Спосіб обробки електричною дугою в гідродинамічному потоці робочої рідини із застосуванням непрофільованого стрижневого електрода-інструмента

Формула / Реферат
1. Спосіб обробки електричною дугою в гідродинамічному потоці робочої рідини із застосуванням непрофільованого стрижневого електрода-інструмента, який відрізняється тим, що обробку здійснюють з поступальним радіальним або осьовим, або одночасно з радіальним та осьовим (просторовим) рухом непрофільованого електрода-інструмента при нагнітанні робочої рідини одночасно в бічний та торцевий міжелектродні зазори крізь щілиноподібні та з'єднані між собою канали в електроді-інструменті, ширина яких не перевищує двох міжелектродних зазорів.
2. Спосіб за п. 1, який відрізняється тим, що непрофільований електрод-інструмент обертають навколо осі.
Текст
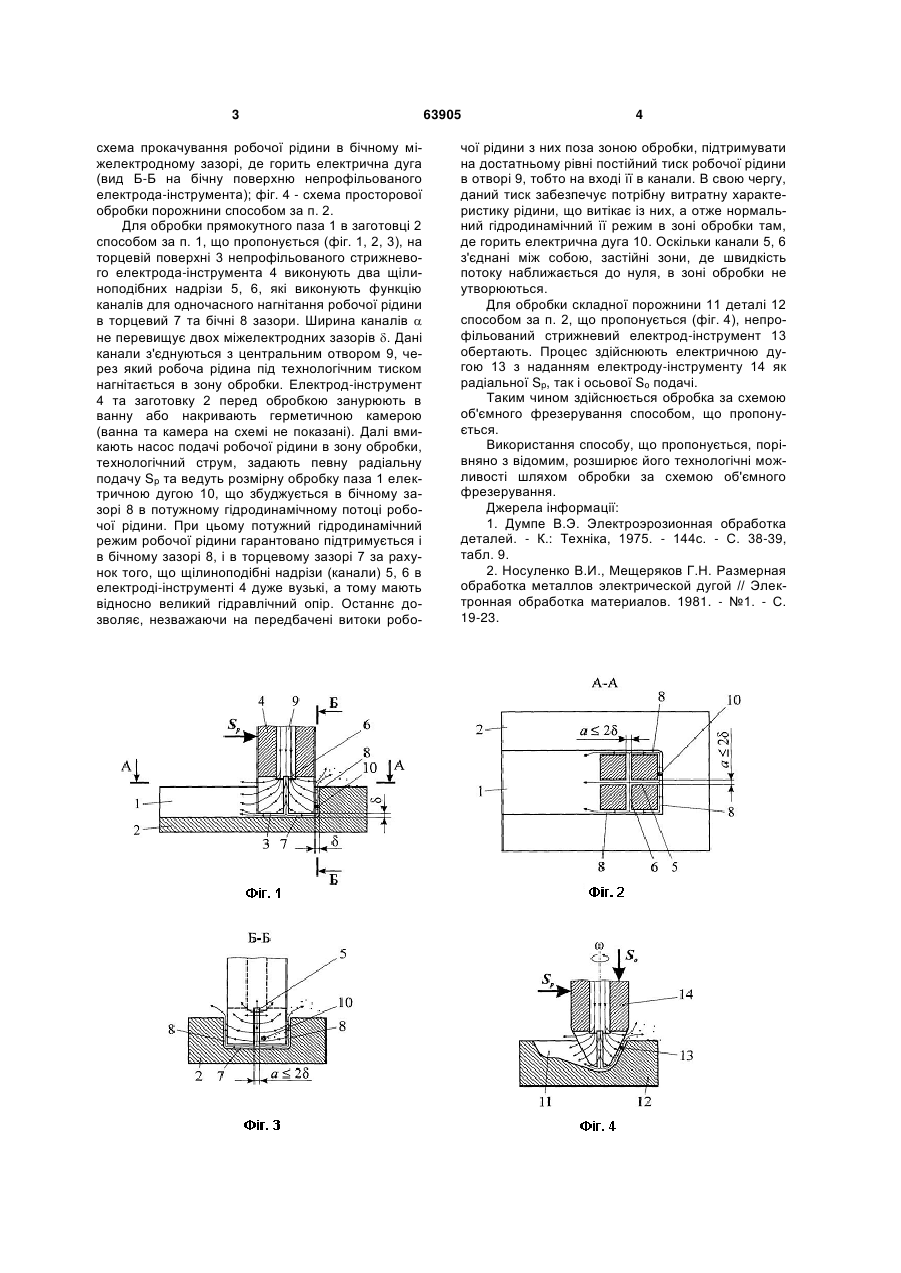
1. Спосіб обробки електричною дугою в гідродинамічному потоці робочої рідини із застосуванням непрофільованого стрижневого електродаінструмента, який відрізняється тим, що обробку 3 схема прокачування робочої рідини в бічному міжелектродному зазорі, де горить електрична дуга (вид Б-Б на бічну поверхню непрофільованого електрода-інструмента); фіг. 4 - схема просторової обробки порожнини способом за п. 2. Для обробки прямокутного паза 1 в заготовці 2 способом за п. 1, що пропонується (фіг. 1, 2, 3), на торцевій поверхні 3 непрофільованого стрижневого електрода-інструмента 4 виконують два щілиноподібних надрізи 5, 6, які виконують функцію каналів для одночасного нагнітання робочої рідини в торцевий 7 та бічні 8 зазори. Ширина каналів не перевищує двох міжелектродних зазорів . Дані канали з'єднуються з центральним отвором 9, через який робоча рідина під технологічним тиском нагнітається в зону обробки. Електрод-інструмент 4 та заготовку 2 перед обробкою занурюють в ванну або накривають герметичною камерою (ванна та камера на схемі не показані). Далі вмикають насос подачі робочої рідини в зону обробки, технологічний струм, задають певну радіальну подачу Sp та ведуть розмірну обробку паза 1 електричною дугою 10, що збуджується в бічному зазорі 8 в потужному гідродинамічному потоці робочої рідини. При цьому потужний гідродинамічний режим робочої рідини гарантовано підтримується і в бічному зазорі 8, і в торцевому зазорі 7 за рахунок того, що щілиноподібні надрізи (канали) 5, 6 в електроді-інструменті 4 дуже вузькі, а тому мають відносно великий гідравлічний опір. Останнє дозволяє, незважаючи на передбачені витоки робо 63905 4 чої рідини з них поза зоною обробки, підтримувати на достатньому рівні постійний тиск робочої рідини в отворі 9, тобто на вході її в канали. В свою чергу, даний тиск забезпечує потрібну витратну характеристику рідини, що витікає із них, а отже нормальний гідродинамічний її режим в зоні обробки там, де горить електрична дуга 10. Оскільки канали 5, 6 з'єднані між собою, застійні зони, де швидкість потоку наближається до нуля, в зоні обробки не утворюються. Для обробки складної порожнини 11 деталі 12 способом за п. 2, що пропонується (фіг. 4), непрофільований стрижневий електрод-інструмент 13 обертають. Процес здійснюють електричною дугою 13 з наданням електроду-інструменту 14 як радіальної Sp, так і осьової So подачі. Таким чином здійснюється обробка за схемою об'ємного фрезерування способом, що пропонується. Використання способу, що пропонується, порівняно з відомим, розширює його технологічні можливості шляхом обробки за схемою об'ємного фрезерування. Джерела інформації: 1. Думпе В.Э. Электроэрозионная обработка деталей. - К.: Техніка, 1975. - 144с. - С. 38-39, табл. 9. 2. Носуленко В.И., Мещеряков Г.Н. Размерная обработка металлов электрической дугой // Электронная обработка материалов. 1981. - №1. - С. 19-23. 5 Комп’ютерна верстка М. Ломалова 63905 6 Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of machining by electric arc in hydrodynamic flow of working fluid with use of unprofiled rod electrode-tool
Автори англійськоюBokov Viktor Myhailovych
Назва патенту російськоюСпособ обработки электрической дугой в гидродинамическом потоке рабочей жидкости с применением непрофилированного стержневого электрода-инструмента
Автори російськоюБоков Виктор Михайлович
МПК / Мітки
МПК: B23H 1/00
Мітки: гідродинамічному, обробки, робочої, стрижневого, спосіб, дугою, застосуванням, електричною, непрофільованого, потоці, рідини, електрода-інструмента
Код посилання
<a href="https://ua.patents.su/3-63905-sposib-obrobki-elektrichnoyu-dugoyu-v-gidrodinamichnomu-potoci-robocho-ridini-iz-zastosuvannyam-neprofilovanogo-strizhnevogo-elektroda-instrumenta.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки електричною дугою в гідродинамічному потоці робочої рідини із застосуванням непрофільованого стрижневого електрода-інструмента</a>
Спосіб розмірної обробки електричною дугою тіл обертання непрофільованим електродом-інструментом
Номер патенту: 25645
Опубліковано: 10.08.2007
Автори: Боков Віктор Михайлович, Сіса Олег Федорович
МПК: B23H 1/00
Мітки: непрофільованим, розмірної, спосіб, обробки, дугою, електричною, електродом-інструментом, обертання, тіл
Формула / Реферат:
Спосіб розмірної обробки електричною дугою тіл обертання непрофільованим електродом-інструментом з обертанням електрода-заготовки та радіальною й осьовою подачею електрода-інструмента при потужному нагнітанні робочого середовища в міжелектродний зазор, який відрізняється тим, що дугу збуджують між електродом-заготовкою та торцевою поверхнею непрофільованого електрода-інструмента (наприклад, дротового, стержневого чи трубчастого), який...
Спосіб розмірної обробки тіл обертання електричною дугою
Номер патенту: 62770
Опубліковано: 12.09.2011
Автор: Боков Віктор Михайлович
МПК: B23P 17/00
Мітки: дугою, тіл, спосіб, розмірної, обертання, електричною, обробки
Формула / Реферат:
Спосіб розмірної обробки тіл обертання електричною дугою в поперечному потоці робочої рідини, з обертанням електрода-заготовки та радіальною і осьовою подачею непрофільованого електрода-інструмента, що протягують в зоні обробці, який відрізняється тим, що обробку здійснюють попередньо перфорованим стрічковим електродом-інструментом, а робочу рідину в зону обробки нагнітають під технологічним тиском крізь перфорації у стрічці.
Спосіб розмірної обробки електричною дугою глухих отворів та стрижнів з похилою по відношенню до стартової поверхні електрода-заготовки торцевою поверхнею
Номер патенту: 55619
Опубліковано: 15.04.2003
Автори: Боков Віктор Михайлович, Шмельов Віталій Миколайович
МПК: B23K 7/00, B23H 1/00, B23H 3/00
Мітки: стартової, похилою, поверхнею, електричною, обробки, стрижнів, спосіб, дугою, розмірної, торцевою, відношенню, електрода-заготовки, поверхні, отворів, глухих
Формула / Реферат:
Спосіб розмірної обробки електричною дугою глухих отворів та стрижнів з похилою по відношенню до стартової поверхні електрода-заготовки торцевою поверхнею, при якому робочу рідину прокачують крізь міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку в початковій фазі процесу здійснюють при прокачуванні робочої рідини крізь штучний торцевий міжелектродний зазор, який утворено торцевою поверхнею...
Пристрій для обробки фасонних порожнин електричною дугою
Номер патенту: 59334
Опубліковано: 10.05.2011
Автор: Боков Віктор Михайлович
МПК: B23H 1/00, B23H 11/00, B23H 7/00
Мітки: обробки, електричною, пристрій, фасонних, порожнин, дугою
Формула / Реферат:
Пристрій для обробки фасонних порожнин електричною дугою в гідродинамічному потоці робочої рідини, що має зовнішню по відношенню до герметичної камери базову плиту для встановлення і фіксації заготовки та внутрішній по відношенню до герметичної камери електродотримач для встановлення і фіксації електрода-інструмента, який відрізняється тим, що між герметичною камерою та заготовкою розташована проміжна плита, яка з'єднана принаймні двома...
Спосіб обробки тіл обертання електричною дугою
Номер патенту: 50552
Опубліковано: 15.10.2002
Автори: Гросул Ігор Анатолійович, Мельник Тетяна Олександрівна, Боков Віктор Михайлович, Шмельов Віталій Миколайович
МПК: B23P 17/00
Мітки: тіл, обробки, дугою, обертання, електричною, спосіб
Формула / Реферат:
1. Спосіб обробки тіл обертання електричною дугою, що включає збудження дуги між електродом-заготовкою, що обертається, і електродом-інструментом, який має поступальний дискретний рух осьової подачі, з прокачуванням робочої рідини крізь торцевий міжелектродний зазор, який відрізняється тим, що прокачування здійснюють за напрямком від периферії до центра електрода-інструмента.2. Спосіб за п. 1, який відрізняється тим, що осьову подачу...
Попередній патент: Багатопозиційний дозатор сипучих кормів з пристроєм зберігання та вивантаження дози концкорму для утримання тварин
Наступний патент: Спосіб внутрішньоротової реставрації зношених кулькових кріплень
Випадковий патент: Спосіб гасіння власної флуоресценції білків