Спосіб підготовки поверхні валків
Номер патенту: 64866
Опубліковано: 25.11.2011
Автори: Васильєв Олександр Геннадійович, Ніколенко Андрій Георгійович, Ніколаєв Віктор Олександрович, Васильєв Станіслав Олександрович


Формула / Реферат
Спосіб підготовки поверхні валків, що включає шліфування поверхні і подальшу насічку поверхні валків дробом на дробоструминній (дробометній) установці, який відрізняється тим, що після обробки дробом поверхні робочих валків повторно піддають механічній обробці на вальцешліфувальному верстаті для згладжування виступів (піків).
Текст
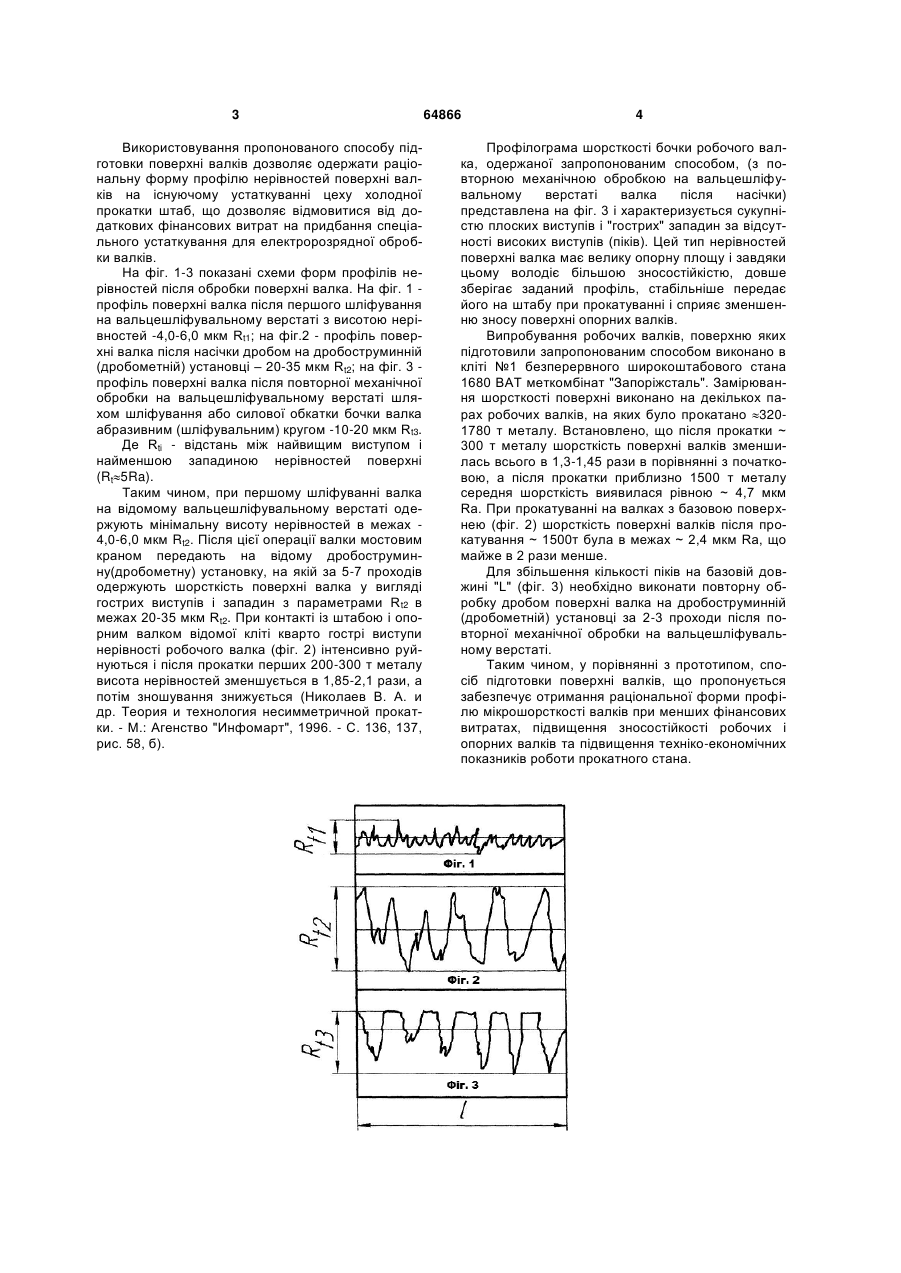
Спосіб підготовки поверхні валків, що включає шліфування поверхні і подальшу насічку поверхні валків дробом на дробоструминній (дробометній) установці, який відрізняється тим, що після обробки дробом поверхні робочих валків повторно піддають механічній обробці на вальцешліфувальному верстаті для згладжування виступів (піків). (19) (21) u201103987 (22) 04.04.2011 (24) 25.11.2011 (46) 25.11.2011, Бюл.№ 22, 2011 р. (72) НІКОЛАЄВ ВІКТОР ОЛЕКСАНДРОВИЧ, НІКОЛЕНКО АНДРІЙ ГЕОРГІЙОВИЧ, ВАСИЛЬЄВ ОЛЕКСАНДР ГЕННАДІЙОВИЧ, ВАСИЛЬЄВ СТАНІСЛАВ ОЛЕКСАНДРОВИЧ (73) НІКОЛАЄВ ВІКТОР ОЛЕКСАНДРОВИЧ, НІКОЛЕНКО АНДРІЙ ГЕОРГІЙОВИЧ, ВАСИЛЬЄВ ОЛЕ 3 Використовування пропонованого способу підготовки поверхні валків дозволяє одержати раціональну форму профілю нерівностей поверхні валків на існуючому устаткуванні цеху холодної прокатки штаб, що дозволяє відмовитися від додаткових фінансових витрат на придбання спеціального устаткування для електророзрядної обробки валків. На фіг. 1-3 показані схеми форм профілів нерівностей після обробки поверхні валка. На фіг. 1 профіль поверхні валка після першого шліфування на вальцешліфувальному верстаті з висотою нерівностей -4,0-6,0 мкм Rt1; на фiг.2 - профіль поверхні валка після насічки дробом на дробоструминній (дробометній) установці – 20-35 мкм Rt2; на фiг. 3 профіль поверхні валка після повторної механічної обробки на вальцешліфувальному верстаті шляхом шліфування або силової обкатки бочки валка абразивним (шліфувальним) кругом -10-20 мкм Rt3. Де Rti - відстань між найвищим виступом і найменшою западиною нерівностей поверхні (Rt5Ra). Таким чином, при першому шліфуванні валка на відомому вальцешліфувальному верстаті одержують мінімальну висоту нерівностей в межах 4,0-6,0 мкм Rt2. Після цієї операції валки мостовим краном передають на відому дробоструминну(дробометну) установку, на якій за 5-7 проходів одержують шорсткість поверхні валка у вигляді гострих виступів і западин з параметрами Rt2 в межах 20-35 мкм Rt2. При контакті із штабою і опорним валком відомої кліті кварто гострі виступи нерівності робочого валка (фіг. 2) інтенсивно руйнуються і після прокатки перших 200-300 т металу висота нерівностей зменшується в 1,85-2,1 рази, а потім зношування знижується (Николаев В. А. и др. Теория и технология несимметричной прокатки. - М.: Агенство "Инфомарт", 1996. - С. 136, 137, рис. 58, б). 64866 4 Профілограма шорсткості бочки робочого валка, одержаної запропонованим способом, (з повторною механічною обробкою на вальцешліфувальному верстаті валка після насічки) представлена на фіг. 3 і характеризується сукупністю плоских виступів і "гострих" западин за відсутності високих виступів (піків). Цей тип нерівностей поверхні валка має велику опорну площу і завдяки цьому володіє більшою зносостійкістю, довше зберігає заданий профіль, стабільніше передає його на штабу при прокатуванні і сприяє зменшенню зносу поверхні опорних валків. Випробування робочих валків, поверхню яких підготовили запропонованим способом виконано в кліті №1 безперервного широкоштабового стана 1680 ВАТ меткомбінат "Запоріжсталь". Замірювання шорсткості поверхні виконано на декількох парах робочих валків, на яких було прокатано 3201780 т металу. Встановлено, що після прокатки ~ 300 т металу шорсткість поверхні валків зменшилась всього в 1,3-1,45 рази в порівнянні з початковою, а після прокатки приблизно 1500 т металу середня шорсткість виявилася рівною ~ 4,7 мкм Ra. При прокатуванні на валках з базовою поверхнею (фiг. 2) шорсткість поверхні валків після прокатування ~ 1500т була в межах ~ 2,4 мкм Ra, що майже в 2 рази менше. Для збільшення кількості піків на базовій довжині "L" (фiг. 3) необхідно виконати повторну обробку дробом поверхні валка на дробоструминній (дробометній) установці за 2-3 проходи після повторної механічної обробки на вальцешліфувальному верстаті. Таким чином, у порівнянні з прототипом, спосіб підготовки поверхні валків, що пропонується забезпечує отримання раціональної форми профілю мікрошорсткості валків при менших фінансових витратах, підвищення зносостійкості робочих і опорних валків та підвищення техніко-економічних показників роботи прокатного стана. 5 Комп’ютерна верстка А. Крижанівський 64866 6 Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of surface preparation of rolls
Автори англійськоюNikolaiev Viktor Oleksandrovych, Nikolenko Andrii Heorhiiovych, Vasyliev Oleksandr Hennadiiovych, Vasyliev Oleksandr Неnnаdшіоvусh, Vasyliev Stanislav Oleksandrovych
Назва патенту російськоюСпособ подготовки поверхности валков
Автори російськоюНиколаев Виктор Александрович, Николенко Андрей Георгиевич, Васильев Александр Геннадьевич, Васильев Станислав Александрович
МПК / Мітки
МПК: B21B 1/22
Мітки: поверхні, спосіб, підготовки, валків
Код посилання
<a href="https://ua.patents.su/3-64866-sposib-pidgotovki-poverkhni-valkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб підготовки поверхні валків</a>
Спосіб отримання шорсткої поверхні
Номер патенту: 4975
Опубліковано: 15.02.2005
Автори: Бочаров Віталій Федорович, Бочаров Володимир Віталійович, Норка Сергій Петрович, Бойко Володимир Семенович
МПК: B05D 5/02
Мітки: отримання, шорсткої, спосіб, поверхні
Формула / Реферат:
Спосіб отримання шорсткої поверхні бочок робочих валків станів безперервної холодної прокатки, який відрізняється тим, що шорсткість поверхні виконують механічним вдавлюванням у поверхню бочок робочих валків безлічі твердих часток.
Спосіб зміцнення поверхні прокатних валків
Номер патенту: 35063
Опубліковано: 15.03.2001
Автори: Васильєв Олександр Геннадійович, Трофімов Віталій Олександрович, Ніколаєв Віктор Олександрович, Штехно Олег Миколайович, Тилик Василь Трохимович, Путнокі Олександр Юліусович, Мацко Сергій Володимирович, Вербицький Валерій Абрамович, Мовшович Вілорд Соломонович
МПК: B21B 1/00
Мітки: поверхні, прокатних, спосіб, зміцнення, валків
Формула / Реферат:
Спосіб зміцнення поверхні прокатних валків, що включає попереднє шліфування на потрібний діаметр, обкатку поверхні валка роликом при обертанні валка навколо осі в горизонтальній площині відрізняється тим, що обкатку поверхні шийок валка виконують шляхом диференціювання величин пластичної деформації в залежності від початкової твердості шийок, при цьому величину обтиску встановлюють за виразомде - абсолютний пластичний обтиск...
Спосіб підготовки прокатних валків до роботи протягом експлуатаційної кампанії
Номер патенту: 21611
Опубліковано: 17.06.2002
Автори: Горяний Анатолій Григорович, Сміяненко Ігор Миколайович, Нечепоренко Володимир Андрійович, Босий Володимир Миколайович, Дьомічев Сергій Володимирович, Морозов Валерій Іванович, Костюченко Михайло Іванович, Шапаренко Олександр Володимирович, Черевач Володимир Афонасійович, Шеремет Володимир Олександрович
МПК: B21B 28/00
Мітки: роботи, кампанії, підготовки, валків, спосіб, прокатних, експлуатаційної, протягом
Формула / Реферат:
Спосіб підготовки прокатних валків до роботи протягом експлуатаційної кампанії, що включає переточування робочої поверхні валків після кожної чергової вивалки валків із кліті, наступне зміцнення робочої поверхні з використанням плазмового розряду, який послідовно переміщують по поверхні для нагрівання її під поверхневе гартування, і повторну завалку валків у кліть, який відрізняється тим, що зміцнення робочої поверхні валків здійснюють шляхом...
Спосіб фінішного шліфування вальцювальних валків
Номер патенту: 8007
Опубліковано: 15.07.2005
Автори: Токарев Олексій Захарович, Шарко Євген Іванович, Шарко Тарас Євгенович, Василенко Микола Іванович
МПК: B24B 5/00
Мітки: валків, вальцювальних, спосіб, шліфування, фінішного
Формула / Реферат:
1. Спосіб фінішного шліфування вальцювальних валків, що включає установку і центрування валка на токарно-шліфувальному верстаті і обертання його навколо осі назустріч шліфувальному кругу з заданою кутовою швидкістю, який відрізняється тим, що в процесі шліфування задану кутову швидкість валка змінюють по експоненційному закону з рівномірним чергуванням експонент розгону та сповільнення відносно оптимальної технологічної швидкості.2....
Пристрій для нанесення мастила на зовнішні поверхні валків прокатних клітей
Номер патенту: 84121
Опубліковано: 25.09.2008
Автори: Кіппінг Маттіас, Лер Андреас
МПК: B21B 27/06
Мітки: валків, мастила, поверхні, пристрій, зовнішні, нанесення, прокатних, клітей
Формула / Реферат:
1. Пристрій для нанесення мастил на зовнішню поверхню валків у прокатних клітях для прокатки штаб, зокрема, багатовалкових клітях з опорними і робочими валками (SW; AW), в якому мастила наносяться відповідно на зовнішню поверхню робочих валків (AW), що контактують зі штабою (WB), і це нанесення мастила здійснюється наносними валками (ATW), що притискаються до зовнішньої поверхні робочого валка (AW), або обертовими нескінченними стрічками...
Попередній патент: Комплексний повітроочисний пристрій
Наступний патент: Спосіб лікування піелонефритів у вагітних
Випадковий патент: Решітний сепаратор