Розточувальна оправка
Номер патенту: 62618
Опубліковано: 15.12.2003
Автори: Глух Василь Миколайович, Гевко Ігор Богданович, Матвійчук Анатолій Васильович

Формула / Реферат
Розточувальна оправка, яка виконана у вигляді хвостовика, що є в контакті з центрувальною втулкою, в нижній частині якої радіально розміщені розточувальні різці, а у верхній частині центрувальної втулки рівномірно по колу розміщені гвинти, які є в контакті з відповідними косими пазами хвостовика, а центрування оправки в розточувальному отворі здійснено за допомогою втулки базування, яка відрізняється тим, що на меншому діаметрі кінця хвостовика в площині, перпендикулярній до його осі, рівномірно по колу виконано, наприклад, 4 напівкруглі виступи, які є у взаємодії з відповідними пазами розточувальних різців, причому навпроти кінців розточувальних різців в сусідніх таких же розточувальних різцях виконані виїмки, для їх вільного заходу, довжиною, що дорівнює сумі ширини одного з розточувальних різців і глибини розточувального отвору.
Текст
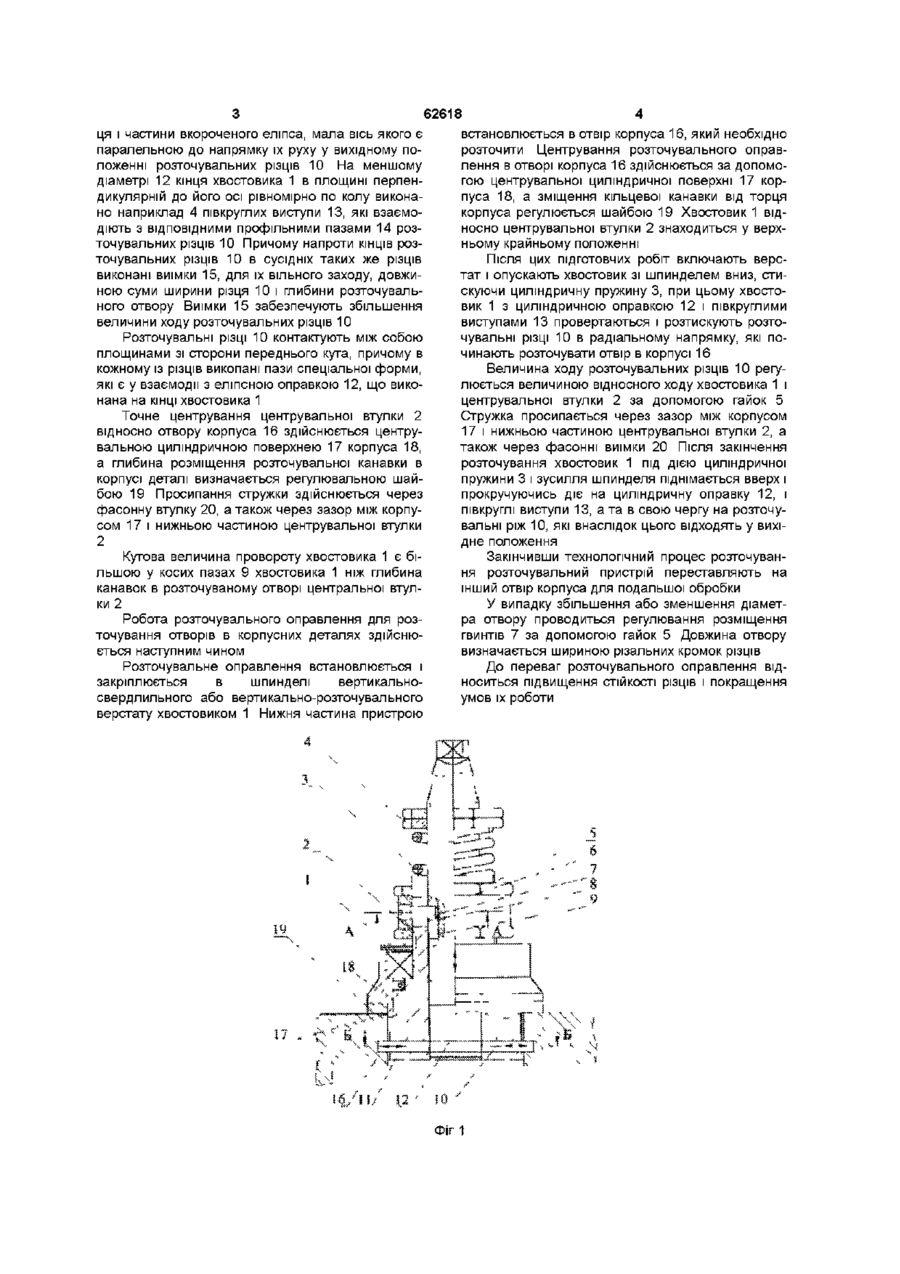
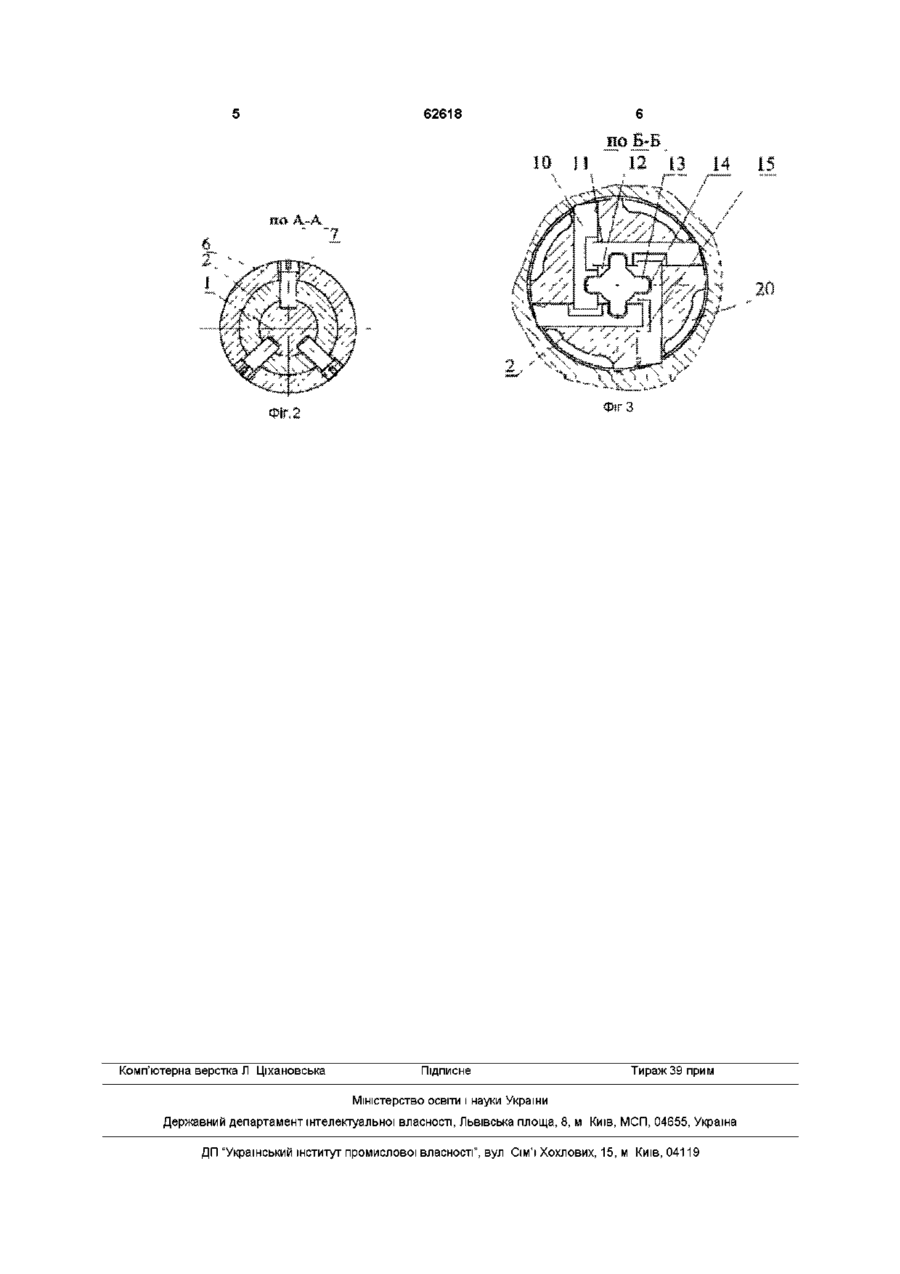
Розточувальна оправка, яка виконана у вигляді хвостовика, що є в контакті з центрувальною втулкою, в нижній частині якої радіально розміщені розточувальні різці, а у верхній частині центрувальної втулки рівномірно по колу розміщені гвинти, товика, а центрування оправки в розточувальному отворі здійснено за допомогою втулки базування, яка відрізняється тим, що на меншому діаметрі кінця хвостовика в площині, перпендикулярній до його осі, рівномірно по колу виконано, наприклад, 4 напівкруглі виступи, які є у взаємодії з ВІДПОВІДНИМИ пазами розточувальних різців, причому навпроти КІНЦІВ розточувальних різців в сусідніх таких же розточувальних різцях виконані виїмки, для їх вільного заходу, довжиною, що дорівнює сумі ширини одного з розточувальних різців і глибини розточувального отвору Винахід відноситься до галузі машинобудування і може мати широке застосування для розточування кільцевих канавок в отворах корпусних деталей під манжети, стопорні кільця та інше Відома розточна оправка для розточування отворів корпусних деталей, яка виконана у вигляді хвостовика, що є в контакті з центрувальною втулкою, в нижній частині якої радіальне розміщені розточні різці, а у верхній частині центрувальної втулки рівномірно по колу розміщені гвинти , які є в контакті з ВІДПОВІДНИМИ косими пазами хвостовика, а центрування оправки в розточувальному отворі здійснено за допомогою втулки базування (Гевко Б М , та ІНШІ "Механізми з гвинтовими пристроями", Львів Світ -рис 6 10, 1993р) Основний недолік вищевказаного пристрою полягає в тому, що він не забезпечує надійного відведення різців у вихідне положення при їх розточуванні В основу винаходу поставлено задачу підвищення надійності виконання технологічного процесу шляхом виконання пристрою для розточування отворів корпусних деталей у вигляді хвостовика, що є в контакті з центрувальною втулкою, в нижній частині якої радіально розміщені розточні різці, а у верхній частині центрувальної втулки рівномірно по колу розміщені гвинти, які є в контакті з ВІДПОВІДНИМИ косими пазами хвостовика, а центрування оправки в розточувальному отворі здійснено за допомогою втулки базування, причому па меншо му діаметрі кута хвостовика в площині перпендикулярній до його осі, рівномірно по колу викопано, наприклад, 4 півкруглі виступи, які є у взаємодії з ВІДПОВІДНИМИ пазами розточних різців, причому навпроти КІНЦІВ розточник різців в сусідніх таких же розточних різцях виконані виїмки, для їх вільного заходу, довжиною суми ширини одного з розточних різців і глибини розточувального отвору Розточувальне оправлення для розточування отворів корпусних деталей зображена на фіг 1 головний вигляд, фіг 2 - січення за А-А на фіг 1, фіг 3 - січення за Б-Б фіг 1 Розточувальне оправлення для розточування отворів складається з хвостовика 1 з верхньою конусною частиною, якою пристрій кріпиться до шпинделя верстату В нижній частині хвостовика 1 міститься центрувальна втулка 2, яка верхнім торцем контактує з циліндричною пружиною 3, що підтискається гайками 4 На гвинтовій частині центрувальної втулки 2 нагвинчені дві гайки 5, між якими встановлена втулка 6, на якій розміщені рівномірно по колу три гвинти 7, КІНЦІ яких взаємодіють з пазами 8 центрувальної втулки 2 і косими пазами 9 хвостовика 1 Причому кутова величина провороту гвинтів 7 у косих пазах 9 хвостовика 1 є більшою ніж глибина канавок в розточувальному отворі, в які розміщені розточувальні різці 10, які розміщені в нижній частині центрувальної втулки 2 в пазах спеціальної форми 11, які утворені спряженням параболи, розміщеної з боку вершини різ 00 (О (О 62618 встановлюється в отвір корпуса 16, який необхідно ця і частини вкороченого еліпса, мала вісь якого є розточити Центрування розточувального оправпаралельною до напрямку їх руху у вихідному полення в отворі корпуса 16 здійснюється за допомоложенні розточувальних різців 10 На меншому гою центрувальної циліндричної поверхні 17 кордіаметрі 12 кінця хвостовика 1 в площині перпенпуса 18, а зміщення кільцевої канавки від торця дикулярній до його осі рівномірно по колу виконакорпуса регулюється шайбою 19 Хвостовик 1 відно наприклад 4 півкруглих виступи 13, які взаємоносно центрувальної втулки 2 знаходиться у верхдіють з ВІДПОВІДНИМИ профільними пазами 14 розньому крайньому положенні точувальних різців 10 Причому напроти КІНЦІВ розточувальних різців 10 в сусідніх таких же різців Після ЦИХ ПІДГОТОВЧИХ робіт включають версвиконані виїмки 15, для їх вільного заходу, довжитат і опускають хвостовик зі шпинделем вниз, стиною суми ширини різця 10 і глибини розточувальскуючи циліндричну пружину 3, при цьому хвостоного отвору Виїмки 15 забезпечують збільшення вик 1 з циліндричною оправкою 12 і півкруглими величини ходу розточувальних різців 10 виступами 13 провертаються і розтискують розточувальні різці 10 в радіальному напрямку, які поРозточувальні різці 10 контактують між собою чинають розточувати отвір в корпусі 16 площинами зі сторони переднього кута, причому в кожному із різців викопані пази спеціальної форми, Величина ходу розточувальних різців 10 регуякі є у взаємодії з еліпсною оправкою 12, що виколюється величиною відносного ходу хвостовика 1 і нана на КІНЦІ хвостовика 1 центрувальної втулки 2 за допомогою гайок 5 Стружка просипається через зазор між корпусом Точне центрування центрувальної втулки 2 17 і нижньою частиною центрувальної втулки 2, а відносно отвору корпуса 16 здійснюється центрутакож через фасонні виїмки 20 Після закінчення вальною циліндричною поверхнею 17 корпуса 18, розточування хвостовик 1 під дією циліндричної а глибина розміщення розточувальної канавки в пружини 3 і зусилля шпинделя піднімається вверх і корпусі деталі визначається регулювальною шайпрокручуючись діє на циліндричну оправку 12, і бою 19 Просипання стружки здійснюється через півкруглі виступи 13, а та в свою чергу на розточуфасонну втулку 20, а також через зазор між корпувальні ріж 10, які внаслідок цього відходять у вихісом 17 і нижньою частиною центрувальної втулки дне положення 2 Кутова величина провороту хвостовика 1 є біЗакінчивши технологічний процес розточуванльшою у косих пазах 9 хвостовика 1 ніж глибина ня розточувальний пристрій переставляють на канавок в розточуваному отворі центральної втулінший отвір корпуса для подальшої обробки ки 2 У випадку збільшення або зменшення діаметРобота розточувального оправлення для розра отвору проводиться регулювання розміщення точування отворів в корпусних деталях здійснюгвинтів 7 за допомогою гайок 5 Довжина отвору ється наступним чином визначається шириною різальних кромок різців Розточувальне оправлення встановлюється і До переваг розточувального оправлення відзакріплюється в шпинделі вертикальноноситься підвищення СТІЙКОСТІ різців і покращення свердлильного або вертикально-розточувального умов їх роботи верстату хвостовиком 1 Нижня частина пристрою 62618 Комп'ютерна верстка Л Ціхановська Підписне Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул Сім'ї Хохлових, 15, м Київ, 04119
ДивитисяДодаткова інформація
Назва патенту англійськоюBoring bar
Автори англійськоюMatviichuk Anatolii Vasyliovych, Hevko Ihor Bohdanovych
Назва патенту російськоюРасточная оправка
Автори російськоюМатвийчук Анатолий Васильевич, Гевко Игорь Богданович
МПК / Мітки
МПК: B23B 5/00
Мітки: оправка, розточувальна
Код посилання
<a href="https://ua.patents.su/3-62618-roztochuvalna-opravka.html" target="_blank" rel="follow" title="База патентів України">Розточувальна оправка</a>
Пристрій для розточування кільцевих канавок в отворах корпусних деталей
Номер патенту: 52117
Опубліковано: 16.12.2002
Автори: Гевко Ігор Богданович, Матвійчук Анатолій Васильович
МПК: B23B 41/00, B23B 35/00
Мітки: деталей, отворах, корпусних, пристрій, канавок, кільцевих, розточування
Формула / Реферат:
Пристрій для розточування кільцевих канавок в отворах корпусних деталей, який виконаний у вигляді хвостовика, що є в контакті з центрувальною втулкою, в нижній частині якої радіальнo розміщені розточувальні різці, а у верхній частині втулки рівномірно по колу розміщені пальці, які є в контакті з відповідними пазами хвостовика і центральної втулки, а центрування пристрою здійснено за допомогою центрувального корпусу, який відрізняється тим,...
Оправка для розточування кільцевих канавок в корпусних деталях
Номер патенту: 62617
Опубліковано: 15.12.2003
Автори: Гевко Ігор Богданович, Рогатинський Роман Михайлович, Матвійчук Анатолій Васильович
МПК: B23B 5/00
Мітки: оправка, деталях, кільцевих, корпусних, канавок, розточування
Формула / Реферат:
Оправка для розточування кільцевих канавок в корпусних деталях, яка виконана у вигляді хвостовика, який є у взаємодії із втулкою з можливістю осьового переміщення, в нижній частині якої радіально розміщені різці, механізмів відносного осьового переміщення різців і канавок для виходу стружки, яка відрізняється тим, що до нижньої торцевої частини хвостовика шарнірно закріплено шарнірний ромбічний механізм з можливістю переміщення зі зміною...
Розтискна оправка

Номер патенту: 46399
Опубліковано: 15.05.2002
Автори: Пестунов Володимир Михайлович, Пашев Анатолій Володимирович
МПК: B23B 31/00, B23B 1/00
Формула / Реферат:
1. Розтискна оправка, яка містить кулькові пояси зі зрізаними кульками та механізм розтиску, яка відрізняється тим, що кулькові пояси поміщені в тонкостінну втулку та роз'єднані шайбами з конічними робочими поверхнями.2. Оправка за п. 1, яка відрізняється тим, що вона обладнана додатковою шайбою та рівномірно по колу розташованими кульками, що спираються на плечі важелів, з'єднаних з відцентровими вагами.3. Оправка за п. 1, яка...
Пристрій для розточування кільцевих канавок в отворах деталей

Номер патенту: 49289
Опубліковано: 16.09.2002
Автор: Гевко Ігор Богданович
МПК: B23B 5/00
Мітки: канавок, деталей, розточування, отворах, пристрій, кільцевих
Формула / Реферат:
Пристрій для розточування кільцевих канавок в отворах деталей, що виконаний у вигляді хвостовика, який є у взаємодії з втулкою, в нижній частині якої радіально розміщені різці, у верхній частині втулки рівномірно по колу розміщені, наприклад три пальці, які є у взаємодії з відповідними осьовими пазами, виконаними у хвостовику і втулці, центрування пристрою по отвору корпусу здійснено за допомогою центрувального корпусу, який відрізняється...
Пристрій для розточування кільцевих канавок

Номер патенту: 43097
Опубліковано: 15.11.2001
Автори: Гевко Іван Богданович, Головняк Руслан Васильович, Гевко Ігор Богданович
МПК: B23B 5/00
Мітки: пристрій, кільцевих, канавок, розточування
Формула / Реферат:
Пристрій для розточування кільцевих канавок, який виконаний у вигляді хвостовика, який є в контакті з втулкою, в нижній частині якої радіальне розміщені різці, у верхній частині втулки рівномірно по колу розміщені, наприклад, три пальці, які є в контакті з відповідними осьовими пазами, виконаними у хвостовику і втулці, центрування пристрою по отвору корпусу здійснює центрувальний отвір корпусу, який відрізняється тим, що до неробочих кінців...
Попередній патент: Оправка для розточування кільцевих канавок в корпусних деталях
Наступний патент: Мікрометричний нутромір
Випадковий патент: Спосіб відбору води із водосховища для водопровідної насосної станції першого підйому