Спосіб виготовлення фасонних гвинтових заготовок
Номер патенту: 62000
Опубліковано: 10.08.2011
Автори: Радик Дмитро Леонидович, Босюк Павло Володимирович, Васильків Василь Васильович
Формула / Реферат
Спосіб виготовлення фасонних гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, причому зовнішні крайки пластин зубців зі сторони пазових перемичок виконують із радіусом, рівним радіусу зовнішньої крайки розгортки витка широкосмугової гвинтової заготовки, а протилежні внутрішні крайки пластин зубців, зі сторони пазів, виконують з радіусом, рівним радіусу внутрішньої крайки розгортки витка фасонної гвинтової заготовки, а потім навивають на ребро і калібрують на крок, який відрізняється тим, що перед навиванням на пазових перемичках вирізають пази зі сторони зовнішніх крайок пластин зубців і висічки зі сторони внутрішніх крайок пластин зубців.
Текст
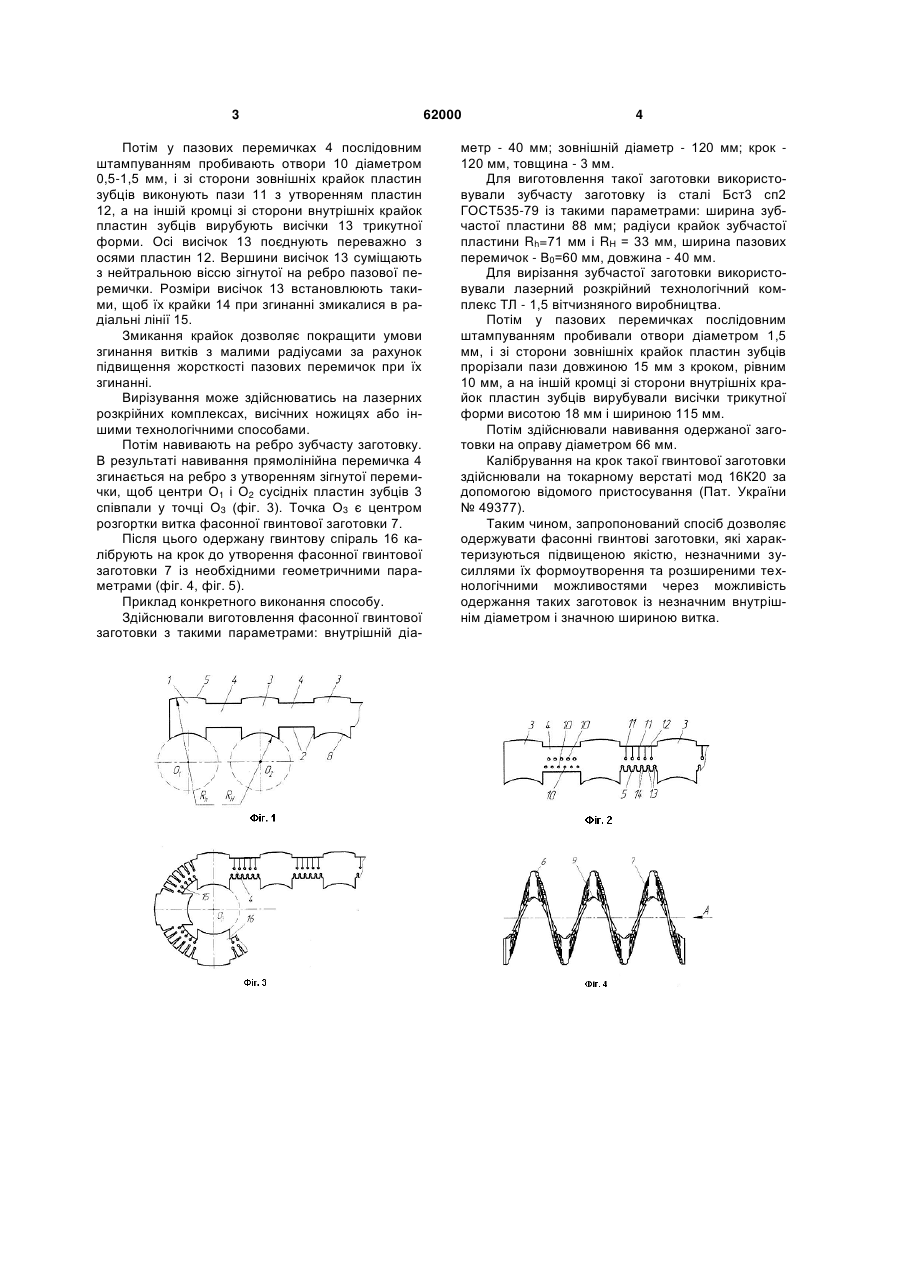
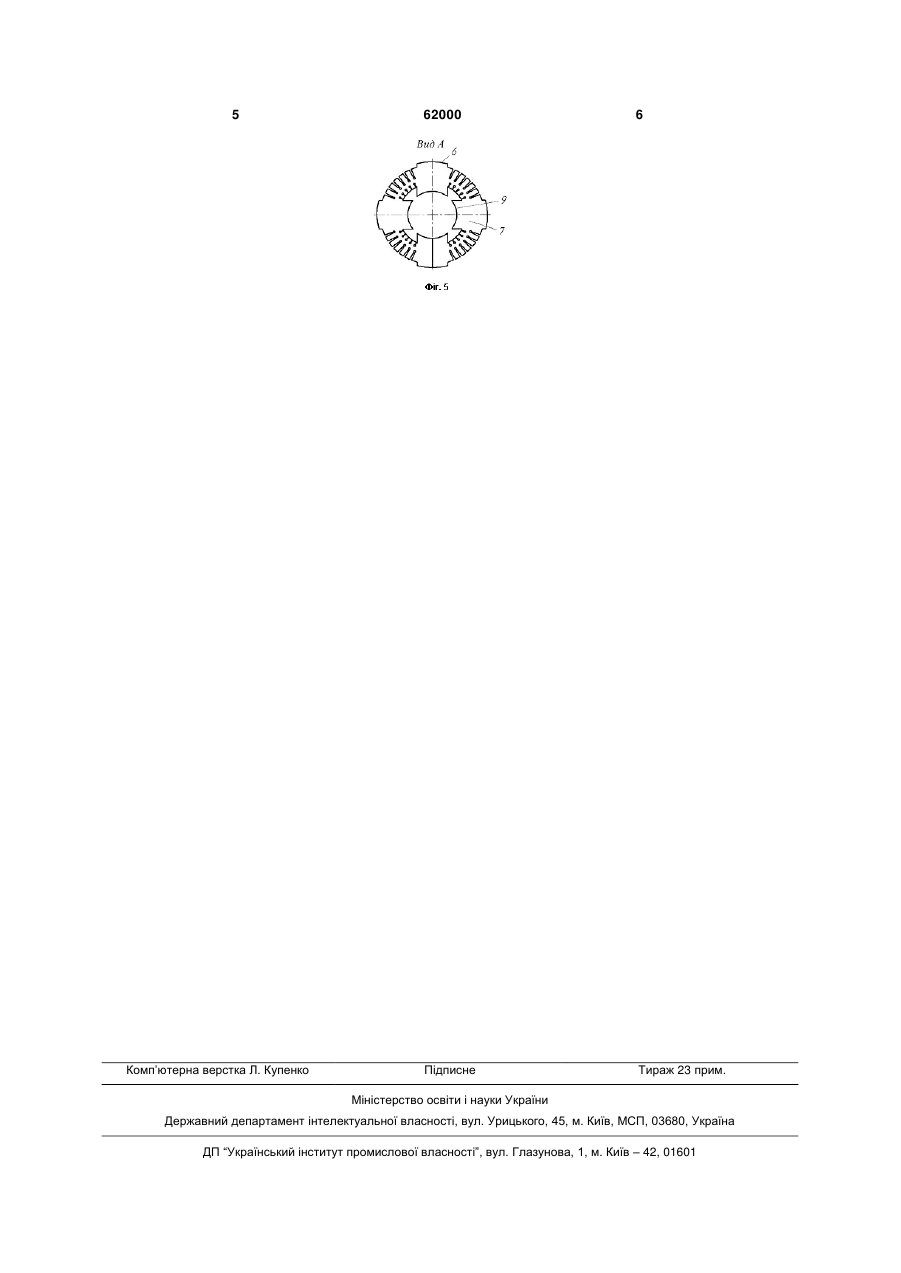
Спосіб виготовлення фасонних гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, причому зовнішні крайки 3 Потім у пазових перемичках 4 послідовним штампуванням пробивають отвори 10 діаметром 0,5-1,5 мм, і зі сторони зовнішніх крайок пластин зубців виконують пази 11 з утворенням пластин 12, а на іншій кромці зі сторони внутрішніх крайок пластин зубців вирубують висічки 13 трикутної форми. Осі висічок 13 поєднують переважно з осями пластин 12. Вершини висічок 13 суміщають з нейтральною віссю зігнутої на ребро пазової перемички. Розміри висічок 13 встановлюють такими, щоб їх крайки 14 при згинанні змикалися в радіальні лінії 15. Змикання крайок дозволяє покращити умови згинання витків з малими радіусами за рахунок підвищення жорсткості пазових перемичок при їх згинанні. Вирізування може здійснюватись на лазерних розкрійних комплексах, висічних ножицях або іншими технологічними способами. Потім навивають на ребро зубчасту заготовку. В результаті навивання прямолінійна перемичка 4 згинається на ребро з утворенням зігнутої перемички, щоб центри О1 і О2 сусідніх пластин зубців 3 співпали у точці О3 (фіг. 3). Точка О3 є центром розгортки витка фасонної гвинтової заготовки 7. Після цього одержану гвинтову спіраль 16 калібрують на крок до утворення фасонної гвинтової заготовки 7 із необхідними геометричними параметрами (фіг. 4, фіг. 5). Приклад конкретного виконання способу. Здійснювали виготовлення фасонної гвинтової заготовки з такими параметрами: внутрішній діа 62000 4 метр - 40 мм; зовнішній діаметр - 120 мм; крок 120 мм, товщина - 3 мм. Для виготовлення такої заготовки використовували зубчасту заготовку із сталі Бст3 сп2 ГОСТ535-79 із такими параметрами: ширина зубчастої пластини 88 мм; радіуси крайок зубчастої пластини Rh=71 мм і RН = 33 мм, ширина пазових перемичок - В0=60 мм, довжина - 40 мм. Для вирізання зубчастої заготовки використовували лазерний розкрійний технологічний комплекс ТЛ - 1,5 вітчизняного виробництва. Потім у пазових перемичках послідовним штампуванням пробивали отвори діаметром 1,5 мм, і зі сторони зовнішніх крайок пластин зубців прорізали пази довжиною 15 мм з кроком, рівним 10 мм, а на іншій кромці зі сторони внутрішніх крайок пластин зубців вирубували висічки трикутної форми висотою 18 мм і шириною 115 мм. Потім здійснювали навивання одержаної заготовки на оправу діаметром 66 мм. Калібрування на крок такої гвинтової заготовки здійснювали на токарному верстаті мод 16К20 за допомогою відомого пристосування (Пат. України № 49377). Таким чином, запропонований спосіб дозволяє одержувати фасонні гвинтові заготовки, які характеризуються підвищеною якістю, незначними зусиллями їх формоутворення та розширеними технологічними можливостями через можливість одержання таких заготовок із незначним внутрішнім діаметром і значною шириною витка. 5 Комп’ютерна верстка Л. Купенко 62000 6 Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing shaped screw blanks
Автори англійськоюVasylkiv Vasyl Vasyliovych, Radyk Dmytro Leonidovych, Bosiuk Pavlo Volodymyrovych
Назва патенту російськоюСпособ изготовления фасонных винтовых заготовок
Автори російськоюВасилькив Василий Васильевич, Радик Дмитрий Леонидович, Босюк Павел Владимирович
МПК / Мітки
МПК: B21D 11/06
Мітки: спосіб, заготовок, гвинтових, фасонних, виготовлення
Код посилання
<a href="https://ua.patents.su/3-62000-sposib-vigotovlennya-fasonnikh-gvintovikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення фасонних гвинтових заготовок</a>
Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 58380
Опубліковано: 11.04.2011
Автори: Васильків Василь Васильович, Бобрик Віталій Володимирович, Олендер Володимир Михайлович
МПК: B21D 11/06
Мітки: широкосмугових, спосіб, виготовлення, заготовок, гвинтових
Формула / Реферат:
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, причому зовнішні крайки пластин зубців зі сторони пазових перемичок виконують із радіусом, рівним радіусу зовнішньої крайки розгортки витка широкосмугової гвинтової заготовки, а протилежні внутрішні крайки пластин зубців, зі сторони пазів, виконують з радіусом, рівним...
Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 45066
Опубліковано: 26.10.2009
Автори: Васильків Василь Васильович, Радик Дмитро Леонидович, Босюк Павло Володимирович
МПК: B21D 11/06
Мітки: виготовлення, гвинтових, спосіб, заготовок, широкосмугових
Формула / Реферат:
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, навивають на ребро і калібрують на крок, який відрізняється тим, що у зубчастій заготовці вирізають крайки пластин зубців зі сторони пазових перемичок з радіусом, рівним радіусу зовнішньої крайки витка широкосмугової гвинтової заготовки, а протилежні крайки пластин зубців зі...
Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 58381
Опубліковано: 11.04.2011
Автори: Олендер Володимир Михайлович, Васильків Василь Васильович, Бобрик Віталій Володимирович
МПК: B21D 11/06
Мітки: гвинтових, спосіб, широкосмугових, виготовлення, заготовок
Формула / Реферат:
Спосіб виготовлення широкосмугових гвинтових заготовок, що включає вирізання зубчастої заготовки, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, причому зовнішні крайки пластин зубців зі сторони пазових перемичок виконують із радіусом, рівним радіусу зовнішньої крайки розгортки витка широкосмугової гвинтової заготовки, а протилежні внутрішні крайки пластин зубців, зі сторони пазів, виконують з радіусом, рівним...
Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 54203
Опубліковано: 25.10.2010
Автори: Васильків Василь Васильович, Радик Дмитро Леонидович
МПК: B21D 11/00
Мітки: спосіб, широкосмугових, гвинтових, виготовлення, заготовок
Формула / Реферат:
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із з'єднаних перемичками пластин зубців, які містять зовнішні та внутрішні крайки дугоподібної форми, формують на перемичках V-подібні гофри, навивають на ребро і калібрують на крок, який відрізняється тим, що у зубчастій заготовці вирізають зовнішні крайки пластин зубців з радіусом кривини
Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 56795
Опубліковано: 25.01.2011
Автори: Радик Дмитро Леонидович, Босюк Павло Володимирович
МПК: B21D 11/06
Мітки: заготовок, широкосмугових, спосіб, виготовлення, гвинтових
Формула / Реферат:
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, з наступним формуванням гвинтової спіралі і калібруванням її на крок, який відрізняється тим, що формування гвинтової спіралі здійснюють шляхом асиметричного обтискування пазових перемичок по їх ширині за допомогою валків, які утворюють між собою клиноподібну щілину.
Попередній патент: Пристрій для визначення коефіцієнта фільтрації осадів
Наступний патент: Спосіб підготовки свіжих тепличних томатів до зберігання
Випадковий патент: Засувка шиберна