Пристрій для виготовлення гвинтових заготовок
Номер патенту: 62003
Опубліковано: 10.08.2011
Автори: Васильків Василь Васильович, Левкович Михайло Генадійович, Радик Дмитро Леонидович
Формула / Реферат
Пристрій для виготовлення гвинтових заготовок, який містить оправу з кільцевим виступом і механізмом затиску переднього кінця стрічки на оправі, напрямний ролик для стрічки, та формоутворюючий ролик, вісь якого розміщена перпендикулярно до осі оправи, а робоча поверхня якого виконана ступеневою з більшою ступінню з робочою торцевою поверхнею та меншою ступінню з робочою циліндричною поверхнею, який відрізняється тим, що робоча циліндрична поверхня меншої ступені формоутворюючого ролика виконана з різною шорсткістю, причому ділянка поверхні, шириною 15-25 % ширини витка зі сторони оправи, виконана з меншим коефіцієнтом тертя, ніж ділянка зі сторони робочої торцевої поверхні більшої ступені.
Текст
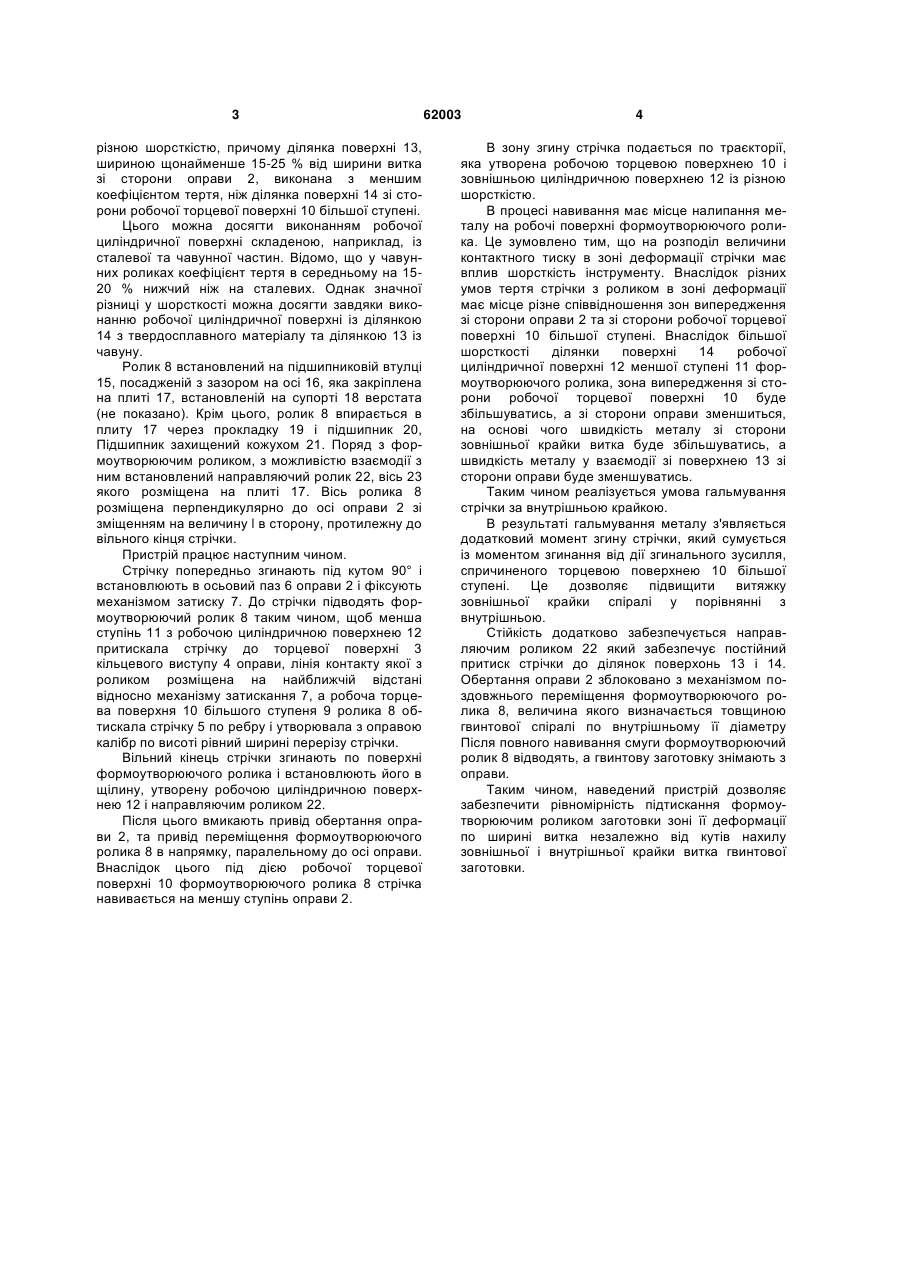
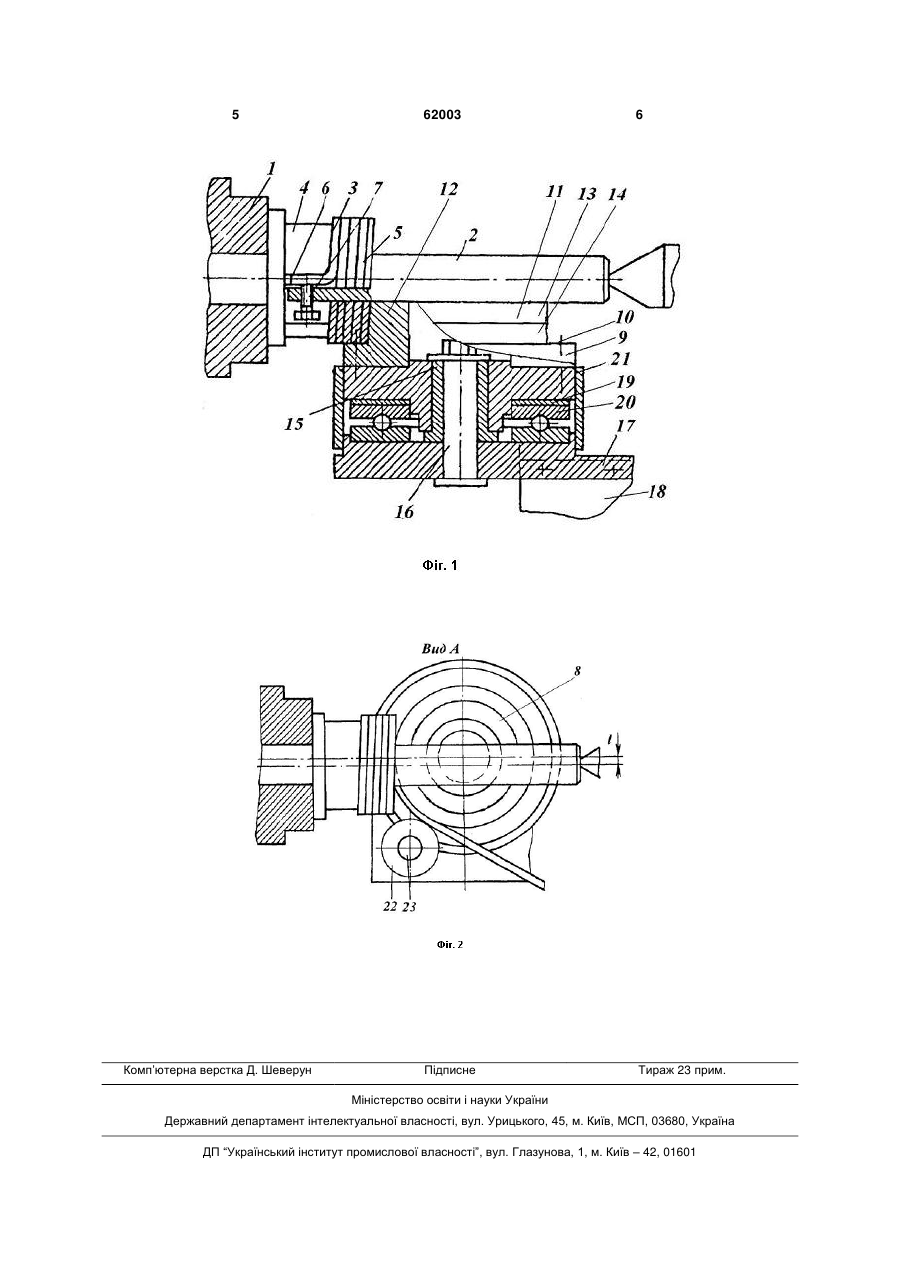
Пристрій для виготовлення гвинтових заготовок, який містить оправу з кільцевим виступом і механізмом затиску переднього кінця стрічки на оправі, напрямний ролик для стрічки, та формоут 3 різною шорсткістю, причому ділянка поверхні 13, шириною щонайменше 15-25 % від ширини витка зі сторони оправи 2, виконана з меншим коефіцієнтом тертя, ніж ділянка поверхні 14 зі сторони робочої торцевої поверхні 10 більшої ступені. Цього можна досягти виконанням робочої циліндричної поверхні складеною, наприклад, із сталевої та чавунної частин. Відомо, що у чавунних роликах коефіцієнт тертя в середньому на 1520 % нижчий ніж на сталевих. Однак значної різниці у шорсткості можна досягти завдяки виконанню робочої циліндричної поверхні із ділянкою 14 з твердосплавного матеріалу та ділянкою 13 із чавуну. Ролик 8 встановлений на підшипниковій втулці 15, посадженій з зазором на осі 16, яка закріплена на плиті 17, встановленій на супорті 18 верстата (не показано). Крім цього, ролик 8 впирається в плиту 17 через прокладку 19 і підшипник 20, Підшипник захищений кожухом 21. Поряд з формоутворюючим роликом, з можливістю взаємодії з ним встановлений направляючий ролик 22, вісь 23 якого розміщена на плиті 17. Вісь ролика 8 розміщена перпендикулярно до осі оправи 2 зі зміщенням на величину l в сторону, протилежну до вільного кінця стрічки. Пристрій працює наступним чином. Стрічку попередньо згинають під кутом 90° і встановлюють в осьовий паз 6 оправи 2 і фіксують механізмом затиску 7. До стрічки підводять формоутворюючий ролик 8 таким чином, щоб менша ступінь 11 з робочою циліндричною поверхнею 12 притискала стрічку до торцевої поверхні 3 кільцевого виступу 4 оправи, лінія контакту якої з роликом розміщена на найближчій відстані відносно механізму затискання 7, а робоча торцева поверхня 10 більшого ступеня 9 ролика 8 обтискала стрічку 5 по ребру і утворювала з оправою калібр по висоті рівний ширині перерізу стрічки. Вільний кінець стрічки згинають по поверхні формоутворюючого ролика і встановлюють його в щілину, утворену робочою циліндричною поверхнею 12 і направляючим роликом 22. Після цього вмикають привід обертання оправи 2, та привід переміщення формоутворюючого ролика 8 в напрямку, паралельному до осі оправи. Внаслідок цього під дією робочої торцевої поверхні 10 формоутворюючого ролика 8 стрічка навивається на меншу ступінь оправи 2. 62003 4 В зону згину стрічка подається по траєкторії, яка утворена робочою торцевою поверхнею 10 і зовнішньою циліндричною поверхнею 12 із різною шорсткістю. В процесі навивання має місце налипання металу на робочі поверхні формоутворюючого ролика. Це зумовлено тим, що на розподіл величини контактного тиску в зоні деформації стрічки має вплив шорсткість інструменту. Внаслідок різних умов тертя стрічки з роликом в зоні деформації має місце різне співвідношення зон випередження зі сторони оправи 2 та зі сторони робочої торцевої поверхні 10 більшої ступені. Внаслідок більшої шорсткості ділянки поверхні 14 робочої циліндричної поверхні 12 меншої ступені 11 формоутворюючого ролика, зона випередження зі сторони робочої торцевої поверхні 10 буде збільшуватись, а зі сторони оправи зменшиться, на основі чого швидкість металу зі сторони зовнішньої крайки витка буде збільшуватись, а швидкість металу у взаємодії зі поверхнею 13 зі сторони оправи буде зменшуватись. Таким чином реалізується умова гальмування стрічки за внутрішньою крайкою. В результаті гальмування металу з'являється додатковий момент згину стрічки, який сумується із моментом згинання від дії згинального зусилля, спричиненого торцевою поверхнею 10 більшої ступені. Це дозволяє підвищити витяжку зовнішньої крайки спіралі у порівнянні з внутрішньою. Стійкість додатково забезпечується направляючим роликом 22 який забезпечує постійний притиск стрічки до ділянок поверхонь 13 і 14. Обертання оправи 2 зблоковано з механізмом поздовжнього переміщення формоутворюючого ролика 8, величина якого визначається товщиною гвинтової спіралі по внутрішньому її діаметру Після повного навивання смуги формоутворюючий ролик 8 відводять, а гвинтову заготовку знімають з оправи. Таким чином, наведений пристрій дозволяє забезпечити рівномірність підтискання формоутворюючим роликом заготовки зоні її деформації по ширині витка незалежно від кутів нахилу зовнішньої і внутрішньої крайки витка гвинтової заготовки. 5 Комп’ютерна верстка Д. Шеверун 62003 6 Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for manufacturing screw blanks
Автори англійськоюVasylkiv Vasyl Vasyliovych, Radyk Dmytro Leonidovych, Levkovych Mykhailo Henadiiovych
Назва патенту російськоюУстройство для изготовления винтовых заготовок
Автори російськоюВасилькив Василий Васильевич, Радик Дмитрий Леонидович, Левкович Михаил Геннадиевич
МПК / Мітки
МПК: B21D 11/00
Мітки: гвинтових, заготовок, пристрій, виготовлення
Код посилання
<a href="https://ua.patents.su/3-62003-pristrijj-dlya-vigotovlennya-gvintovikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Пристрій для виготовлення гвинтових заготовок</a>
Пристрій для виготовлення гвинтових заготовок
Номер патенту: 54140
Опубліковано: 25.10.2010
Автори: Левкович Михайло Генадійович, Васильків Василь Васильович, Радик Дмитро Леонидович
МПК: B21D 11/06
Мітки: заготовок, пристрій, гвинтових, виготовлення
Формула / Реферат:
Пристрій для виготовлення гвинтових заготовок, що містить оправу з кільцевим виступом і механізмом затиску переднього кінця стрічки на оправі, направляючий ролик для стрічки та формоутворюючий ролик, вісь якого розміщена перпендикулярно до осі оправи, а робоча поверхня якого виконана ступеневою з більшим ступенем з робочою торцевою поверхнею та меншим ступенем із зовнішньою робочою поверхнею, який відрізняється тим, що зовнішня робоча...
Пристрій для виготовлення гвинтових заготівок
Номер патенту: 52566
Опубліковано: 25.08.2010
Автори: Радик Дмитро Леонидович, Васильків Василь Васильович
МПК: B21D 11/00
Мітки: виготовлення, гвинтових, заготівок, пристрій
Формула / Реферат:
Пристрій для виготовлення гвинтових заготівок, що містить оправу з кільцевим виступом і механізмом затиску переднього кінця стрічки на оправі, напрямний ролик для стрічки та формоутворюючий ролик, вісь якого розміщена перпендикулярно до осі оправи, а робоча поверхня якого виконана ступеневою: з більшим ступенем - з робочою торцевою поверхнею та меншим ступенем - з робочою циліндричною поверхнею, який відрізняється тим, що на робочій...
Пристрій для виготовлення гофрованих гвинтових заготовок
Номер патенту: 65124
Опубліковано: 15.03.2004
Автор: Драган Андрій Петрович
МПК: B21D 11/06
Мітки: заготовок, гофрованих, гвинтових, пристрій, виготовлення
Формула / Реферат:
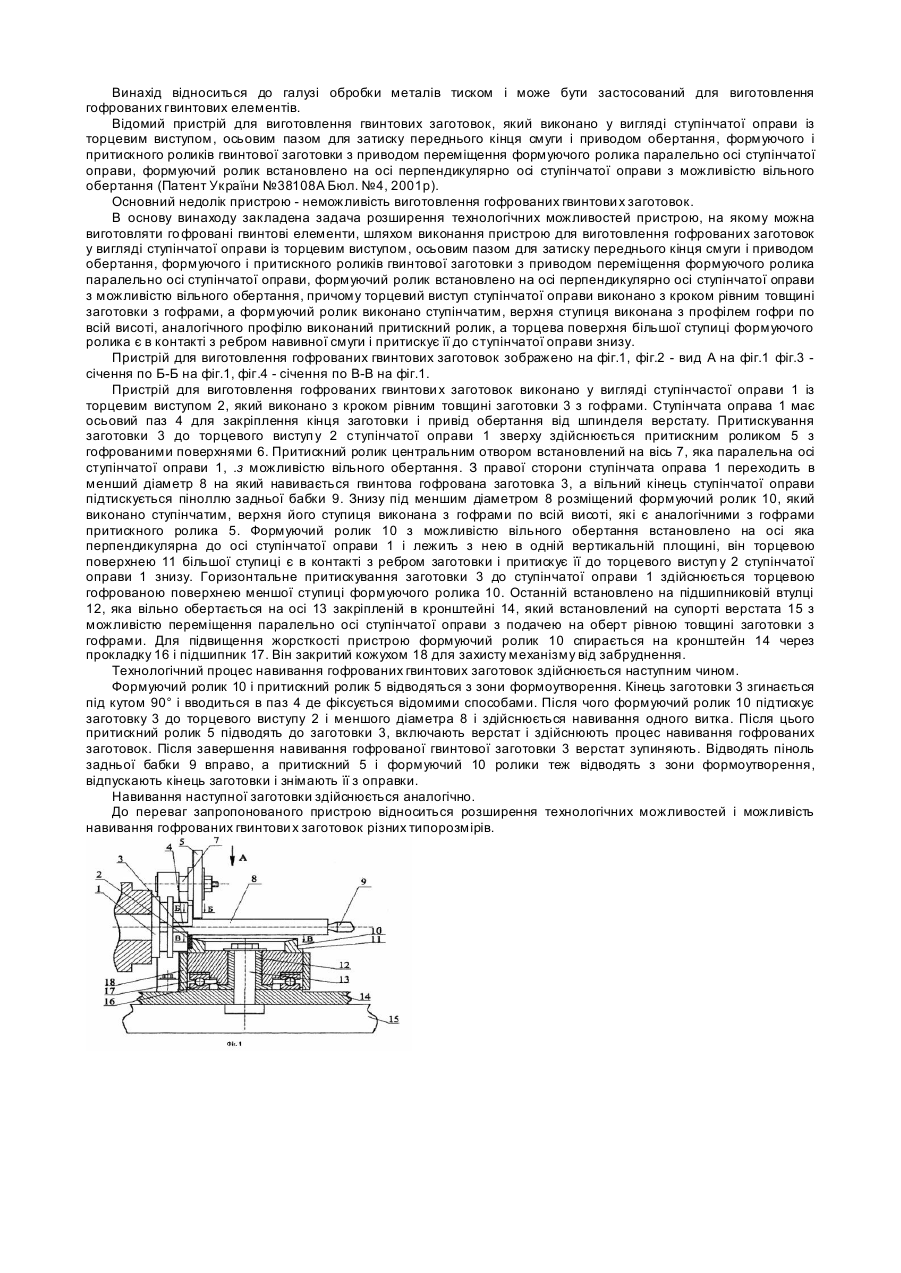
Пристрій для виготовлення гофрованих гвинтових заготовок, який виконано у вигляді ступінчатої оправки із торцевим виступом, осьовим пазом для затиску переднього кінця смуги і приводом обертання, формуючого і притискного роликів гвинтової заготовки з приводом переміщення формуючого ролика паралельно осі ступінчатої оправки, формуючий ролик встановлено на осі перпендикулярно осі ступінчатої оправки з можливістю вільного обертання, який...
Пристрій для виготовлення гофрованих гвинтових заготовок
Номер патенту: 22332
Опубліковано: 25.04.2007
Автори: Гевко Богдан Матвійович, Дячун Андрій Євгенович, Гевко Роман Богданович
МПК: B21D 11/06
Мітки: пристрій, заготовок, гвинтових, гофрованих, виготовлення
Формула / Реферат:
Пристрій для виготовлення гофрованих гвинтових заготовок, що містить корпус, циліндричну оправку із приводом обертання від шпинделя верстата, притискний ролик, механізм фіксації, формуючий ролик виконаний з можливістю вільного обертання, який відрізняється тим, що корпус виконано у вигляді прямокутної вертикальної плити, до якої з трьох сторін по зовнішньому периметру в сторону токарного патрона жорстко консольнo прикріплені три бруси...
Пристрій для навивання профільних гвинтових заготовок
Номер патенту: 11367
Опубліковано: 15.12.2005
Автори: Гевко Іван Богданович, Ляшук Олег Леонтійович, Драган Андрій Петрович, Ковбашин Ірина Василівна, Солодкий Ігор Зіновійович
МПК: B21D 11/06
Мітки: навивання, пристрій, гвинтових, заготовок, профільних
Формула / Реферат:
Пристрій для навивання профільних гвинтових заготовок, який виконано у вигляді ступінчастої оправки з торцевим виступом, осьовим пазом і стопорним кільцем для фіксації переднього кінця стрічки, приводу формувального і напрямного роликів, які жорстко закріплені до супорта верстата, який відрізняється тим, що формувальний ролик виконано у вигляді пустотілого кільця, до нижнього торця якого жорстко закріплено циліндричний диск, який центральним...
Попередній патент: Спосіб лікування початкової та хронічної цереброваскулярної недостатності
Наступний патент: Спосіб контролю концентрації поверхнево-активних речовин у рідких розчинах
Випадковий патент: Шафа-вітрина