Пристрій для нарізання зовнішніх гвинтових профільних канавок
Номер патенту: 40197
Опубліковано: 25.03.2009
Автори: Івасечко Роман Романович, Палюх Андрій Ярославович, Пономаренко Сергій Володимирович, Гевко Іван Богданович

Формула / Реферат
Пристрій для нарізання зовнішніх гвинтових профільних канавок, який виконаний у вигляді корпусу з центральним отвором діаметром, більшим зовнішнього діаметра заготовки, з можливістю відносного переміщення, який жорстко закріплений за допомогою оправки в поздовжньому супорті верстата з можливістю осьового переміщення, причому корпус оснащений декількома різальними інструментами, профіль різальних кромок яких є рівним профілю канавок, а різальні кромки є у взаємодії з оброблюваною заготовкою, причому різальні інструменти розміщені рівномірно по колу і встановлені один відносно одного на певний крок гвинтової канавки заготовки по гвинтовій лінії з можливістю радіального переміщення, який відрізняється тим, що різальні інструменти жорстко закріплені в різцеві блоки, які розміщені у вертикальній та горизонтальній взаємно перпендикулярних площинах, причому різцеві блоки жорстко встановлені в корпусі і оснащені прямокутними замками, а різальні інструменти з різцевими блоками розміщені по гвинтовій лінії канавки заготовки по два в кожній площині, крім цього, до різальних інструментів приєднані мікрометричні регулювальні пристрої вильоту різців, а регулювання на крок здійснено передачею гвинт-гайка.
Текст
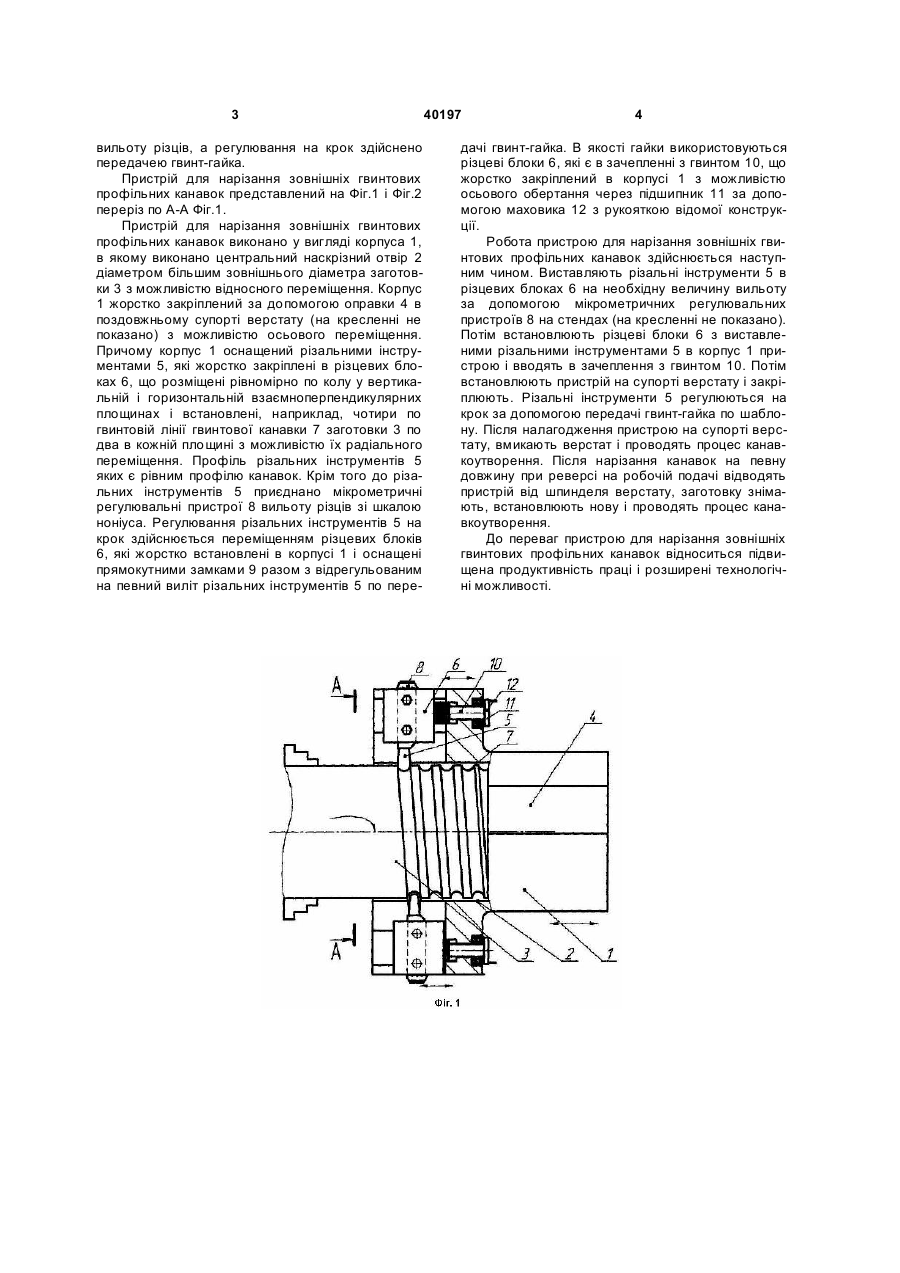
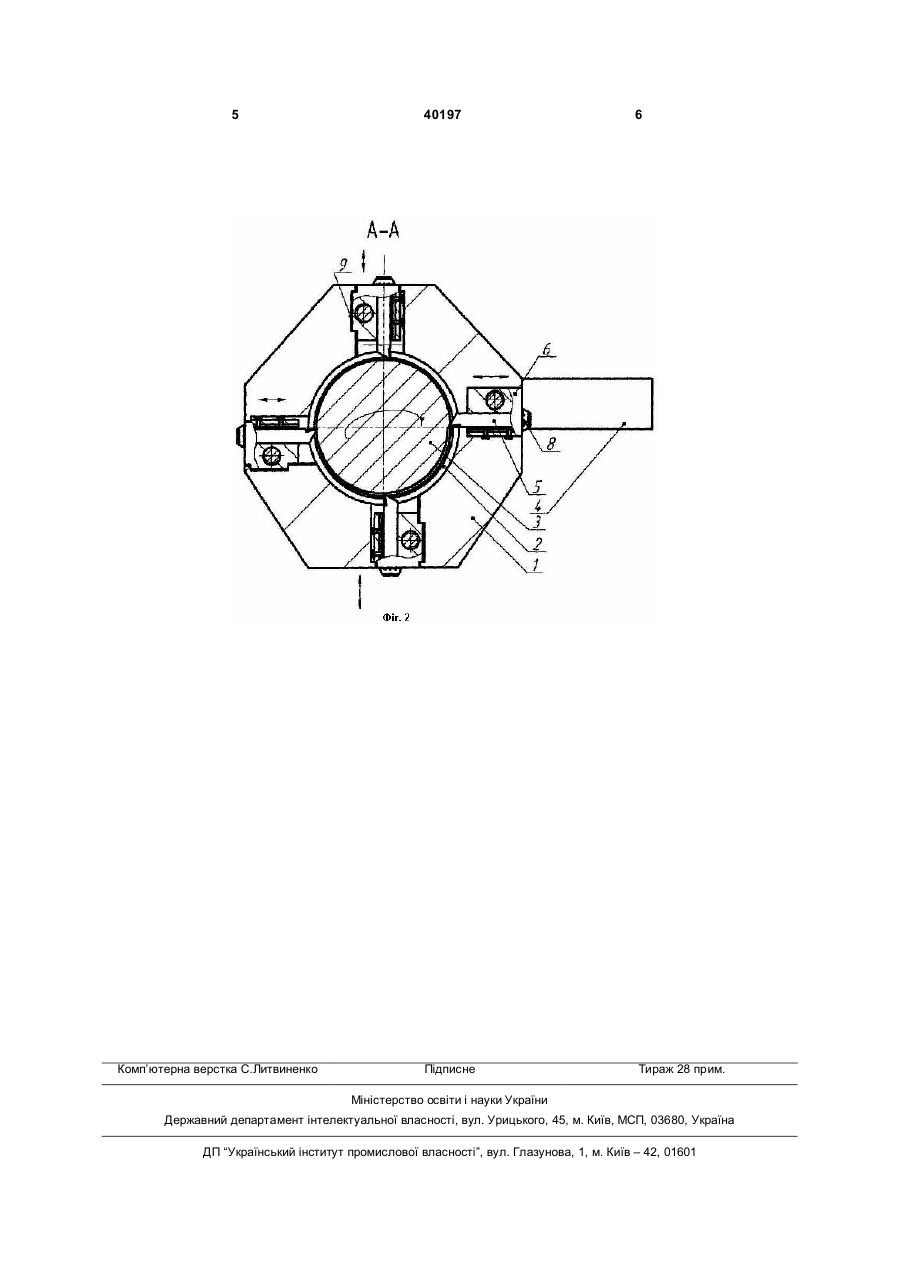
Пристрій для нарізання зовнішніх гвинтових профільних канавок, який виконаний у вигляді корпусу з центральним отвором діаметром, більшим зовнішнього діаметра заготовки, з можливістю відносного переміщення, який жорстко закріплений за допомогою оправки в поздовжньому супорті верстата з можливістю осьового переміщення, причому корпус оснащений декількома різальними 3 вильоту різців, а регулювання на крок здійснено передачею гвинт-гайка. Пристрій для нарізання зовнішніх гвинтових профільних канавок представлений на Фіг.1 і Фіг.2 переріз по А-А Фіг.1. Пристрій для нарізання зовнішніх гвинтових профільних канавок виконано у вигляді корпуса 1, в якому виконано центральний наскрізний отвір 2 діаметром більшим зовнішнього діаметра заготовки 3 з можливістю відносного переміщення. Корпус 1 жорстко закріплений за допомогою оправки 4 в поздовжньому супорті верстату (на кресленні не показано) з можливістю осьового переміщення. Причому корпус 1 оснащений різальними інструментами 5, які жорстко закріплені в різцевих блоках 6, що розміщені рівномірно по колу у вертикальній і горизонтальній взаємноперпендикулярних площинах і встановлені, наприклад, чотири по гвинтовій лінії гвинтової канавки 7 заготовки 3 по два в кожній площині з можливістю їх радіального переміщення. Профіль різальних інструментів 5 яких є рівним профілю канавок. Крім того до різальних інструментів 5 приєднано мікрометричні регулювальні пристрої 8 вильоту різців зі шкалою ноніуса. Регулювання різальних інструментів 5 на крок здійснюється переміщенням різцевих блоків 6, які жорстко встановлені в корпусі 1 і оснащені прямокутними замками 9 разом з відрегульованим на певний виліт різальних інструментів 5 по пере 40197 4 дачі гвинт-гайка. В якості гайки використовуються різцеві блоки 6, які є в зачепленні з гвинтом 10, що жорстко закріплений в корпусі 1 з можливістю осьового обертання через підшипник 11 за допомогою маховика 12 з рукояткою відомої конструкції. Робота пристрою для нарізання зовнішніх гвинтових профільних канавок здійснюється наступним чином. Виставляють різальні інструменти 5 в різцевих блоках 6 на необхідну величину вильоту за допомогою мікрометричних регулювальних пристроїв 8 на стендах (на кресленні не показано). Потім встановлюють різцеві блоки 6 з виставленими різальними інструментами 5 в корпус 1 пристрою і вводять в зачеплення з гвинтом 10. Потім встановлюють пристрій на супорті верстату і закріплюють. Різальні інструменти 5 регулюються на крок за допомогою передачі гвинт-гайка по шаблону. Після налагодження пристрою на супорті верстату, вмикають верстат і проводять процес канавкоутворення. Після нарізання канавок на певну довжину при реверсі на робочій подачі відводять пристрій від шпинделя верстату, заготовку знімають, встановлюють нову і проводять процес канавкоутворення. До переваг пристрою для нарізання зовнішніх гвинтових профільних канавок відноситься підвищена продуктивність праці і розширені технологічні можливості. 5 Комп’ютерна верстка C.Литвиненко 40197 6 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for cutting of external screw profile grooves
Автори англійськоюIvasechko Roman Romanovych, Ponomarenko Serhii Volodymyrovych, Paliukh Andrii Yaroslavovych, Hevko Ivan Bohdanovych
Назва патенту російськоюУстройство для нарезания внешних винтовых профильных канавок
Автори російськоюИвасечко Роман Романович, Пономаренко Сергей Владимирович, Палюх Андрей Ярославович, Гевко Иван Богданович
МПК / Мітки
МПК: B23G 5/00
Мітки: нарізання, пристрій, профільних, канавок, зовнішніх, гвинтових
Код посилання
<a href="https://ua.patents.su/3-40197-pristrijj-dlya-narizannya-zovnishnikh-gvintovikh-profilnikh-kanavok.html" target="_blank" rel="follow" title="База патентів України">Пристрій для нарізання зовнішніх гвинтових профільних канавок</a>
Пристрій для навивання профільних гвинтових заготовок
Номер патенту: 11367
Опубліковано: 15.12.2005
Автори: Драган Андрій Петрович, Солодкий Ігор Зіновійович, Ковбашин Ірина Василівна, Гевко Іван Богданович, Ляшук Олег Леонтійович
МПК: B21D 11/06
Мітки: профільних, заготовок, гвинтових, навивання, пристрій
Формула / Реферат:
Пристрій для навивання профільних гвинтових заготовок, який виконано у вигляді ступінчастої оправки з торцевим виступом, осьовим пазом і стопорним кільцем для фіксації переднього кінця стрічки, приводу формувального і напрямного роликів, які жорстко закріплені до супорта верстата, який відрізняється тим, що формувальний ролик виконано у вигляді пустотілого кільця, до нижнього торця якого жорстко закріплено циліндричний диск, який центральним...
Пристрій для формоутворення профільних гвинтових елементів на крок
Номер патенту: 62616
Опубліковано: 15.12.2003
Автори: Гевко Іван Богданович, Лящук Олег Леонтійович, Драган Андрій Петрович
МПК: B21D 11/06
Мітки: профільних, формоутворення, гвинтових, крок, пристрій, елементів
Формула / Реферат:
Пристрій для формоутворення профільних гвинтових елементів на крок, який виконаний у вигляді оправки із торцевим виступом, приводів обертання оправки і супорта, механізмів затиску кінця заготовки, задньої пінолі супорта, направляючого і формуючого роликів гвинтового елемента з приводом його переміщення, який встановлено в П-подібну скобу з можливістю переміщення паралельно осі оправки, який відрізняється тим, що механізм затиску кінця...
Самовстановлюваний пристрій для дорнування внутрішніх напівкруглих гвинтових канавок
Номер патенту: 38956
Опубліковано: 26.01.2009
Автори: Гевко Богдан Матвійович, Дзюра Володимир Олексійович, Шевчук Оксана Степанівна, Диня Володимир Іванович
МПК: B21B 19/00, B23D 43/00
Мітки: канавок, дорнування, напівкруглих, пристрій, гвинтових, самовстановлюваний, внутрішніх
Формула / Реферат:
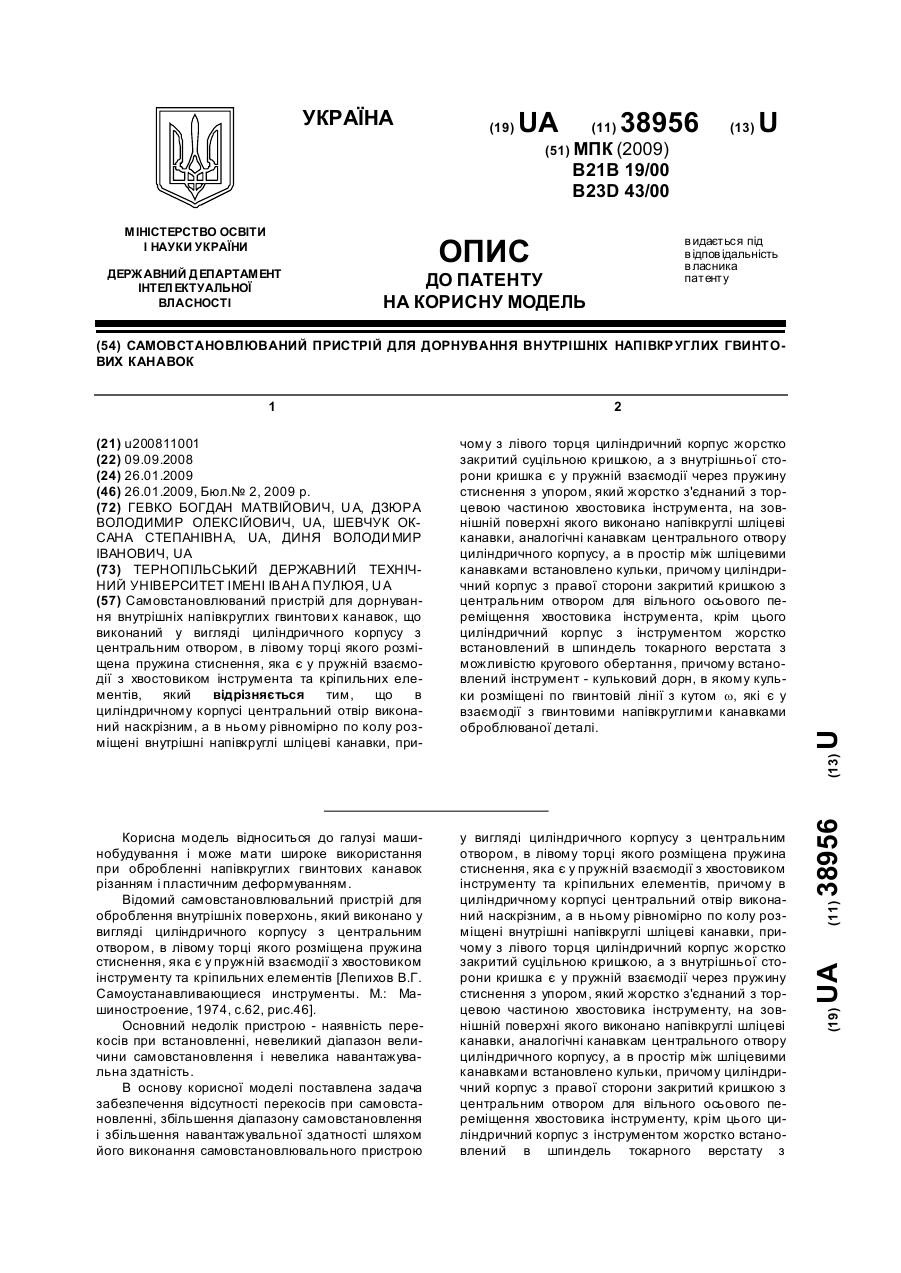
Самовстановлюваний пристрій для дорнування внутрішніх напівкруглих гвинтових канавок, що виконаний у вигляді циліндричного корпусу з центральним отвором, в лівому торці якого розміщена пружина стиснення, яка є у пружній взаємодії з хвостовиком інструмента та кріпильних елементів, який відрізняється тим, що в циліндричному корпусі центральний отвір виконаний наскрізним, а в ньому рівномірно по колу розміщені внутрішні напівкруглі шліцеві...
Пристрій для неперервного навивання профільних гвинтових спіралей
Номер патенту: 39649
Опубліковано: 15.06.2001
Автор: Гевко Іван Богданович
МПК: B21D 11/06
Мітки: навивання, профільних, пристрій, гвинтових, спіралей, неперервного
Формула / Реферат:
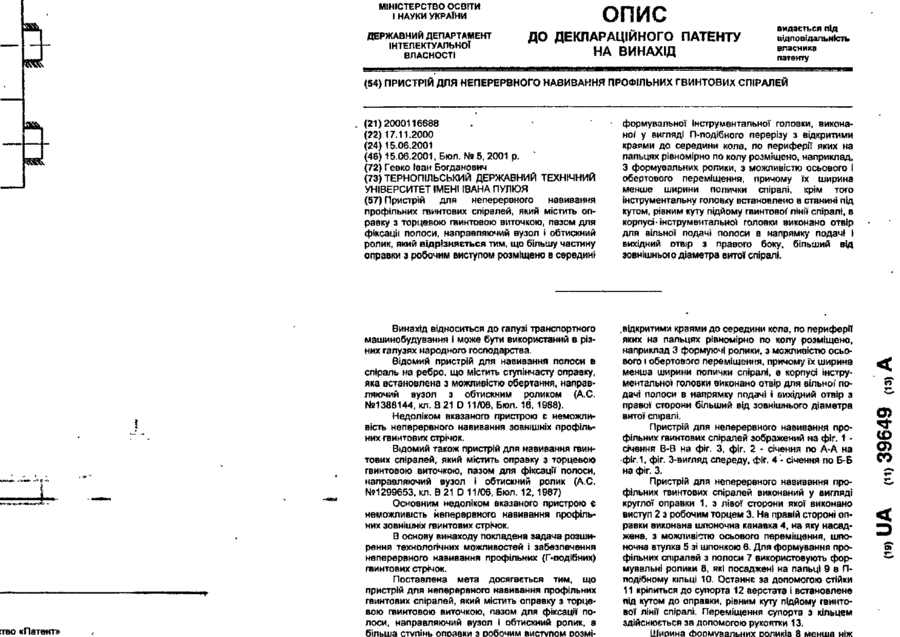
Пристрій для неперервного навивання профільних гвинтових спіралей, який містить оправку з торцевою гвинтовою-виточкою, пазом для фіксації полоси, направляючий вузол і обтискний ролик, який відрізняється тим, що більшу частину оправки з робочим виступом розміщено в середині формувальної інструментальної головки, виконаної у вигляді П-подібного перерізу з відкритими краями до середини кола, по периферії яких на пальцях рівномірно по...
Дорн для обробки напівкруглих гвинтових канавок
Номер патенту: 33063
Опубліковано: 10.06.2008
Автори: Шевчук Оксана Степанівна, Дзюра Володимир Олексійович, Крук Володимир Володимирович, Гевко Богдан Матвійович
МПК: B21C 37/06
Мітки: гвинтових, дорн, канавок, обробки, напівкруглих
Формула / Реферат:
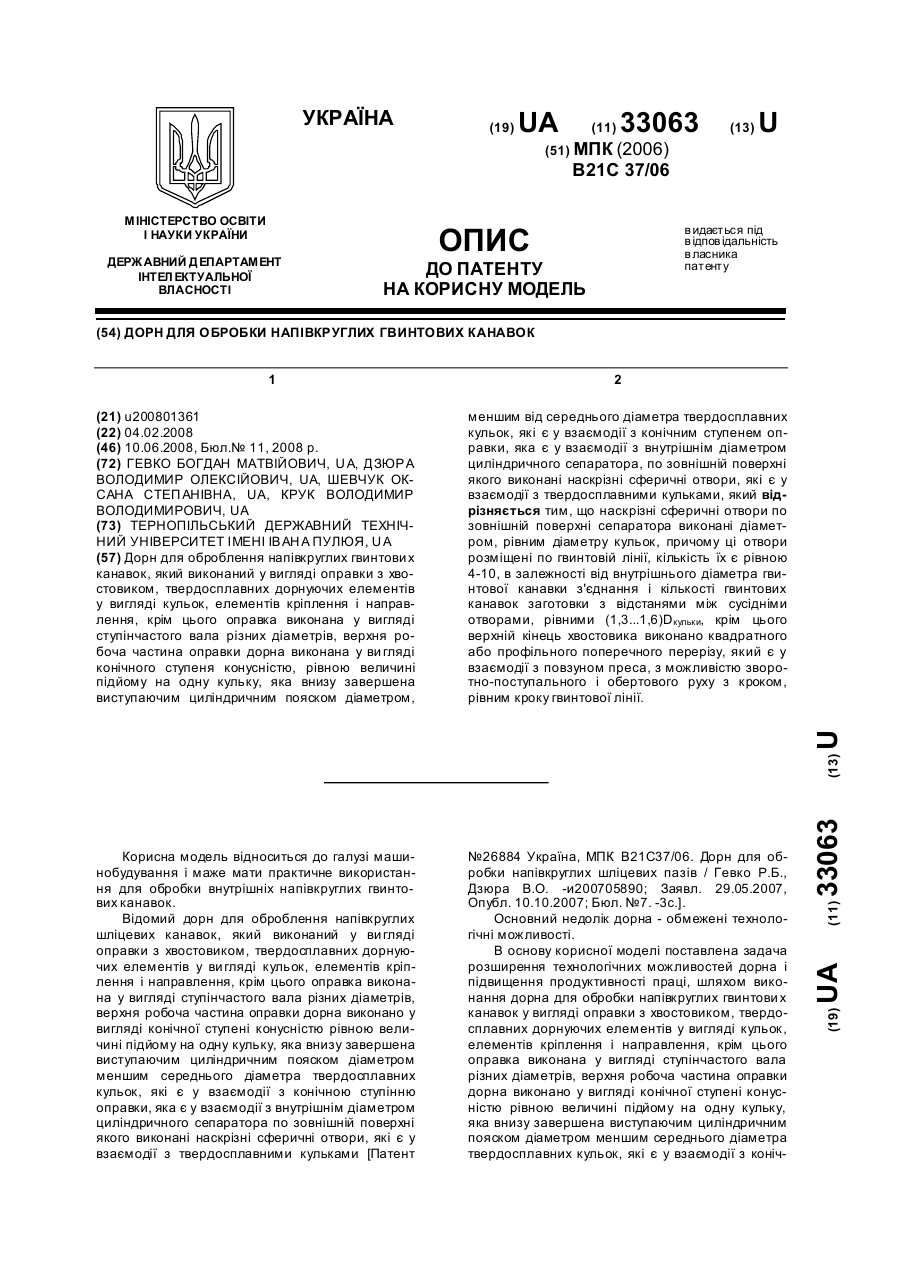
Дорн для оброблення напівкруглих гвинтових канавок, який виконаний у вигляді оправки з хвостовиком, твердосплавних дорнуючих елементів у вигляді кульок, елементів кріплення і направлення, крім цього оправка виконана у вигляді ступінчастого вала різних діаметрів, верхня робоча частина оправки дорна виконана у вигляді конічного ступеня конусністю, рівною величині підйому на одну кульку, яка внизу завершена виступаючим циліндричним пояском...
Попередній патент: Пристрій для базування зварних ферм при випробуваннях на статичну та циклічну міцність
Наступний патент: Стабілізатор з співвісним колесом і диском
Випадковий патент: Система для характеризації радіоактивних об'єктів, переважно упаковок радіоактивних відходів