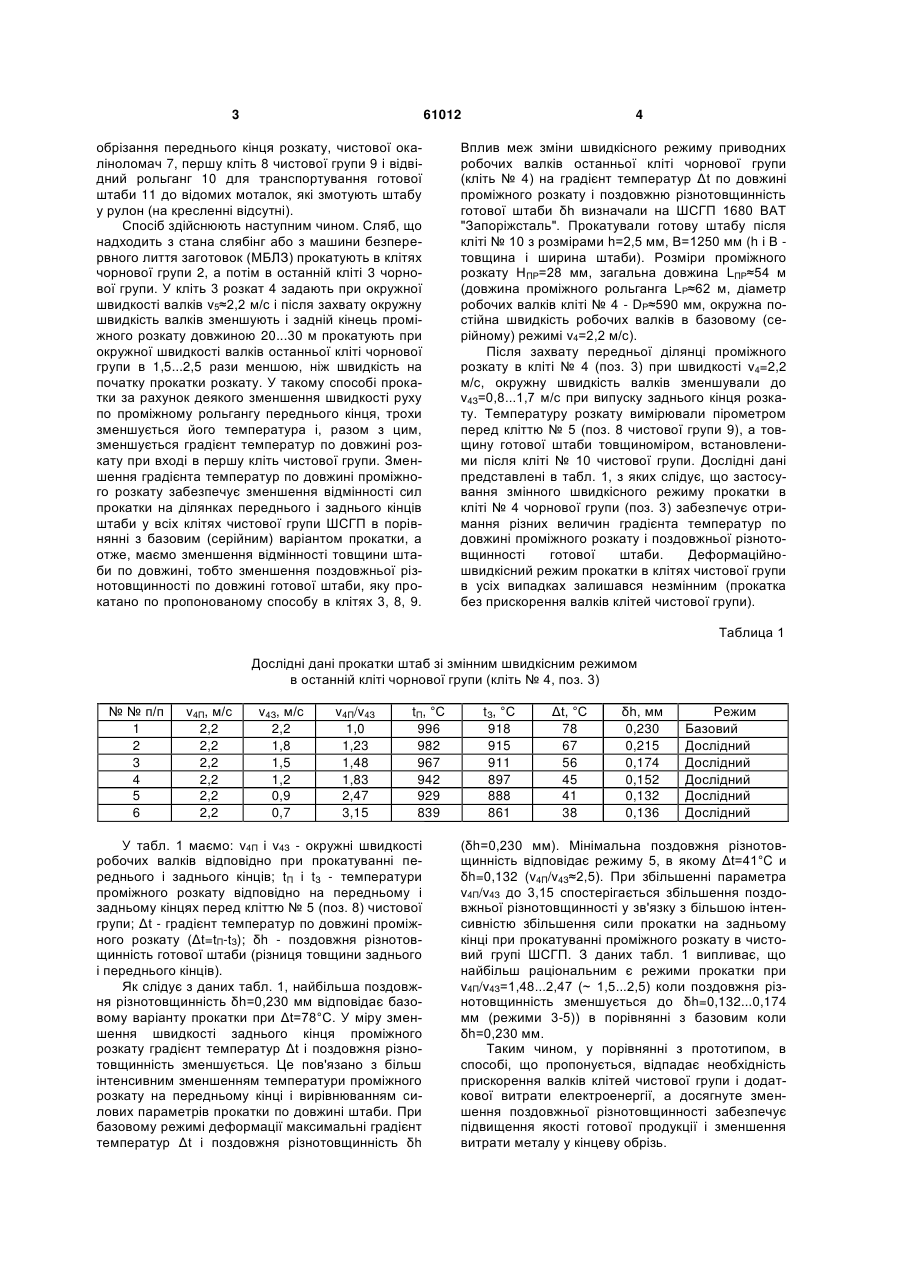
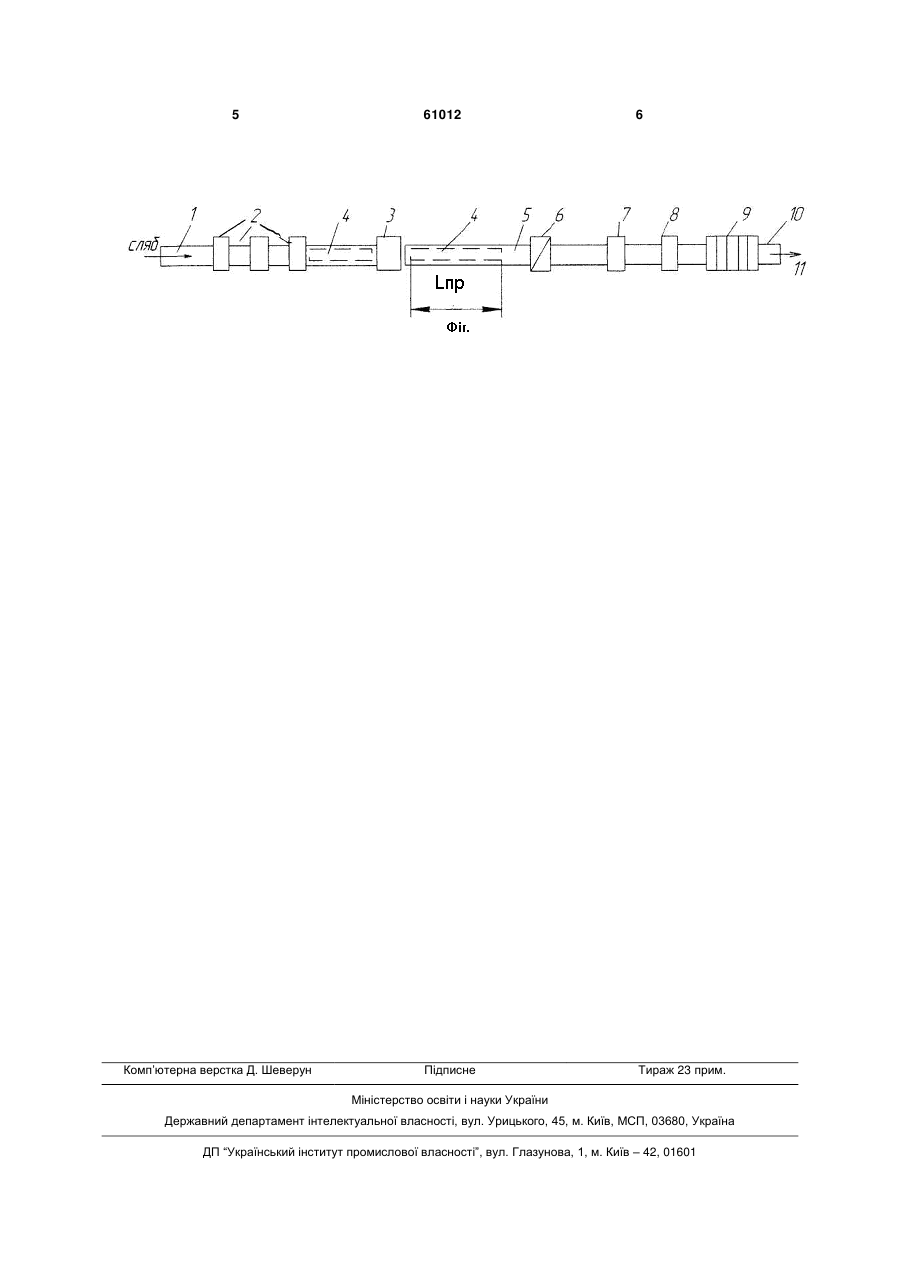
Спосіб прокатки штаб зі змінною швидкістю валків клітей ШСГП (широкоштабового стана гарячої прокатки), який відрізняється тим, що прокатку проміжного розкату здійснюють зі змінною швидкістю валків в останній кліті чорнової групи ШСГП і, при цьому швидкість валків зменшують від переднього кінця до заднього кінця в 1,5...2,5 разу. (19) (21) u201013098 (22) 04.11.2010 (24) 11.07.2011 (46) 11.07.2011, Бюл.№ 13, 2011 р. (72) НІКОЛАЄВ ВІКТОР ОЛЕКСАНДРОВИЧ, ВАСИЛЬЄВ ОЛЕКСАНДР ГЕННАДІЙОВИЧ (73) НІКОЛАЄВ ВІКТОР ОЛЕКСАНДРОВИЧ, ВАСИЛЬЄВ ОЛЕКСАНДР ГЕННАДІЙОВИЧ 3 61012 обрізання переднього кінця розкату, чистової окаліноломач 7, першу кліть 8 чистової групи 9 і відвідний рольганг 10 для транспортування готової штаби 11 до відомих моталок, які змотують штабу у рулон (на кресленні відсутні). Спосіб здійснюють наступним чином. Сляб, що надходить з стана слябінг або з машини безперервного лиття заготовок (МБЛЗ) прокатують в клітях чорнової групи 2, а потім в останній кліті 3 чорнової групи. У кліть 3 розкат 4 задають при окружної швидкості валків v5≈2,2 м/с і після захвату окружну швидкість валків зменшують і задній кінець проміжного розкату довжиною 20...30 м прокатують при окружної швидкості валків останньої кліті чорнової групи в 1,5...2,5 рази меншою, ніж швидкість на початку прокатки розкату. У такому способі прокатки за рахунок деякого зменшення швидкості руху по проміжному рольгангу переднього кінця, трохи зменшується його температура і, разом з цим, зменшується градієнт температур по довжині розкату при вході в першу кліть чистової групи. Зменшення градієнта температур по довжині проміжного розкату забезпечує зменшення відмінності сил прокатки на ділянках переднього і заднього кінців штаби у всіх клітях чистової групи ШСГП в порівнянні з базовим (серійним) варіантом прокатки, а отже, маємо зменшення відмінності товщини штаби по довжині, тобто зменшення поздовжньої різнотовщинності по довжині готової штаби, яку прокатано по пропонованому способу в клітях 3, 8, 9. 4 Вплив меж зміни швидкісного режиму приводних робочих валків останньої кліті чорнової групи (кліть № 4) на градієнт температур Δt по довжині проміжного розкату і поздовжню різнотовщинність готової штаби δh визначали на ШСГП 1680 ВАТ "Запоріжсталь". Прокатували готову штабу після кліті № 10 з розмірами h=2,5 мм, В=1250 мм (h і В товщина і ширина штаби). Розміри проміжного розкату НПР=28 мм, загальна довжина LПР≈54 м (довжина проміжного рольганга LР≈62 м, діаметр робочих валків кліті № 4 - DР≈590 мм, окружна постійна швидкість робочих валків в базовому (серійному) режимі v4=2,2 м/с). Після захвату передньої ділянці проміжного розкату в кліті № 4 (поз. 3) при швидкості v4=2,2 м/с, окружну швидкість валків зменшували до v4З=0,8...1,7 м/с при випуску заднього кінця розкату. Температуру розкату вимірювали пірометром перед кліттю № 5 (поз. 8 чистової групи 9), а товщину готової штаби товщиноміром, встановленими після кліті № 10 чистової групи. Дослідні дані представлені в табл. 1, з яких слідує, що застосування змінного швидкісного режиму прокатки в кліті № 4 чорнової групи (поз. 3) забезпечує отримання різних величин градієнта температур по довжині проміжного розкату і поздовжньої різнотовщинності готової штаби. Деформаційношвидкісний режим прокатки в клітях чистової групи в усіх випадках залишався незмінним (прокатка без прискорення валків клітей чистової групи). Таблица 1 Дослідні дані прокатки штаб зі змінним швидкісним режимом в останній кліті чорнової групи (кліть № 4, поз. 3) № № п/п 1 2 3 4 5 6 v4П, м/с 2,2 2,2 2,2 2,2 2,2 2,2 v4З, м/с 2,2 1,8 1,5 1,2 0,9 0,7 v4П/v4З 1,0 1,23 1,48 1,83 2,47 3,15 tП, °С 996 982 967 942 929 839 У табл. 1 маємо: v4П і v4З - окружні швидкості робочих валків відповідно при прокатуванні переднього і заднього кінців; tП і tЗ - температури проміжного розкату відповідно на передньому і задньому кінцях перед кліттю № 5 (поз. 8) чистової групи; Δt - градієнт температур по довжині проміжного розкату (Δt=tП-tЗ); δh - поздовжня різнотовщинність готової штаби (різниця товщини заднього і переднього кінців). Як слідує з даних табл. 1, найбільша поздовжня різнотовщинність δh=0,230 мм відповідає базовому варіанту прокатки при Δt=78°С. У міру зменшення швидкості заднього кінця проміжного розкату градієнт температур Δt і поздовжня різнотовщинність зменшується. Це пов'язано з більш інтенсивним зменшенням температури проміжного розкату на передньому кінці і вирівнюванням силових параметрів прокатки по довжині штаби. При базовому режимі деформації максимальні градієнт температур Δt і поздовжня різнотовщинність δh tЗ, °С 918 915 911 897 888 861 Δt, °С 78 67 56 45 41 38 δh, мм 0,230 0,215 0,174 0,152 0,132 0,136 Режим Базовий Дослідний Дослідний Дослідний Дослідний Дослідний (δh=0,230 мм). Мінімальна поздовжня різнотовщинність відповідає режиму 5, в якому Δt=41°C и δh=0,132 (v4П/v4З≈2,5). При збільшенні параметра v4П/v4З до 3,15 спостерігається збільшення поздовжньої різнотовщинності у зв'язку з більшою інтенсивністю збільшення сили прокатки на задньому кінці при прокатуванні проміжного розкату в чистовий групі ШСГП. З даних табл. 1 випливає, що найбільш раціональним є режими прокатки при v4П/v4З=1,48...2,47 (~ 1,5...2,5) коли поздовжня різнотовщинність зменшується до δh=0,132...0,174 мм (режими 3-5)) в порівнянні з базовим коли δh=0,230 мм. Таким чином, у порівнянні з прототипом, в способі, що пропонується, відпадає необхідність прискорення валків клітей чистової групи і додаткової витрати електроенергії, а досягнуте зменшення поздовжньої різнотовщинності забезпечує підвищення якості готової продукції і зменшення витрати металу у кінцеву обрізь. 5 Комп’ютерна верстка Д. Шеверун 61012 6 Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling strips
Автори англійськоюNikolaiev Viktor Oleksandrovych, Vasyliev Oleksandr Hennadiiovych
Назва патенту російськоюСпособ прокатки полос
Автори російськоюНиколаев Виктор Александрович, Васильев Александр Геннадьевич
МПК / Мітки
МПК: B21B 1/22
Код посилання
<a href="https://ua.patents.su/3-61012-sposib-prokatki-shtab.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки штаб</a>
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки

Номер патенту: 40893
Опубліковано: 27.04.2009
Автори: Матюшенко Дмитро Олександрович, Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: спосіб, прокатки, широкоштабовому, стані, штаб, гарячої
Формула / Реферат:
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки (ШСГП), що включає деформування розкату в клітях чорнової та чистової груп ШСГП з натяганням штаби на міжклітьових ділянках стана, транспортування валками допоміжної кліті, змотування штаби моталкою, який відрізняється тим, що при захваті переднього кінця штаби валками допоміжної кліті швидкість валків кліті збільшують на 1-3 % відносно швидкості штаби, що виходить з чистової...
Спосіб гарячої прокатки штаб

Номер патенту: 58909
Опубліковано: 26.04.2011
Автори: Ніколаєв Віктор Олександрович, Васильєв Андрій Олександрович, Васильєв Олександр Геннадійович, Ніколаєва Ангела Вікторівна
МПК: B21B 1/22
Мітки: гарячої, прокатки, спосіб, штаб
Формула / Реферат:
Спосіб гарячої прокатки штаб, що включає прокатку в чорновій групі клітей, передачу проміжного розкату в проміжний перемотувальний пристрій для змотування в рулон, передачу переднього (зовнішнього) кінця рулону в першу кліть чистової групи клітей, прокатку в чистовій групі з послідовним розташуванням клітей, який відрізняється тим, що після прокатки штаби у вхідних клітях першої підгрупи чистової групи процес неперервної прокатки...
Спосіб прокатки штаб

Номер патенту: 39689
Опубліковано: 10.03.2009
Автори: Васильєв Андрій Олександрович, Васильєв Олександр Геннадійович, Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Формула / Реферат:
Спосіб прокатки штаб в робочих валках клітей стана з індивідуальним приводом, що включає зменшення швидкості прокатування стовщених ділянок штаби, який відрізняється тим, що при прокатуванні стовщених ділянок штаби вимикають електродвигун одного із робочих валків, а штабу прокатують у клітях з одним привідним валком.
Спосіб прокатки штаб
Номер патенту: 48164
Опубліковано: 10.03.2010
Автори: Путнокі Олександр Юліусович, Скрипак Владислав Володимирович, Ніколаєв Віктор Олександрович, Ніколенко Андрій Георгійович, Васильєв Андрій Олександрович, Васильєв Олександр Геннадійович
МПК: B21B 1/22
Формула / Реферат:
Спосіб прокатки штаб на неперервному стані, який включає розмотування штаби, прокатування її в клітях стана і змотування в рулон, який відрізняється тим, що при прокатуванні заднього кінця штаби електродвигун приводу робочих валків першої кліті стана вимикають, штабу прокатують (протягують) через холості робочі валки першої кліті робочими валками другої кліті стана.
Спосіб безперервного прокатування штаб

Номер патенту: 36976
Опубліковано: 16.04.2001
Автори: Васильєв Олександр Геннадійович, Кудрин Володимир Іванович, Штехно Олег Миколайович, Мовшович Вілорд Соломонович, Тилик Василь Трохимович, Ніколаєв Віктор Олександрович, Телюк Віктор Григорович
МПК: B21B 1/22
Мітки: безперервного, спосіб, штаб, прокатування
Текст:
...що переміщення натискних гвинтів по продуктиметрах у кожній кліті для додаткового обтиснення потовщених ділянок установлюють відповідно до формули: h V Si = K i Δh i ( n0 + n1 + n2 ш + H0 V B dh + 0,8 n 4 + n5 ), (1) L h де Si - додаткове переміщення натискних гвинтів у кліті; Кі – коефіцієнт, який ураховує розташування потовщеної ділянки штаби (передній кінець - Кп; шов - К ш; задній кінець - Кз); Dhi - абсолютне обтиснення; Н0 та h -...
Попередній патент: Сумка для активного міського життя
Наступний патент: Спосіб профілактики і лікування рубцевих утворень
Випадковий патент: Спосіб виготовлення товстостінних труб високого тиску з внутрішньою рифленою поверхнею