Спосіб розмірної обробки електричною дугою отворів в пакеті плоских заготовок

Формула / Реферат
Спосіб розмірної обробки електричною дугою отворів в пакеті плоских заготовок, що включає нагнітання робочої рідини в торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центра електрода-інструмента, який відрізняється тим, що обробку здійснюють при напрузі на електродах не менше 40 В з наскрізним виходом електрода-інструмента з пакета в електропровідну підкладку та з вилученням продуктів ерозії із вертикального каналу електрода-інструмента за напрямком зверху вниз, тобто з використанням гравітаційної сили.
Текст
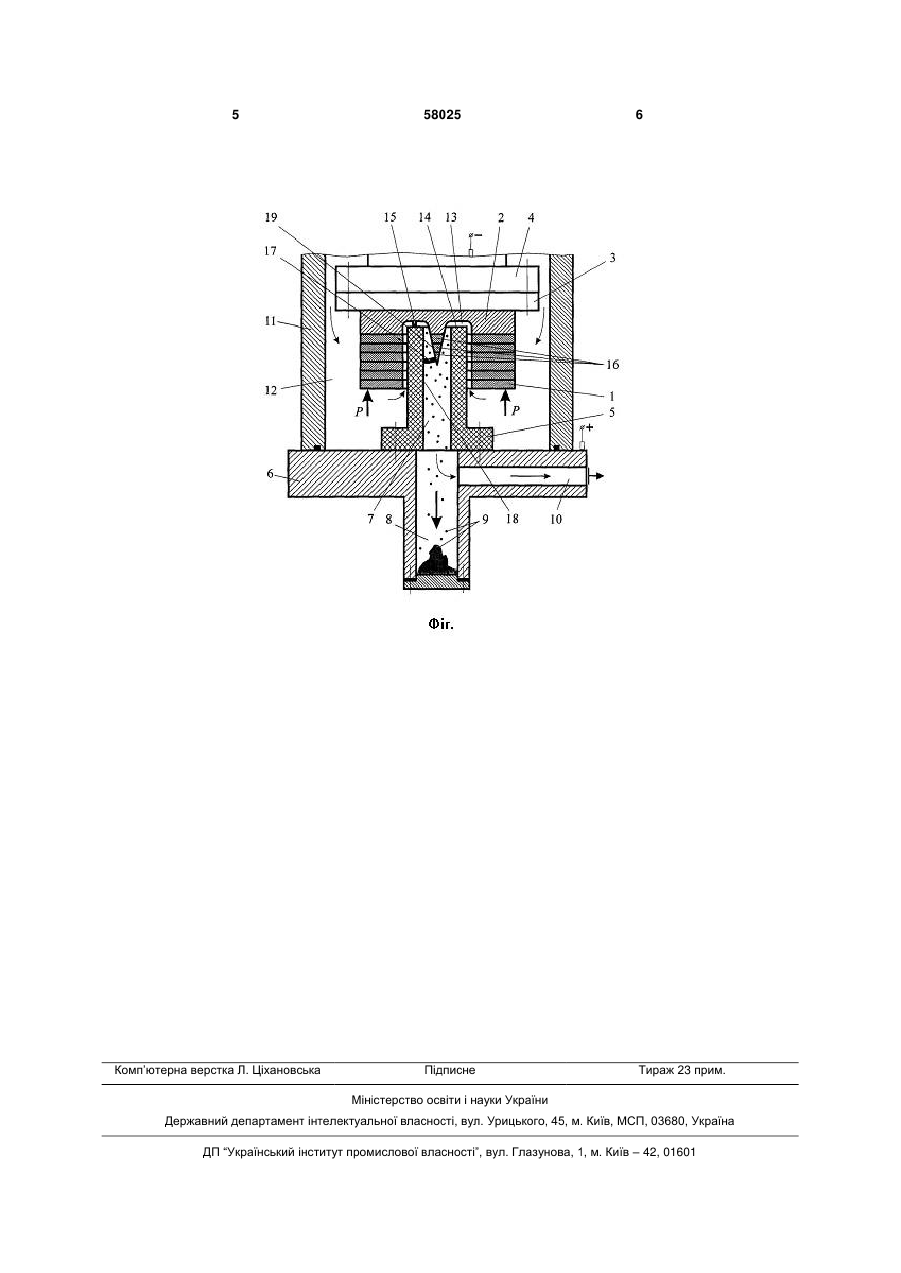
Спосіб розмірної обробки електричною дугою отворів в пакеті плоских заготовок, що включає нагнітання робочої рідини в торцевий міжелектро 3 жені поперечним розміром отвору, який більше 10 мм. Задачею даної корисної моделі є розширення технологічних можливостей відомого способу обробки отворів в пакеті плоских заготовок за рахунок покращання умов вилучення продуктів ерозії із вертикального каналу електрода-інструмента, а також формоутворення та утримання технологічного виступу при обробки отворів з поперечним розміром менше 10 мм. Дана задача вирішується у відомому способі розмірної обробки електричною дугою отворів в пакеті плоских заготовок, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центру електрода-інструмента, за рахунок того, що обробку здійснюють при напрузі на електродах не менше 40 В з наскрізним виходом електродаінструмента з пакету в електропровідну підкладку та з вилученням продуктів ерозії із вертикального каналу електрода-інструмента за напрямком зверху вниз, тобто з використанням гравітаційної сили. На приведеній фіг. зображено принципову схему реалізації технічного рішення, що пропонується. Для обробки отворів пакет 1, що складається із шести однакових плоских заготовок, закріплюють разом з електропровідною підкладкою 2 на плиті 3 зусиллям Р нерухомо відносно шпинделя 4 верстата. Зусилля Р забезпечує надійне прилягання заготовок між собою та до підкладки 2. Електрод-інструмент 5 виконують із електроерозійностійкого матеріалу, наприклад, із графіту, та нерухомо закріплюють на плиті 6 стола верстата. В електроді-інструменті 5 передбачається центральний канал (отвір) 7 для прокачування робочої рідини за напрямком від периферії до його центра. Плита 6 має порожнину 8 для накопичування продуктів ерозії 9 та канал 10 для вилучення робочої рідини із зони обробки. Зону обробки обмежують герметичною камерою 11. Далі вмикають електродвигун насоса подачі робочої рідини (наприклад, рідини на базі органічного середовища) в камеру 12 верстата під технологічним тиском (у межах 0,4-2 МПа), вмикають джерело живлення постійним технологічним струмом (на схемі не показано), встановлюють необхідну полярність роботи, а також режим обробки (силу технологічного струму, тиск робочої рідини на вході в міжелектродний зазор) і ведуть обробку при підвищеному значенні напруги на електродах (не менше 40 В) в слідкуючому режимі за торцевим міжелектродним зазором 13. При цьому між торцевою поверхнею 14 елект 58025 4 рода-інструмента 5 та однією із заготовок пакету 1 (або, як показано на схемі, підкладкою 2) горить електрична дуга 15 в потужному гідродинамічному потоці робочої рідини, яка, власне, відповідає за якісну обробку отворів в пакеті 1 заготовок. Продукти ерозії виносяться потоком робочої рідини із торцевого зазору 13 у вертикальний канал 7 електрода-інструмента та легко вилучаються із нього в порожнину 8 за напрямком зверху вниз, тобто з використанням гравітаційної сили. Ведення процесу обробки отворів в пакеті заготовок на підвищеній напруги на електродах забезпечує такий процес обробки, при якому технологічні виступи 16, які утворюються в центральній частині отвору, з'єднувалися між собою за допомогою мікрозварювання. Крім того, останній технологічний виступ в напрямку обробки отворів в пакеті 1 з'єднується в електропровідною прокладкою 2. Таким чином, увесь пакет технологічних виступів, що утворюється, висить як бурулька і не відривається від прокладки 2 до закінчення процесу обробки усіх отворів в пакеті 1. Більш того, підвищена напруга на електродах дозволяє суттєво зменшити сумарну висоту технологічних виступів 16 за рахунок утворення довгих дуг 17, які виникають між ними та бічною поверхнею 18 каналу 7 електрода-інструмента 5 та ініціюються продуктами ерозії. Таким чином, довгі дуги "з'їдають" нижню частину пакету технологічних виступів, формують на ній конічну поверхню 19 та укорочують її. Чим менша залишкова сумарна висота технологічних виступів, тим вони більш усталені, що не дозволяє динамічному потоку та продуктам ерозії порушити їх цілісність, бо порушення цілісності може привести до повороту виступу, короткому замиканню та до вимушеної зупинки процесу обробки. Використання способу розмірної обробки електричною дугою отворів в пакеті плоских заготовок розширює технологічні можливості відомого способу та дозволяє в 3-5 разів зменшити поперечний розмір отвору, зокрема з 10 мм до 2 мм. Джерела інформації: 1. Электрофизические и электрохимические станки. Каталог - М.: НИИМАШ, 1978. - 228с - С.3637. 2. Носуленко В.И., Мещеряков Г.Н. Размерная обработка металлов электрической дугой // Электронная обработка материалов. - 1981. - №1. С.19-23. 3. Чумаченко О. С. Розмірна обробка електричною дугою листових деталей: Дис... канд. техн. наук: 05.03.07 / НТУУ "КПІ». - Київ, 2002. - 21с. 5 Комп’ютерна верстка Л. Ціхановська 58025 6 Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of dimensional machining by electric arc of holes in package of flat billets
Автори англійськоюBokov Viktor Myhailovych
Назва патенту російськоюСпособ размерной обработки электрической дугой отверстий b пакете плоских заготовок
Автори російськоюБоков Виктор Михайлович
МПК / Мітки
МПК: B23P 13/00
Мітки: електричною, спосіб, заготовок, розмірної, дугою, обробки, плоских, пакети, отворів
Код посилання
<a href="https://ua.patents.su/3-58025-sposib-rozmirno-obrobki-elektrichnoyu-dugoyu-otvoriv-v-paketi-ploskikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб розмірної обробки електричною дугою отворів в пакеті плоских заготовок</a>
Спосіб розмірної обробки електричною дугою наскрізних отворів та стрижнів
Номер патенту: 51049
Опубліковано: 15.11.2002
Автори: Боков Віктор Михайлович, Шмельов Віталій Миколайович, Попова Маргарита Іванівна
МПК: B23P 6/00
Мітки: спосіб, наскрізних, обробки, дугою, розмірної, отворів, електричною, стрижнів
Формула / Реферат:
Спосіб розмірної обробки електричною дугою наскрізних отворів та стрижнів з прокачуванням робочої рідини крізь міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку здійснюють одним двоступінчастим електродом-інструментом послідовно в три етапи: на першому етапі (чорнова обробка нижнім ступенем: знімання основного за об'ємом припуску) силу технологічного струму підтримують на максимально можливому рівні (I =...
Спосіб розмірної обробки електричною дугою дрібних отворів та щілин

Номер патенту: 19986
Опубліковано: 15.01.2007
Автори: Боков Віктор Михайлович, Павленко Олег Вікторович
МПК: B23P 6/00
Мітки: дрібних, спосіб, дугою, щілин, електричною, отворів, розмірної, обробки
Формула / Реферат:
1. Спосіб розмірної обробки електричною дугою дрібних отворів та щілин при прокачуванні робочої рідини під технологічним тиском через торцевий міжелектродний зазор за напрямком від периферії до центра електрода-інструмента, який відрізняється тим, що обробку здійснюють при видаленні робочої рідини разом з продуктами ерозії із технологічного каналу в електроді-інструменті за напрямком зверху вниз, тобто з використанням гравітаційної...
Спосіб розмірної обробки електричною дугою плоских торцевих поверхонь кільцевих деталей
Номер патенту: 32151
Опубліковано: 12.05.2008
Автори: Боков Віктор Михайлович, Сіса Олег Федорович
МПК: B23H 1/00
Мітки: обробки, розмірної, кільцевих, торцевих, плоских, спосіб, електричною, деталей, дугою, поверхонь
Формула / Реферат:
1. Спосіб розмірної обробки електричною дугою плоских торцевих поверхонь кільцевих деталей, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку здійснюють одночасно двох деталей, які неспіввісно обертають у протилежних напрямках, а дугу збуджують в торцевому міжелектродному зазорі, що утворений їхніми торцевими поверхнями, причому полярність обробки періодично...
Спосіб розмірної обробки електричною дугою отворів та порожнин

Номер патенту: 22072
Опубліковано: 30.04.1998
Автори: Попова Маргарита Іванівна, Боков Віктор Михайлович
МПК: B23H 7/00
Мітки: спосіб, електричною, отворів, розмірної, обробки, дугою, порожнин
Формула / Реферат:
1. Спосіб розмірної обробки електричною дугою отворів та порожнин, що мають паралельні бічні стінки і стартову обробляєму поверхню не паралельну донної поверхні отвору, при якому робочу рідину нагнітають із герметизованої камери у торцевий міжелектродний зазор під тиском у напрямку від периферії до центру електрода-інструмента, який відрізняється тим, що нагнітання робочої рідини у торцевий міжелектродний зазор здійснюють крізь штучний...
Спосіб розмірної обробки електричною дугою глухих отворів та стрижнів з похилою по відношенню до стартової поверхні електрода-заготовки торцевою поверхнею
Номер патенту: 55619
Опубліковано: 15.04.2003
Автори: Боков Віктор Михайлович, Шмельов Віталій Миколайович
МПК: B23H 3/00, B23H 1/00, B23K 7/00
Мітки: електричною, розмірної, отворів, обробки, стартової, поверхні, спосіб, похилою, торцевою, глухих, відношенню, дугою, електрода-заготовки, стрижнів, поверхнею
Формула / Реферат:
Спосіб розмірної обробки електричною дугою глухих отворів та стрижнів з похилою по відношенню до стартової поверхні електрода-заготовки торцевою поверхнею, при якому робочу рідину прокачують крізь міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку в початковій фазі процесу здійснюють при прокачуванні робочої рідини крізь штучний торцевий міжелектродний зазор, який утворено торцевою поверхнею...
Попередній патент: Спосіб розмірної обробки дугою глибоких отворів
Наступний патент: Спосіб розмірної обробки отворів електричною дугою
Випадковий патент: Застосування екстракту serratula coronata l. для профілактики та лікування свинцевої інтоксикації