Дорн для дорнування внутрішніх гвинтових канавок
Номер патенту: 65364
Опубліковано: 12.12.2011
Автори: Семенів Ігор Іллярович, Дзюра Володимир Олексійович, Шевчук Оксана Степанівна

Формула / Реферат
Дорн для дорнування внутрішніх гвинтових канавок, який виконано у вигляді оправки, направляючих, деформувальних елементів та елементів кріплення, який відрізняється тим, що дорн виконано у вигляді оправки ступінчастої форми, яка містить три ступені: лівий ступінь виконано меншого діаметра, на ньому встановлена центрувальна направляюча втулка з зовнішньою конічною поверхнею, з лівого торця по зовнішньому діаметру якої виконані гвинтові виступи для направлення інструменту по гвинтовій лінії, середній ступінь виконано більшого діаметра, ніж лівий, на ньому нарізана різь, на якій рівномірно по довжині встановлено три шпонки у шпонкові пази, ліва крайня шпонка є у взаємодії з направляючої втулкою, яка з лівого торця затиснута болтом, який загвинчено в тіло оправки, а з правого торця центрувальна втулка впирається в гайку, далі по ходу середнього ступеня ступінчастої оправки на дві праві шпонки жорстко встановлено відповідно чорновий і чистовий блоки деформувальних елементів для оброблення гвинтових канавок, чорнові і чистові деформувальні елементи виконані з клиноподібними виступами, які з лівих торців є у взаємодії з Г-подібними гайками, які нагвинчені на різь середнього ступеня для їх базування і закріплення на ступінчастій оправці, а правий ступінь - хвостовик інструменту, виконаний більшого діаметра за перші два, причому на оправку до упору в лівий ступінь інструменту встановлено упорну шайбу, до якої притиснуто базуючу втулку, причому кріплення чорнових деформувальних елементів аналогічне чистовим, однак чорнові деформувальні елементи зміщені у поперечному перерізі на величину кута піднімання гвинтової лінії оброблюваної канавки.
Текст
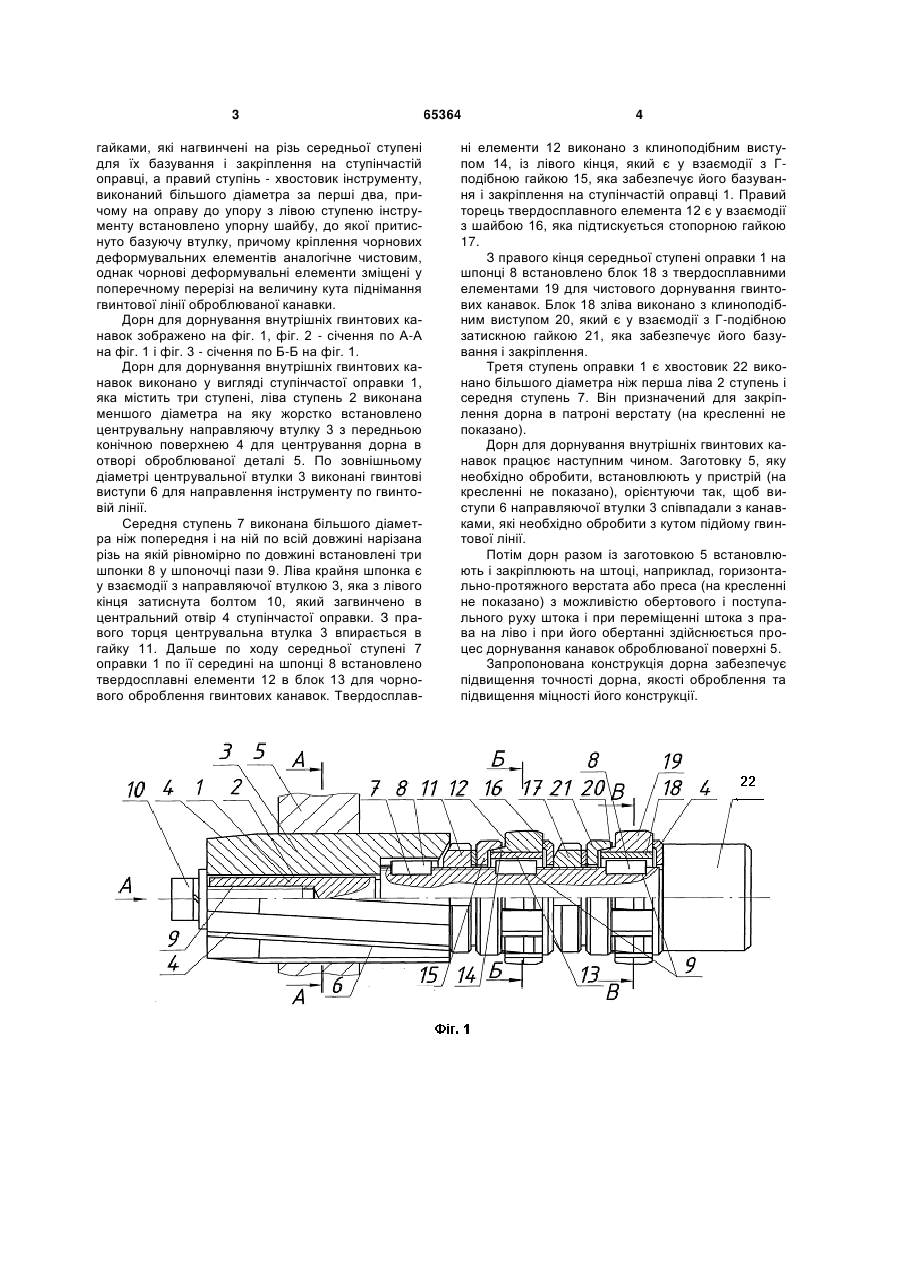
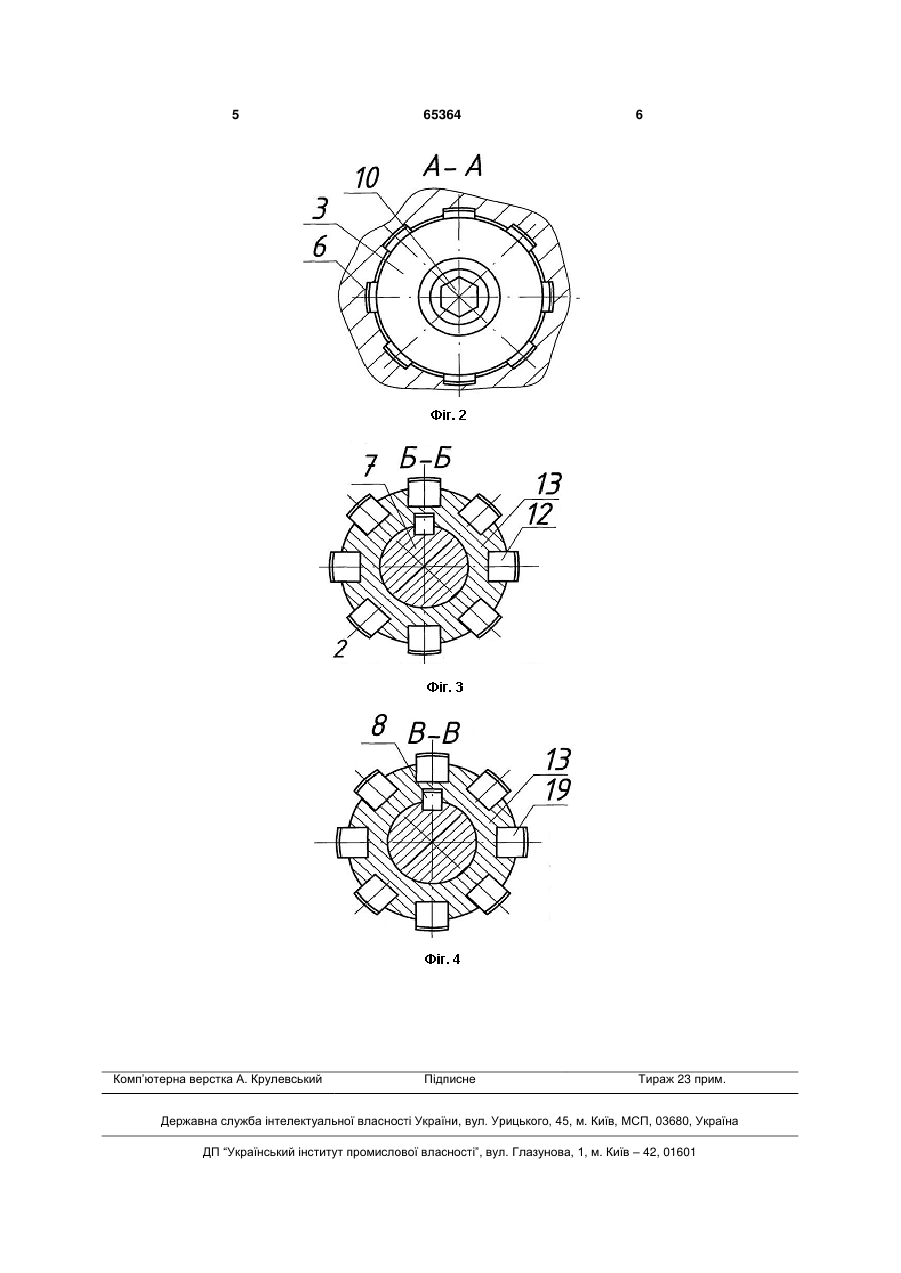
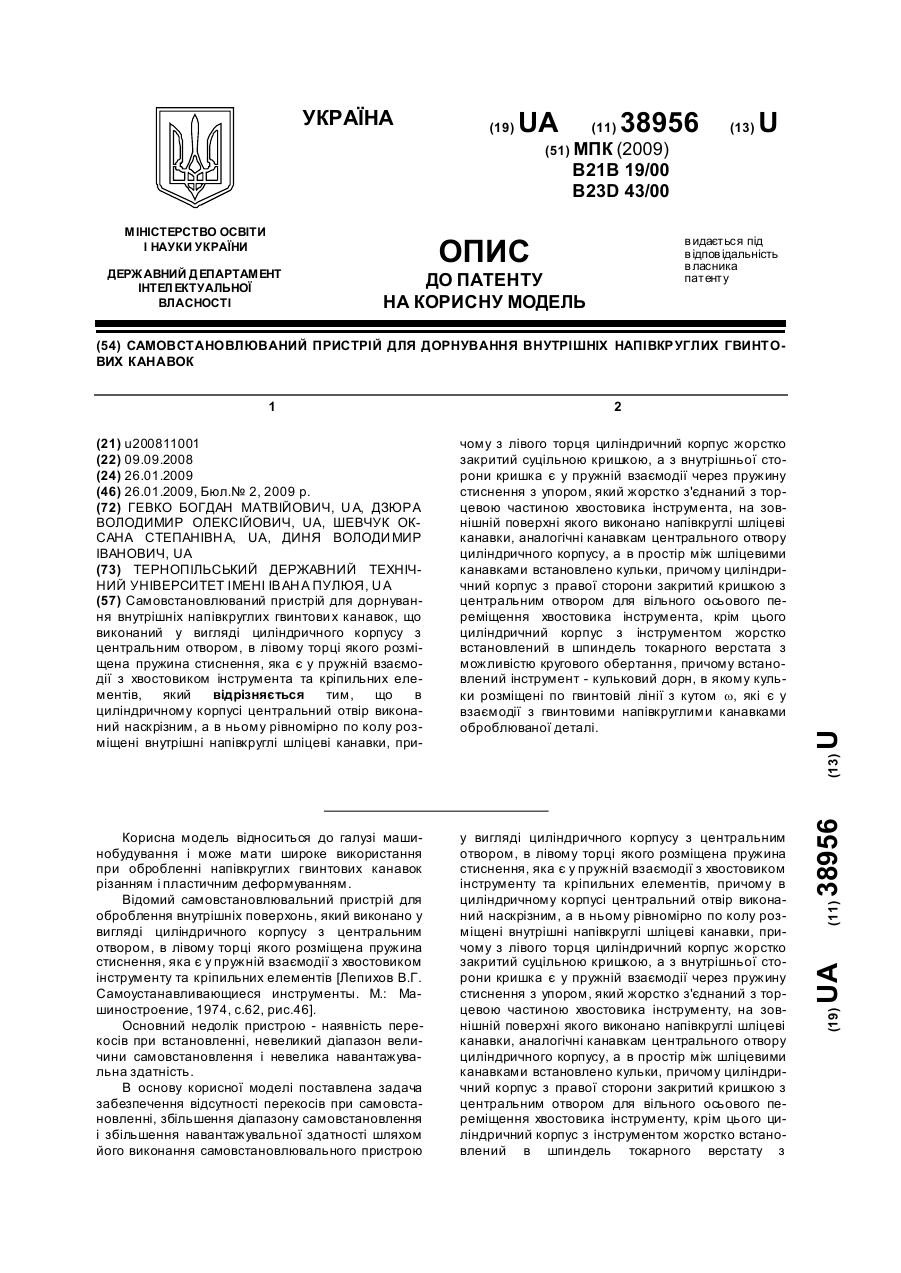
Дорн для дорнування внутрішніх гвинтових канавок, який виконано у вигляді оправки, направляючих, деформувальних елементів та елементів кріплення, який відрізняється тим, що дорн виконано у вигляді оправки ступінчастої форми, яка містить три ступені: лівий ступінь виконано меншого діаметра, на ньому встановлена центрувальна направляюча втулка з зовнішньою конічною поверхнею, з лівого торця по зовнішньому діаметру якої виконані гвинтові виступи для направлення інструменту по гвинтовій лінії, середній ступінь виконано більшого діаметра, ніж лівий, на ньому нарізана різь, на якій рівномірно по довжині вста U 2 (19) 1 3 гайками, які нагвинчені на різь середньої ступені для їх базування і закріплення на ступінчастій оправці, а правий ступінь - хвостовик інструменту, виконаний більшого діаметра за перші два, причому на оправу до упору з лівою ступеню інструменту встановлено упорну шайбу, до якої притиснуто базуючу втулку, причому кріплення чорнових деформувальних елементів аналогічне чистовим, однак чорнові деформувальні елементи зміщені у поперечному перерізі на величину кута піднімання гвинтової лінії оброблюваної канавки. Дорн для дорнування внутрішніх гвинтових канавок зображено на фіг. 1, фіг. 2 - січення по А-А на фіг. 1 і фіг. 3 - січення по Б-Б на фіг. 1. Дорн для дорнування внутрішніх гвинтових канавок виконано у вигляді ступінчастої оправки 1, яка містить три ступені, ліва ступень 2 виконана меншого діаметра на яку жорстко встановлено центрувальну направляючу втулку 3 з передньою конічною поверхнею 4 для центрування дорна в отворі оброблюваної деталі 5. По зовнішньому діаметрі центрувальної втулки 3 виконані гвинтові виступи 6 для направлення інструменту по гвинтовій лінії. Середня ступень 7 виконана більшого діаметра ніж попередня і на ній по всій довжині нарізана різь на якій рівномірно по довжині встановлені три шпонки 8 у шпоночці пази 9. Ліва крайня шпонка є у взаємодії з направляючої втулкою 3, яка з лівого кінця затиснута болтом 10, який загвинчено в центральний отвір 4 ступінчастої оправки. З правого торця центрувальна втулка 3 впирається в гайку 11. Дальше по ходу середньої ступені 7 оправки 1 по її середині на шпонці 8 встановлено твердосплавні елементи 12 в блок 13 для чорнового оброблення гвинтових канавок. Твердосплав 65364 4 ні елементи 12 виконано з клиноподібним виступом 14, із лівого кінця, який є у взаємодії з Гподібною гайкою 15, яка забезпечує його базування і закріплення на ступінчастій оправці 1. Правий торець твердосплавного елемента 12 є у взаємодії з шайбою 16, яка підтискується стопорною гайкою 17. З правого кінця середньої ступені оправки 1 на шпонці 8 встановлено блок 18 з твердосплавними елементами 19 для чистового дорнування гвинтових канавок. Блок 18 зліва виконано з клиноподібним виступом 20, який є у взаємодії з Г-подібною затискною гайкою 21, яка забезпечує його базування і закріплення. Третя ступень оправки 1 є хвостовик 22 виконано більшого діаметра ніж перша ліва 2 ступень і середня ступень 7. Він призначений для закріплення дорна в патроні верстату (на кресленні не показано). Дорн для дорнування внутрішніх гвинтових канавок працює наступним чином. Заготовку 5, яку необхідно обробити, встановлюють у пристрій (на кресленні не показано), орієнтуючи так, щоб виступи 6 направляючої втулки 3 співпадали з канавками, які необхідно обробити з кутом підйому гвинтової лінії. Потім дорн разом із заготовкою 5 встановлюють і закріплюють на штоці, наприклад, горизонтально-протяжного верстата або преса (на кресленні не показано) з можливістю обертового і поступального руху штока і при переміщенні штока з права на ліво і при його обертанні здійснюється процес дорнування канавок оброблюваної поверхні 5. Запропонована конструкція дорна забезпечує підвищення точності дорна, якості оброблення та підвищення міцності його конструкції. 5 Комп’ютерна верстка А. Крулевський 65364 6 Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюBurnisher for burnishing internal helical grooves
Автори англійськоюDziura Volodymyr Oleksiiovych, Shevchuk Oksana Stepanivna, Semeniv Ihor Illiarovych
Назва патенту російськоюДорн для дорнования внутренних винтовых канавок
Автори російськоюДзюра Владимир Алексеевич, Шевчук Оксана Степановна, Семенив Игорь Иллярович
МПК / Мітки
МПК: B21C 37/30
Мітки: гвинтових, канавок, дорнування, внутрішніх, дорн
Код посилання
<a href="https://ua.patents.su/3-65364-dorn-dlya-dornuvannya-vnutrishnikh-gvintovikh-kanavok.html" target="_blank" rel="follow" title="База патентів України">Дорн для дорнування внутрішніх гвинтових канавок</a>
Кульковий дорн для дорнування внутрішніх частково-циліндричних осьових канавок

Номер патенту: 64376
Опубліковано: 10.11.2011
Автори: Дзюра Володимир Олексійович, Кривий Петро Дмитрович
МПК: B21C 37/30
Мітки: частково-циліндричних, внутрішніх, кульковий, канавок, осьових, дорн, дорнування
Формула / Реферат:
Кульковий дорн для дорнування внутрішніх частково-циліндричних осьових канавок, який виконаний у вигляді циліндричної оправки з хвостовиком, на яку встановлений пустотілий циліндричний сепаратор, на периферії якого, у поперечному перерізі рівномірно по колу, виконано наскрізні циліндричні отвори в кількості, рівній кількості деформувальних елементів, рівномірно розміщених по колу, деформувальних елементів та елементів кріплення, який...
Самовстановлюваний пристрій для дорнування внутрішніх напівкруглих гвинтових канавок
Номер патенту: 38956
Опубліковано: 26.01.2009
Автори: Диня Володимир Іванович, Гевко Богдан Матвійович, Шевчук Оксана Степанівна, Дзюра Володимир Олексійович
МПК: B21B 19/00, B23D 43/00
Мітки: пристрій, напівкруглих, внутрішніх, гвинтових, дорнування, канавок, самовстановлюваний
Формула / Реферат:
Самовстановлюваний пристрій для дорнування внутрішніх напівкруглих гвинтових канавок, що виконаний у вигляді циліндричного корпусу з центральним отвором, в лівому торці якого розміщена пружина стиснення, яка є у пружній взаємодії з хвостовиком інструмента та кріпильних елементів, який відрізняється тим, що в циліндричному корпусі центральний отвір виконаний наскрізним, а в ньому рівномірно по колу розміщені внутрішні напівкруглі шліцеві...
Дорн для обробки напівкруглих гвинтових канавок
Номер патенту: 33063
Опубліковано: 10.06.2008
Автори: Крук Володимир Володимирович, Шевчук Оксана Степанівна, Гевко Богдан Матвійович, Дзюра Володимир Олексійович
МПК: B21C 37/06
Мітки: гвинтових, напівкруглих, дорн, канавок, обробки
Формула / Реферат:
Дорн для оброблення напівкруглих гвинтових канавок, який виконаний у вигляді оправки з хвостовиком, твердосплавних дорнуючих елементів у вигляді кульок, елементів кріплення і направлення, крім цього оправка виконана у вигляді ступінчастого вала різних діаметрів, верхня робоча частина оправки дорна виконана у вигляді конічного ступеня конусністю, рівною величині підйому на одну кульку, яка внизу завершена виступаючим циліндричним пояском...
Пристрій для нарізання зовнішніх гвинтових профільних канавок

Номер патенту: 40197
Опубліковано: 25.03.2009
Автори: Івасечко Роман Романович, Пономаренко Сергій Володимирович, Палюх Андрій Ярославович, Гевко Іван Богданович
МПК: B23G 5/00
Мітки: профільних, канавок, гвинтових, нарізання, пристрій, зовнішніх
Формула / Реферат:
Пристрій для нарізання зовнішніх гвинтових профільних канавок, який виконаний у вигляді корпусу з центральним отвором діаметром, більшим зовнішнього діаметра заготовки, з можливістю відносного переміщення, який жорстко закріплений за допомогою оправки в поздовжньому супорті верстата з можливістю осьового переміщення, причому корпус оснащений декількома різальними інструментами, профіль різальних кромок яких є рівним профілю канавок, а...
Пристрій для нарізання гвинтових шліцьових канавок

Номер патенту: 60544
Опубліковано: 25.06.2011
Автори: Шевчук Оксана Степанівна, Нагорняк Галина Степанівна, Дзюра Володимир Олексійович, Пономаренко Сергій Володимирович
МПК: B24B 39/00
Мітки: канавок, шліцьових, гвинтових, пристрій, нарізання
Формула / Реферат:
Пристрій для нарізання гвинтових шліцьових канавок, що виконано у вигляді корпуса з базуючими і кріпильними елементами, направляючих елементів і приводу з прямолінійним зворотно-поступальним рухом, який відрізняється тим, що корпус має складний ступінчастий отвір, в який встановлено планшайбу, яка виконана у вигляді ступінчастої осі, на нижній ступінь якої встановлено упорний підшипник, який зовнішньою поверхнею взаємодіє з поверхнею...
Попередній патент: Спосіб підключення ламп розжарювання при освітленні житлових будинків та деяких промислових споруд
Наступний патент: Спосіб визначення акушерських ускладнень у вагітних з вірусним гепатитом с
Випадковий патент: Пристрій для нормалізації теплових умов рудникової атмосфери в тупикових гірничих виробках