Спосіб електроерозійної обробки круглих глибоких отворів електричною дугою
Формула / Реферат
1. Спосіб електроерозійної обробки круглих глибоких отворів електричною дугою, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центра електрода-інструмента, який відрізняється тим, що обробку здійснюють з обертанням електрода-інструмента.
2. Спосіб за п. 1, який відрізняється тим, що частоту обертання регулюють у межах від 0 до 100 обертів на хвилину.
3. Спосіб за пп. 1, 2, який відрізняється тим, що обробку здійснюють при видаленні робочої рідини із торцевого міжелектродного зазору крізь ексцентрично розташований канал в електроді-інструменті, причому величина ексцентриситету не перевищує радіус каналу.
4. Спосіб за пп. 1, 2, 3, який відрізняється тим, що обробку здійснюють електродом-інструментом, твердість якого перевищує твердість матеріалу, що обробляється.
Текст
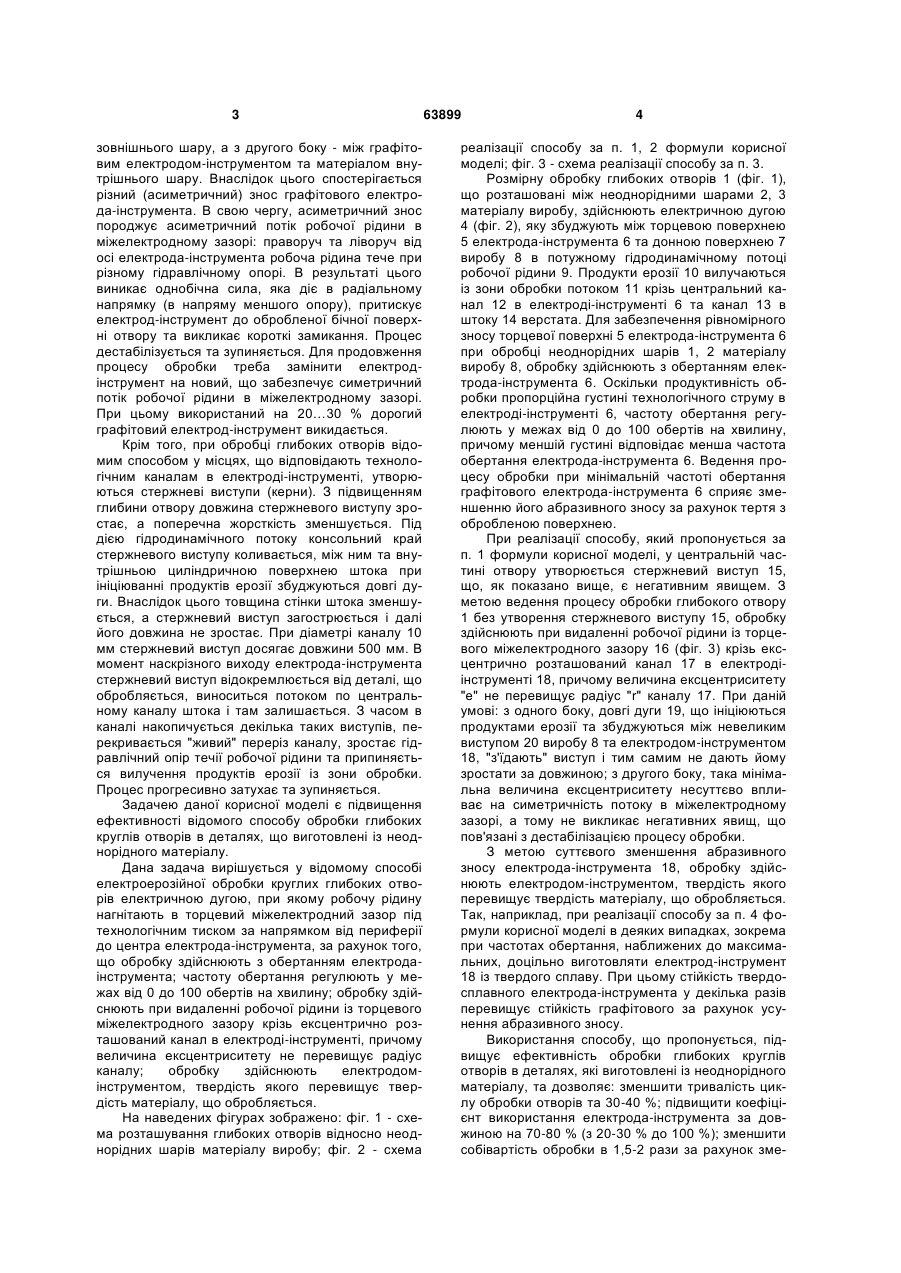
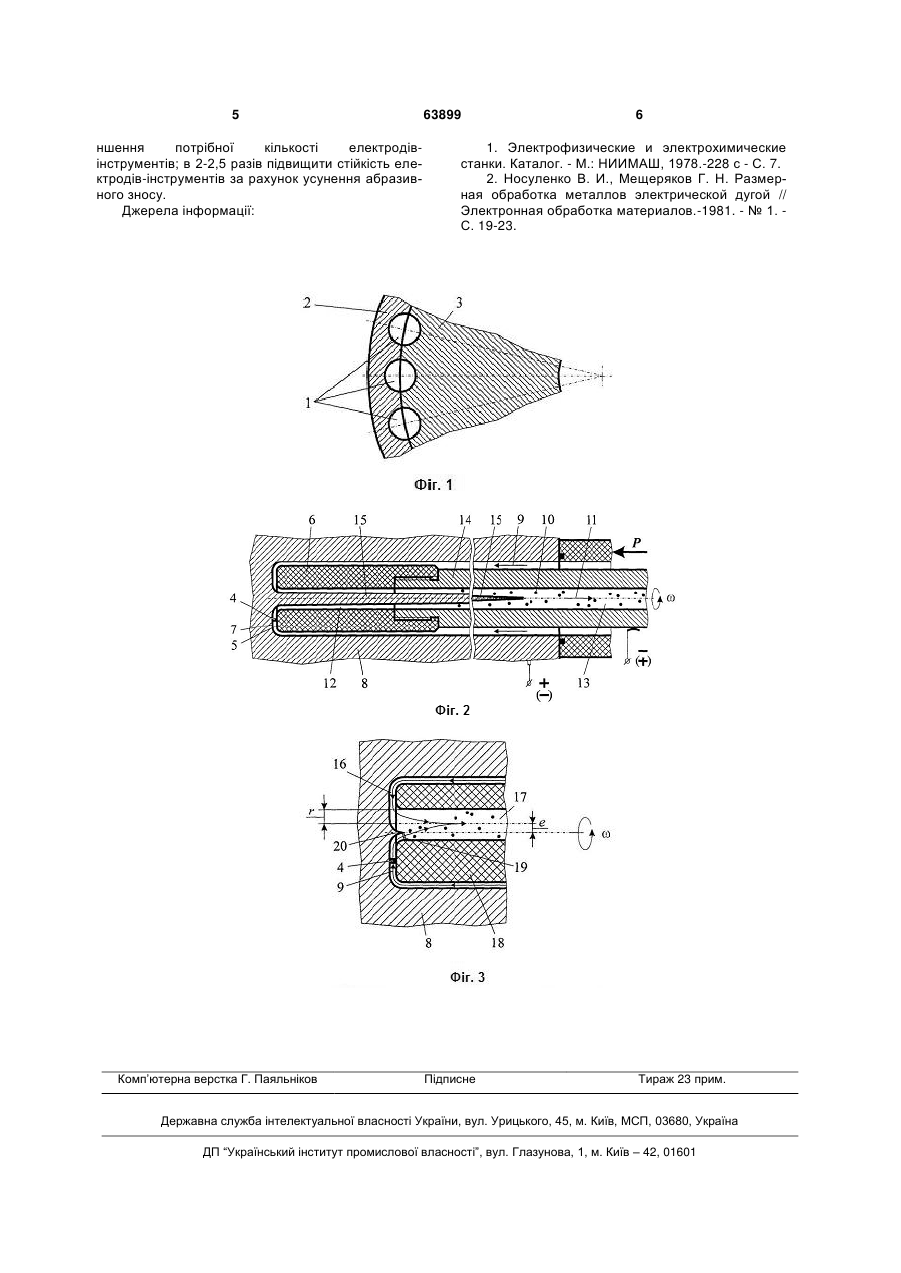
1. Спосіб електроерозійної обробки круглих глибоких отворів електричною дугою, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центра електрода-інструмента, який відрізняється тим, що обробку здійснюють з обертанням електрода-інструмента. 3 зовнішнього шару, а з другого боку - між графітовим електродом-інструментом та матеріалом внутрішнього шару. Внаслідок цього спостерігається різний (асиметричний) знос графітового електрода-інструмента. В свою чергу, асиметричний знос породжує асиметричний потік робочої рідини в міжелектродному зазорі: праворуч та ліворуч від осі електрода-інструмента робоча рідина тече при різному гідравлічному опорі. В результаті цього виникає однобічна сила, яка діє в радіальному напрямку (в напряму меншого опору), притискує електрод-інструмент до обробленої бічної поверхні отвору та викликає короткі замикання. Процес дестабілізується та зупиняється. Для продовження процесу обробки треба замінити електродінструмент на новий, що забезпечує симетричний потік робочої рідини в міжелектродному зазорі. При цьому використаний на 20…30 % дорогий графітовий електрод-інструмент викидається. Крім того, при обробці глибоких отворів відомим способом у місцях, що відповідають технологічним каналам в електроді-інструменті, утворюються стержневі виступи (керни). З підвищенням глибини отвору довжина стержневого виступу зростає, а поперечна жорсткість зменшується. Під дією гідродинамічного потоку консольний край стержневого виступу коливається, між ним та внутрішньою циліндричною поверхнею штока при ініціюванні продуктів ерозії збуджуються довгі дуги. Внаслідок цього товщина стінки штока зменшується, а стержневий виступ загострюється і далі його довжина не зростає. При діаметрі каналу 10 мм стержневий виступ досягає довжини 500 мм. В момент наскрізного виходу електрода-інструмента стержневий виступ відокремлюється від деталі, що обробляється, виноситься потоком по центральному каналу штока і там залишається. З часом в каналі накопичується декілька таких виступів, перекривається "живий" переріз каналу, зростає гідравлічний опір течії робочої рідини та припиняється вилучення продуктів ерозії із зони обробки. Процес прогресивно затухає та зупиняється. Задачею даної корисної моделі є підвищення ефективності відомого способу обробки глибоких круглів отворів в деталях, що виготовлені із неоднорідного матеріалу. Дана задача вирішується у відомому способі електроерозійної обробки круглих глибоких отворів електричною дугою, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центра електрода-інструмента, за рахунок того, що обробку здійснюють з обертанням електродаінструмента; частоту обертання регулюють у межах від 0 до 100 обертів на хвилину; обробку здійснюють при видаленні робочої рідини із торцевого міжелектродного зазору крізь ексцентрично розташований канал в електроді-інструменті, причому величина ексцентриситету не перевищує радіус каналу; обробку здійснюють електродомінструментом, твердість якого перевищує твердість матеріалу, що обробляється. На наведених фігурах зображено: фіг. 1 - схема розташування глибоких отворів відносно неоднорідних шарів матеріалу виробу; фіг. 2 - схема 63899 4 реалізації способу за п. 1, 2 формули корисної моделі; фіг. 3 - схема реалізації способу за п. 3. Розмірну обробку глибоких отворів 1 (фіг. 1), що розташовані між неоднорідними шарами 2, 3 матеріалу виробу, здійснюють електричною дугою 4 (фіг. 2), яку збуджують між торцевою поверхнею 5 електрода-інструмента 6 та донною поверхнею 7 виробу 8 в потужному гідродинамічному потоці робочої рідини 9. Продукти ерозії 10 вилучаються із зони обробки потоком 11 крізь центральний канал 12 в електроді-інструменті 6 та канал 13 в штоку 14 верстата. Для забезпечення рівномірного зносу торцевої поверхні 5 електрода-інструмента 6 при обробці неоднорідних шарів 1, 2 матеріалу виробу 8, обробку здійснюють з обертанням електрода-інструмента 6. Оскільки продуктивність обробки пропорційна густині технологічного струму в електроді-інструменті 6, частоту обертання регулюють у межах від 0 до 100 обертів на хвилину, причому меншій густині відповідає менша частота обертання електрода-інструмента 6. Ведення процесу обробки при мінімальній частоті обертання графітового електрода-інструмента 6 сприяє зменшенню його абразивного зносу за рахунок тертя з обробленою поверхнею. При реалізації способу, який пропонується за п. 1 формули корисної моделі, у центральній частині отвору утворюється стержневий виступ 15, що, як показано вище, є негативним явищем. З метою ведення процесу обробки глибокого отвору 1 без утворення стержневого виступу 15, обробку здійснюють при видаленні робочої рідини із торцевого міжелектродного зазору 16 (фіг. 3) крізь ексцентрично розташований канал 17 в електродіінструменті 18, причому величина ексцентриситету "е" не перевищує радіус "r" каналу 17. При даній умові: з одного боку, довгі дуги 19, що ініціюються продуктами ерозії та збуджуються між невеликим виступом 20 виробу 8 та електродом-інструментом 18, "з'їдають" виступ і тим самим не дають йому зростати за довжиною; з другого боку, така мінімальна величина ексцентриситету несуттєво впливає на симетричність потоку в міжелектродному зазорі, а тому не викликає негативних явищ, що пов'язані з дестабілізацією процесу обробки. З метою суттєвого зменшення абразивного зносу електрода-інструмента 18, обробку здійснюють електродом-інструментом, твердість якого перевищує твердість матеріалу, що обробляється. Так, наприклад, при реалізації способу за п. 4 формули корисної моделі в деяких випадках, зокрема при частотах обертання, наближених до максимальних, доцільно виготовляти електрод-інструмент 18 із твердого сплаву. При цьому стійкість твердосплавного електрода-інструмента у декілька разів перевищує стійкість графітового за рахунок усунення абразивного зносу. Використання способу, що пропонується, підвищує ефективність обробки глибоких круглів отворів в деталях, які виготовлені із неоднорідного матеріалу, та дозволяє: зменшити тривалість циклу обробки отворів та 30-40 %; підвищити коефіцієнт використання електрода-інструмента за довжиною на 70-80 % (з 20-30 % до 100 %); зменшити собівартість обробки в 1,5-2 рази за рахунок зме 5 ншення потрібної кількості електродівінструментів; в 2-2,5 разів підвищити стійкість електродів-інструментів за рахунок усунення абразивного зносу. Джерела інформації: Комп’ютерна верстка Г. Паяльніков 63899 6 1. Электрофизические и электрохимические станки. Каталог. - М.: НИИМАШ, 1978.-228 с - С. 7. 2. Носуленко В. И., Мещеряков Г. Н. Размерная обработка металлов электрической дугой // Электронная обработка материалов.-1981. - № 1. С. 19-23. Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of electroerosive machining of round deep holes by electric arc
Автори англійськоюBokov Viktor Myhailovych
Назва патенту російськоюСпособ электроэрозионной обработки круглых глубоких отверстий электрической дугой
Автори російськоюБоков Виктор Михайлович
МПК / Мітки
МПК: B23H 1/00
Мітки: спосіб, глибоких, дугою, обробки, електроерозійної, отворів, круглих, електричною
Код посилання
<a href="https://ua.patents.su/3-63899-sposib-elektroerozijjno-obrobki-kruglikh-glibokikh-otvoriv-elektrichnoyu-dugoyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб електроерозійної обробки круглих глибоких отворів електричною дугою</a>
Спосіб розмірної обробки дугою глибоких отворів
Номер патенту: 58024
Опубліковано: 25.03.2011
Автор: Боков Віктор Михайлович
МПК: B23P 13/00
Мітки: глибоких, отворів, спосіб, розмірної, обробки, дугою
Формула / Реферат:
Спосіб розмірної обробки дугою глибоких отворів, що включає нагнітання робочої рідини в торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центру електрода-інструмента, який відрізняється тим, що обробку здійснюють при пружному радіальному направленні електродотримача (штока) відносно прошитого отвору.
Спосіб розмірної обробки отворів електричною дугою

Номер патенту: 58026
Опубліковано: 25.03.2011
Автор: Боков Віктор Михайлович
МПК: B23P 13/00
Мітки: електричною, отворів, розмірної, дугою, обробки, спосіб
Формула / Реферат:
Спосіб розмірної обробки отворів електричною дугою, що включає нагнітання робочої рідини в торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центру електрода-інструмента, який відрізняється тим, що в початковій фазі обробку здійснюють в центральній частині отвору з поступовим наближенням до периферійної частини отвору.
Спосіб розмірної обробки електричною дугою наскрізних отворів та стрижнів
Номер патенту: 51049
Опубліковано: 15.11.2002
Автори: Шмельов Віталій Миколайович, Боков Віктор Михайлович, Попова Маргарита Іванівна
МПК: B23P 6/00
Мітки: отворів, розмірної, дугою, електричною, наскрізних, спосіб, обробки, стрижнів
Формула / Реферат:
Спосіб розмірної обробки електричною дугою наскрізних отворів та стрижнів з прокачуванням робочої рідини крізь міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку здійснюють одним двоступінчастим електродом-інструментом послідовно в три етапи: на першому етапі (чорнова обробка нижнім ступенем: знімання основного за об'ємом припуску) силу технологічного струму підтримують на максимально можливому рівні (I =...
Спосіб розмірної обробки електричною дугою отворів в пакеті плоских заготовок
Номер патенту: 58025
Опубліковано: 25.03.2011
Автор: Боков Віктор Михайлович
МПК: B23P 13/00
Мітки: обробки, отворів, електричною, спосіб, розмірної, заготовок, плоских, дугою, пакети
Формула / Реферат:
Спосіб розмірної обробки електричною дугою отворів в пакеті плоских заготовок, що включає нагнітання робочої рідини в торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центра електрода-інструмента, який відрізняється тим, що обробку здійснюють при напрузі на електродах не менше 40 В з наскрізним виходом електрода-інструмента з пакета в електропровідну підкладку та з вилученням продуктів ерозії із...
Спосіб електроерозійної обробки порожнин електричною дугою
Номер патенту: 58023
Опубліковано: 25.03.2011
Автор: Боков Віктор Михайлович
МПК: B23P 13/00
Мітки: порожнин, дугою, електроерозійної, обробки, спосіб, електричною
Формула / Реферат:
Спосіб електроерозійної обробки порожнин електричною дугою, що включає нагнітання робочої рідини в торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центра електрода-інструмента, який відрізняється тим, що обробку здійснюють в три стадії: на першій стадії технологічний струм плавно підвищують від нуля до величини, що відповідає рівню чорнової обробки; на другій стадії ведуть високопродуктивну чорнову обробку...
Попередній патент: Вкладиш верхньої головки шатуна високошвидкісного кривошипного прес-автомата
Наступний патент: Установка для обробки електричною дугою великогабаритних деталей
Випадковий патент: Спіральний теплообмінник типу "труба в трубі"