Спосіб збирання з’єднань з натягом при монтажі ковальсько-пресового обладнання
Номер патенту: 65407
Опубліковано: 12.12.2011
Автори: Корчак Олена Сергіївна, Биковський Володимир Миколайович
Формула / Реферат
Спосіб збирання з'єднань з натягом при монтажі ковальсько-пресового обладнання, згідно з яким в об'єктах запресування виконують західний конус та елементи для виходу повітря із замкнених порожнин, очищують контактуючі поверхні від задирок та забруднень, встановлюють об'єкти запресування та позиціонують їх відносно один одного, потім їх сполучають шляхом натискання траверси гідравлічного преса на один з об'єктів запресування до отримання необхідного їх взаємного розташування, який відрізняється тим, що робоче переміщення рухомої траверси гідравлічного преса визначається вимірювальним перетворювачем, блоки датчиків якого встановлюються в чотирьох точках по периметру контактної площі об'єкта запресування з траверсою в двох взаємно перпендикулярних напрямках, при цьому спочатку об'єкт запресування орієнтують попередньо без високої точності позиціонування, а при прикладенні зусилля запресування на контактній поверхні об'єкта і траверсі в чотирьох точках утворюються зусилля, пропорційні сигналам блоків датчиків, ці сигнали обробляються аналого-цифровим перетворювачем і набувають цифрових значень, які потім обробляються блоком обчислення, чисельні результати з якого направляються до системи керування гідравлічним пресом, що автоматично здійснює необхідний перекіс траверси, доки не досягнуться однакові значення показань зусиль на всіх блоках датчиків.
Текст
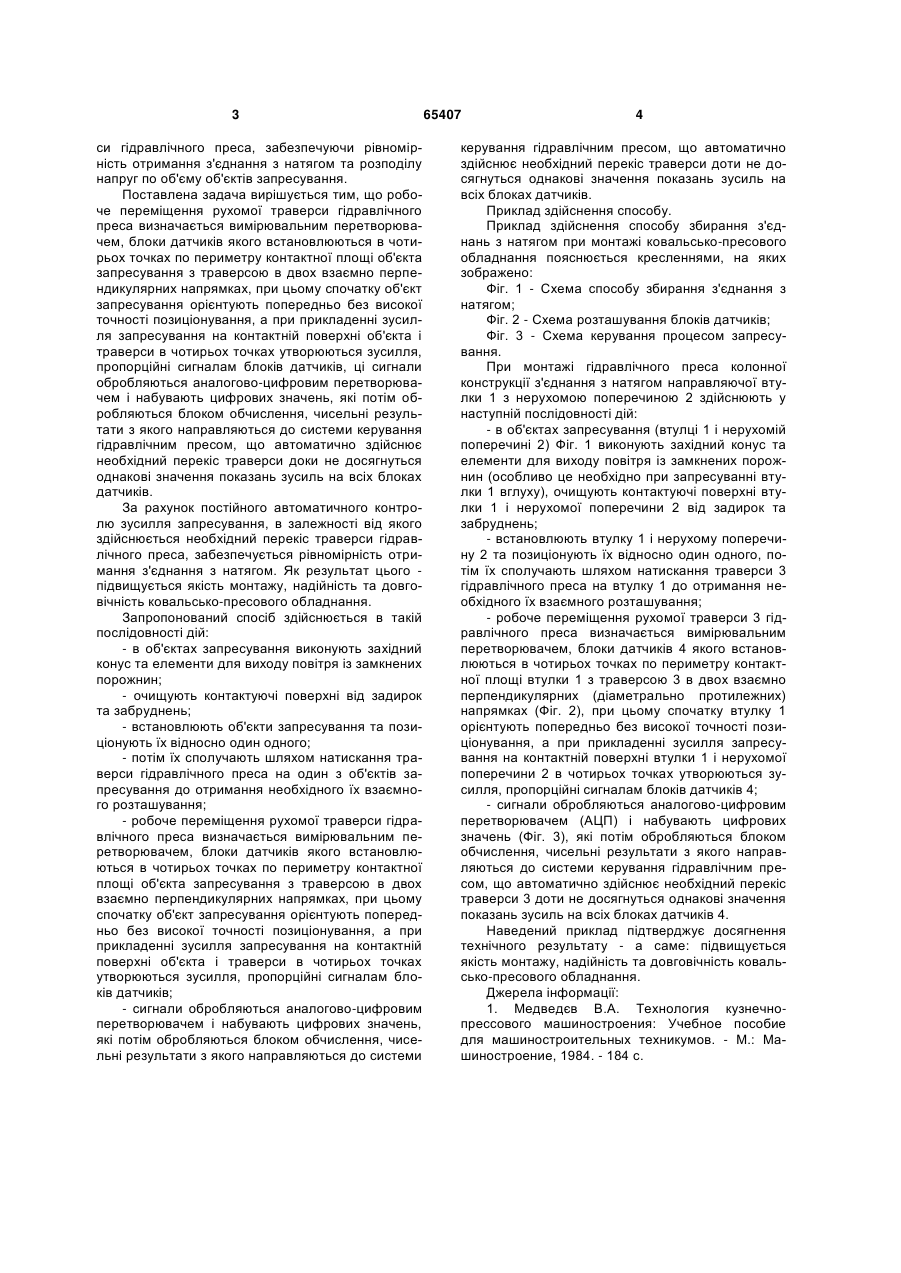
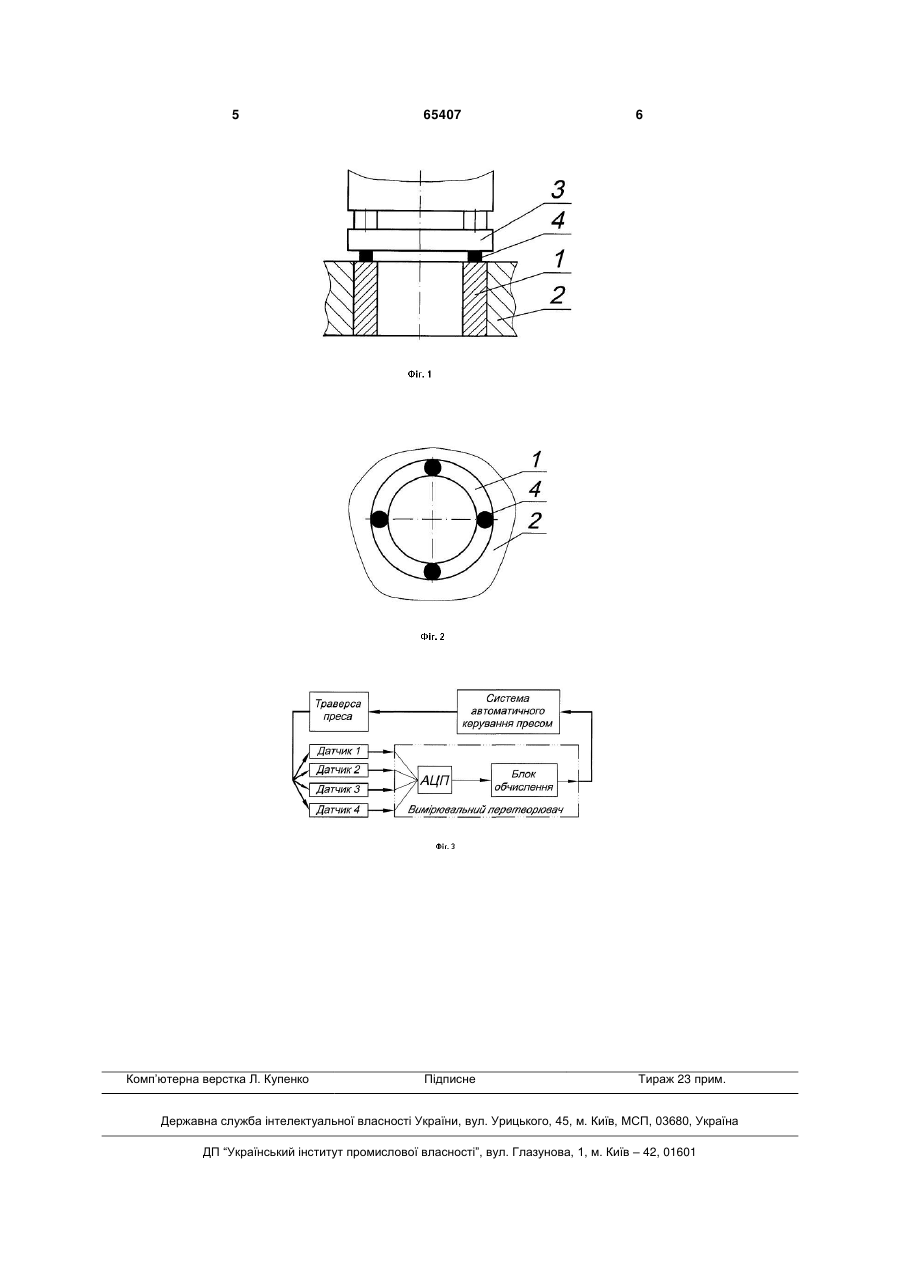
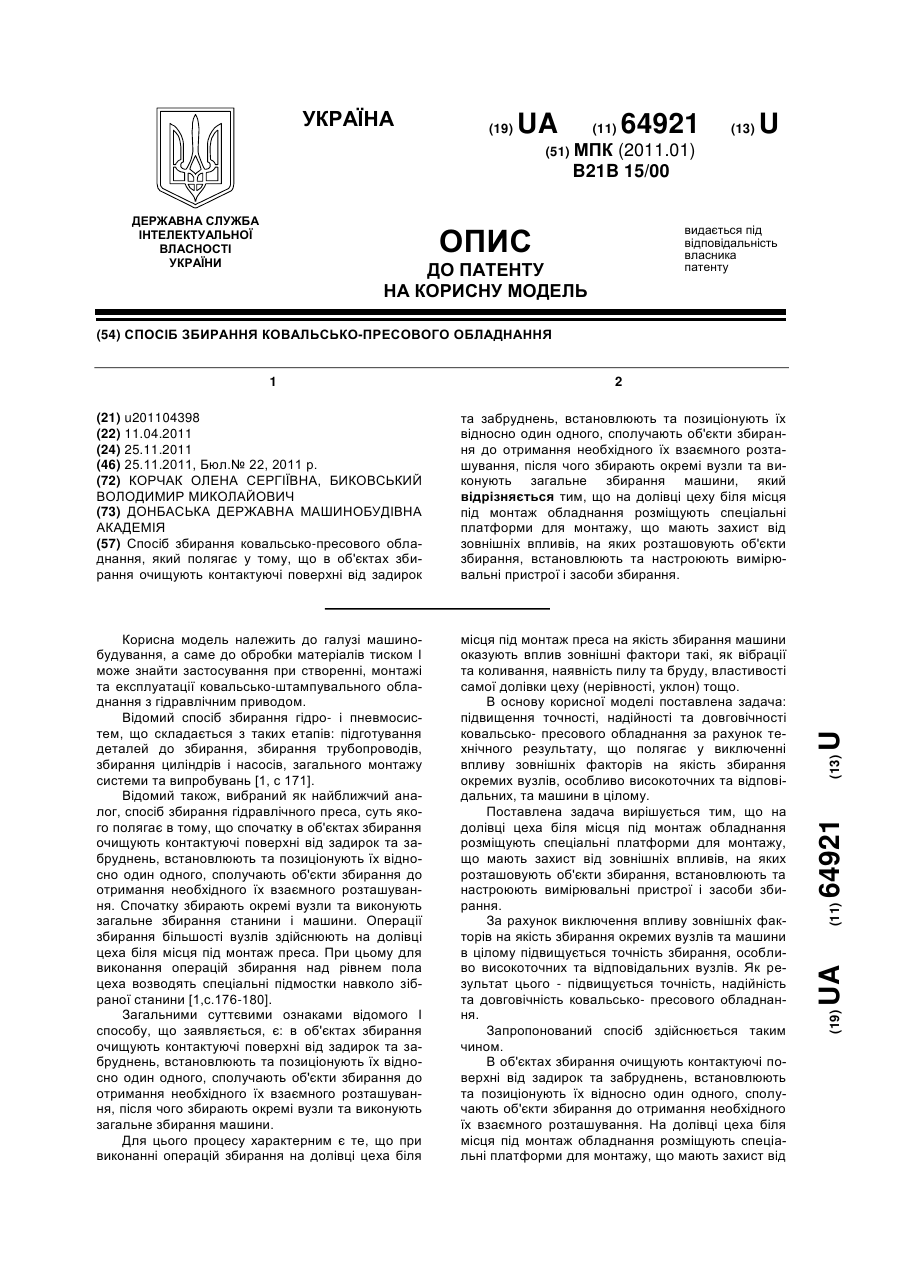
Спосіб збирання з'єднань з натягом при монтажі ковальсько-пресового обладнання, згідно з яким в об'єктах запресування виконують західний конус та елементи для виходу повітря із замкнених порожнин, очищують контактуючі поверхні від задирок та забруднень, встановлюють об'єкти запресування та позиціонують їх відносно один одного, потім їх сполучають шляхом натискання траверси гідравлічного преса на один з об'єктів запресування до отримання необхідного їх взаємного розташування, який відрізняється тим, що 3 си гідравлічного преса, забезпечуючи рівномірність отримання з'єднання з натягом та розподілу напруг по об'єму об'єктів запресування. Поставлена задача вирішується тим, що робоче переміщення рухомої траверси гідравлічного преса визначається вимірювальним перетворювачем, блоки датчиків якого встановлюються в чотирьох точках по периметру контактної площі об'єкта запресування з траверсою в двох взаємно перпендикулярних напрямках, при цьому спочатку об'єкт запресування орієнтують попередньо без високої точності позиціонування, а при прикладенні зусилля запресування на контактній поверхні об'єкта і траверси в чотирьох точках утворюються зусилля, пропорційні сигналам блоків датчиків, ці сигнали обробляються аналогово-цифровим перетворювачем і набувають цифрових значень, які потім обробляються блоком обчислення, чисельні результати з якого направляються до системи керування гідравлічним пресом, що автоматично здійснює необхідний перекіс траверси доки не досягнуться однакові значення показань зусиль на всіх блоках датчиків. За рахунок постійного автоматичного контролю зусилля запресування, в залежності від якого здійснюється необхідний перекіс траверси гідравлічного преса, забезпечується рівномірність отримання з'єднання з натягом. Як результат цього підвищується якість монтажу, надійність та довговічність ковальсько-пресового обладнання. Запропонований спосіб здійснюється в такій послідовності дій: - в об'єктах запресування виконують західний конус та елементи для виходу повітря із замкнених порожнин; - очищують контактуючі поверхні від задирок та забруднень; - встановлюють об'єкти запресування та позиціонують їх відносно один одного; - потім їх сполучають шляхом натискання траверси гідравлічного преса на один з об'єктів запресування до отримання необхідного їх взаємного розташування; - робоче переміщення рухомої траверси гідравлічного преса визначається вимірювальним перетворювачем, блоки датчиків якого встановлюються в чотирьох точках по периметру контактної площі об'єкта запресування з траверсою в двох взаємно перпендикулярних напрямках, при цьому спочатку об'єкт запресування орієнтують попередньо без високої точності позиціонування, а при прикладенні зусилля запресування на контактній поверхні об'єкта і траверси в чотирьох точках утворюються зусилля, пропорційні сигналам блоків датчиків; - сигнали обробляються аналогово-цифровим перетворювачем і набувають цифрових значень, які потім обробляються блоком обчислення, чисельні результати з якого направляються до системи 65407 4 керування гідравлічним пресом, що автоматично здійснює необхідний перекіс траверси доти не досягнуться однакові значення показань зусиль на всіх блоках датчиків. Приклад здійснення способу. Приклад здійснення способу збирання з'єднань з натягом при монтажі ковальсько-пресового обладнання пояснюється кресленнями, на яких зображено: Фіг. 1 - Схема способу збирання з'єднання з натягом; Фіг. 2 - Схема розташування блоків датчиків; Фіг. 3 - Схема керування процесом запресування. При монтажі гідравлічного преса колонної конструкції з'єднання з натягом направляючої втулки 1 з нерухомою поперечиною 2 здійснюють у наступній послідовності дій: - в об'єктах запресування (втулці 1 і нерухомій поперечині 2) Фіг. 1 виконують західний конус та елементи для виходу повітря із замкнених порожнин (особливо це необхідно при запресуванні втулки 1 вглуху), очищують контактуючі поверхні втулки 1 і нерухомої поперечини 2 від задирок та забруднень; - встановлюють втулку 1 і нерухому поперечину 2 та позиціонують їх відносно один одного, потім їх сполучають шляхом натискання траверси 3 гідравлічного преса на втулку 1 до отримання необхідного їх взаємного розташування; - робоче переміщення рухомої траверси 3 гідравлічного преса визначається вимірювальним перетворювачем, блоки датчиків 4 якого встановлюються в чотирьох точках по периметру контактної площі втулки 1 з траверсою 3 в двох взаємно перпендикулярних (діаметрально протилежних) напрямках (Фіг. 2), при цьому спочатку втулку 1 орієнтують попередньо без високої точності позиціонування, а при прикладенні зусилля запресування на контактній поверхні втулки 1 і нерухомої поперечини 2 в чотирьох точках утворюються зусилля, пропорційні сигналам блоків датчиків 4; - сигнали обробляються аналогово-цифровим перетворювачем (АЦП) і набувають цифрових значень (Фіг. 3), які потім обробляються блоком обчислення, чисельні результати з якого направляються до системи керування гідравлічним пресом, що автоматично здійснює необхідний перекіс траверси 3 доти не досягнуться однакові значення показань зусиль на всіх блоках датчиків 4. Наведений приклад підтверджує досягнення технічного результату - а саме: підвищується якість монтажу, надійність та довговічність ковальсько-пресового обладнання. Джерела інформації: 1. Медведєв В.А. Технология кузнечнопрессового машиностроения: Учебное пособие для машиностроительных техникумов. - М.: Машиностроение, 1984. - 184 с. 5 Комп’ютерна верстка Л. Купенко 65407 6 Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of pressure coupling during installation of forging equipment
Автори англійськоюKorchak Olena Serhiivna, Bykovskyi Volodymyr Mykolaiovych
Назва патенту російськоюСпособ сборки соединений с натягом при монтаже кузнечно-прессового оборудования
Автори російськоюКорчак Елена Сергеевна, Быковский Владимир Николаевич
МПК / Мітки
МПК: B30B 15/00
Мітки: з'єднань, збирання, ковальсько-пресового, спосіб, натягом, обладнання, монтажі
Код посилання
<a href="https://ua.patents.su/3-65407-sposib-zbirannya-zehdnan-z-natyagom-pri-montazhi-kovalsko-presovogo-obladnannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб збирання з’єднань з натягом при монтажі ковальсько-пресового обладнання</a>
Спосіб збирання ковальсько-пресового обладнання
Номер патенту: 64921
Опубліковано: 25.11.2011
Автори: Биковський Володимир Миколайович, Корчак Олена Сергіївна
МПК: B21B 15/00
Мітки: обладнання, ковальсько-пресового, збирання, спосіб
Формула / Реферат:
Спосіб збирання ковальсько-пресового обладнання, який полягає у тому, що в об'єктах збирання очищують контактуючі поверхні від задирок та забруднень, встановлюють та позиціонують їх відносно один одного, сполучають об'єкти збирання до отримання необхідного їх взаємного розташування, після чого збирають окремі вузли та виконують загальне збирання машини, який відрізняється тим, що на долівці цеху біля місця під монтаж обладнання розміщують...
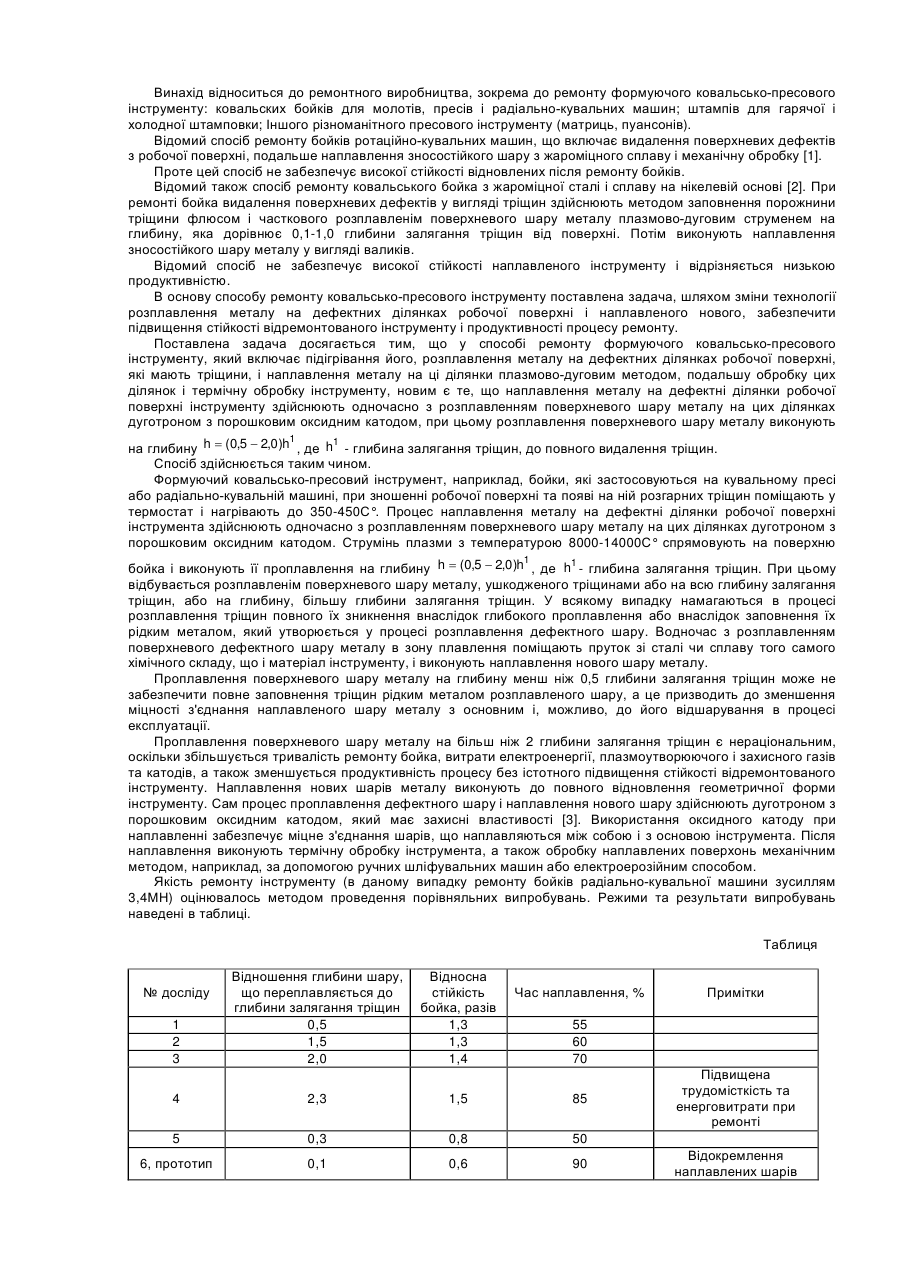
Спосіб ремонту формуючого ковальсько-пресового інструменту
Номер патенту: 69408
Опубліковано: 15.09.2004
Автори: Брагінець Віктор Іванович, Лазоркін Віктор Андрійович
МПК: B23P 6/04, B22D 19/10
Мітки: спосіб, інструменту, ремонту, ковальсько-пресового, формуючого
Формула / Реферат:
Спосіб ремонту формуючого ковальсько-пресового інструменту, який включає підігрівання його, розплавлення металу на дефектних ділянках робочої поверхні, які мають тріщини, і наплавлення металу на ці ділянки плазмово-дуговим методом, подальшу обробку цих ділянок і термічну обробку інструменту, який відрізняється тим, що наплавлення металу на дефектні ділянки робочої поверхні інструменту здійснюють одночасно з розплавленням поверхневого шару...
Спосіб ультразвукового контролю якості збирання з’єднань з натягом
Номер патенту: 8441
Опубліковано: 30.09.1996
Автор: Карпаш Олег Михайлович
МПК: G01N 29/00
Мітки: з'єднань, збирання, якості, ультразвукового, контролю, спосіб, натягом
Формула / Реферат:
1. Способ ультразвукового контроля качества сборки соединений с натягом, заключающийся в том, что излучают и принимают ультразвуковые колебания в одном сечении соединения, измеряют параметры провзаимодействовавших с соединением колебаний и с их помощью определяют величину контактного давления в этом сечении, по которому судят о качестве, отличающийся тем, что, с целью повышения информативности контроля за счет определения остаточного...
Спосіб ультразвукового контролю якості збирання трубних виробів з натягом
Номер патенту: 16195
Опубліковано: 29.08.1997
Автори: Мігаль Іван Григорович, Бажалук Ярополк Мирославович, Чеховська Лідія Андріївна, Карпаш Олег Михайлович, Даниляк Ярослав Богданович, Подрушняк Людмила Федорівна, Турко Федір Іванович
МПК: G01N 29/04
Мітки: якості, натягом, ультразвукового, виробів, контролю, спосіб, збирання, трубних
Формула / Реферат:
Способ ультразвукового контроля качества сборки трубных изделий с натягом, заключающийся в том, что ультразвуковые колебания излучают под углом к внешней поверхности трубного изделия в плоскости поперечного сечения к его продольной оси, принимают эхо-сигналы, отраженные от внутренних поверхностей охватывающей и охватываемой труб, и по соотношению их амплитуд судят о качестве сборки, отличающийся тем, что, с целью повышения точности и...
Спосіб контролю співвісності елементів пресового обладнання

Номер патенту: 12284
Опубліковано: 16.01.2006
Автори: Шпаковскій Вадім, Клюєв Сергій Петрович, Клюєв Андрій Петрович
МПК: B21C 51/00, B30B 15/16
Мітки: пресового, співвісності, обладнання, контролю, спосіб, елементів
Формула / Реферат:
Спосіб контролю співвісності елементів пресового обладнання, що включає вимірювання положення осей формоутворюючих елементів, а саме матриці із утримувачем, контейнера, прес-штемпеля (шплінтона) з прошивною голкою та зв'язаного із ним штока гідроциліндра, відносно проектної осі преса, при цьому перед початком вимірювань утримувач матриці вводять на вісь пресування та затискають контейнером за допомогою прес-штемпеля (шплінтона), поступово...
Попередній патент: Спосіб приготування напівфабрикату на основі печериць та насіння гарбуза
Наступний патент: Суха пребіотична суміш з порошків кореня цикорію та бульб топінамбура
Випадковий патент: Шпоночне з'єднання