Спосіб виміру розчину між навантаженими робочими валками прокатної кліті
Номер патенту: 65797
Опубліковано: 15.04.2004
Автори: Єлецьких Володимир Іванович, Білобров Юрій Миколайович, Барабаш Андрій Володимирович, Гагарін Павел Павлович, Бортник Валерій Вікторович, Леонідов-Каневський Євген Володимирович, Стеч Володимир Станіславович
Формула / Реферат
Спосіб виміру розчину між навантаженими робочими валками прокатної кліті, що включає зближення валків без штаби до заданого зусилля стиску, запам'ятовування досягнутої при цьому відстані між подушками робочих валків як опорної, установлення заданого розчину валків для прокатки і вимір відстані між подушками робочих валків, обчислення відстані між краями робочих валків як різниці між обмірюваною й опорною відстанню між подушками, а після початку прокатки і входу штаби у кліть вимір зусилля прокатки, обчислення залежних від нього і від заданої ширини штаби пружного прогину валкової системи і визначення поточного розчину валків шляхом підсумовування обчисленого розчину між краями валків з обчисленим прогином валкової системи, який відрізняється тим, що одночасно з запам'ятовуванням відстані між подушками робочих валків при попередньому стиску кліті запам'ятовують зусилля розпору робочих валків як опорне, а при прокатці вимірюють зусилля розпору робочих валків, обчислюють відхилення цього зусилля від опорного і залежний від нього пружний прогин валкової системи і враховують обчислений прогин при розрахунку розчину між навантаженими робочими валками.
Текст
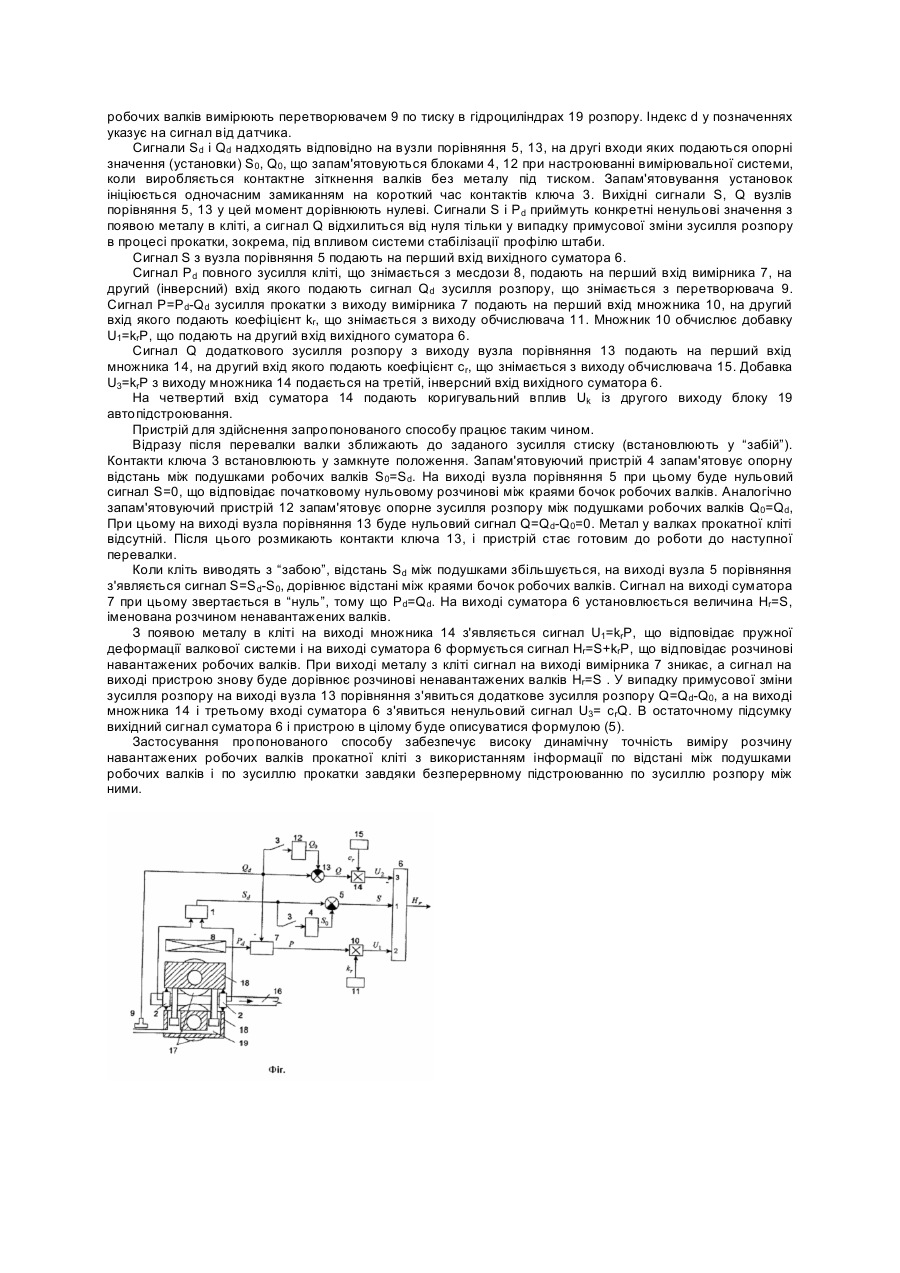
Винахід відноситься до прокатного виробництва і може бути використаний для створення вимірювальної частини в системах автоматичного регулювання товщини штаби на одноклітьових реверсивних станах, або на останніх клітях безперервних станів. Відомий спосіб виміру розчину між навантаженими робочими валками прокатної кліті, який заснований на безпосередньому вимірі зазору між краями бочок робочих валків (патент Швейцарії №688.180, МПК В21В 38/10, опублікований 13.06.1997). Цей спосіб не є надійним, особливо при гарячій прокатці штаби, оскільки чуттєві елементи погано захищені від несприятливого впливу навколишнього середовища з високою температурою і вологістю. Відомий спосіб виміру розчину між навантаженими робочими валками прокатної кліті, який заснований на вимірі відстані між подушками робочих валків за допомогою гідравлічних вимірювальних щупів, що забезпечують контакт із подушками, а самі чуттєві елементи знаходяться в спеціальних припливах станин (патент ФРН №1.285.431, кл.7а , МПК В21В 37/08, опублікований 21.08.1969). При цьому чуттєві елементи мають захист від впливу зовнішнього середовища і від механічних ушкоджень при перевалці валків, однак сам вимір провадять з великою погрішністю, тому що зазор між подушками відрізняється від зазору між валками на величину пружної деформації валкової системи, а також зносу і теплового розширення валків. Найбільш близьким по технічній сутності до передбачуваного винаходу є спосіб виміру розчину між навантаженими робочими валками прокатної кліті, який реалізований пристроєм по а.с. СРСР №876.229 (МПК В21В 37/02, опублік. 30.10.81), що включає зближення валків без штаби до заданого зусилля стиску, запам'ятовування досягнутого при цьому відстані між подушками робочих валків у якості опорного, установку заданого розчину валків для прокатки при вимірі відстані між подушками робочих валків, обчислення відстані між краями робочих валків як різниці між обмірюваною й опорною відстанню між подушками, а після початку прокатки і входу штаби в кліть вимір зусилля прокатки, обчислення залежних від нього і від заданої ширини штаби пружного прогину валкової системи і визначення поточного розчину валків шляхом підсумовування обчисленого розчину між краями валків з обчисленим прогином валкової системи. Недоліком цього способу є порівняно низька точність оцінки розчину між навантаженими робочими валками внаслідок того, що не враховується вплив зусилля розпору між подушками робочих валків на деформацію валкової системи. Розпір забезпечує зрівноважування і протизгинання робочих валків. Протизгинання здійснюють для корекції профілю або форми штаби. В основу винаходу поставлена задача підвищити точність виміру розчину між навантаженими робочими валками прокатної кліті. Поставлена задача вирішується за рахунок технічного результату, що полягає в обліку впливу зусилля розпору робочих валків при визначенні розчину між навантаженими робочими валками. Для досягнення вищевказаного технічного результату в способі виміру розчину між навантаженими робочими валками прокатної кліті, що включає зближення валків без штаби до заданого зусилля стиску, запам'ятовування досягнутого при цьому відстані між подушками робочих валків у якості опорного, установку заданого розчину валків для прокатки і вимір відстані між подушками робочих валків, обчислення відстані між краями робочих валків як різниці між обмірюваною й опорною відстанню між подушками, а після початку прокатки і входу штаби в кліть вимір зусилля прокатки, обчислення залежних від нього і від заданої ширини штаби пружного прогину валкової системи і визначення поточного розчину валків шляхом підсумовування обчисленого розчину між краями бочок робочих валків з обчисленим прогином валкової системи, відповідно до винаходу, одночасно з запам'ятовуванням відстані між подушками робочих валків при попередньому стиску кліті запам'ятовують зусилля розпору робочих валків у якості опорного, а при прокатці вимірюють зусилля розпору робочих валків, обчислюють відхилення цього зусилля від опорного і залежний від нього пружний прогин валкової системи і враховують обчислений прогин при розрахунку розчину між навантаженими робочими валками. Сутність винаходу полягає в наступному. Розчин між навантаженими робочими валками визначають по залежності h=S-cQ+kP, (1) де S- відстань (розчин) між краями бочок робочих валків; Q - додаткове зусилля розпору між подушками робочих валків; Р - зусилля прокатки; с і k - коефіцієнти пропорційності. Від'ємний добуток (-cQ) являє собою деформацію валкової системи під дією розпору, а добуток kP деформацію валкової системи під дією зусилля прокатки. У прототипі вимір розчину між навантаженими робочими валками виконується по скороченій формулі Hr=S+krP, (2) де індекс r позначає розрахунковий параметр. Коефіцієнт kr розраховують апріорі, наприклад, по емпіричній формулі 1 kr = , (3) a 0 + a1B + a 2B2 де a 0 , a 1 , a 2 - коефіцієнти, визначені експериментально, B - ширина штаби. З зіставлення виражень (1), (2) видно, що удосконалення способу виміру розчину навантажених валків, узятого за прототип, повинне складатися в обліку деформації валкової системи від зусилля розпору Q. Облік деформації валкової системи від зусилля розпору роблять по наступній процедурі: вимірюють додаткове зусилля розпору як різницю між поточним зусиллям розпору й опорним зусиллям розпору, отриманим при попередньому стиску валків, обчислюють деформацію валкової системи за допомогою коефіцієнта cr і підсумовують обчислену деформацію (зі знаком мінус) до кінцевого результату. Коефіцієнт Су підбирають експериментальне при попередньому стиску валків. Варіюють зусиллям розпору і при цьому відзначають зміну розчину валків. Потім роблять обчислення по формулі DSe , cr = (4) DQe де символ D позначає прирощування. Кінцевий результат виміру розчину навантажених робочих валків при заданій ширині штаби буде мати вигляд Hr=S+crQ+krP, (5) ідентичність якого справжньому розчинові, описуваному вираженням (1), буде забезпечуватися завдяки наявності доданка crQ. У результаті порівняльного аналізу пропонованого способу виміру розчину між навантаженими робочими валками прокатної кліті і прототипу встановлено, що вони мають наступні загальні ознаки: зближення валків без штаби до заданого зусилля стиску; запам'ятовування досягнутого при цьому відстані між подушками робочих валків у якості опорного; установка заданого розчину валків для прокатки; вимір відстані між подушками робочих валків; обчислення відстані між краями робочих валків як різниці між обмірюваною й опорною відстанню між подушками; після початку прокатки і входу штаби в кліть вимір зусилля прокатки; обчислення залежних від зусилля прокатки і від заданої ширини штаби пружного прогину валкової системи; визначення поточного розчину валків шляхом підсумовування обчисленого розчину між краями валків з обчисленим прогином валкової системи, а також відмітні ознаки: одночасно з запам'ятовуванням відстані між подушками робочих валків при попередньому стиску юші запам'ятовують зусилля розпору робочих валків у якості опорного; при прокатці вимірюють зусилля розпору робочих валків; обчислюють відхилення цього зусилля від опорного і залежний від нього пружний прогин валкової системи; враховують обчислений прогин при розрахунку розчину між навантаженими робочими валками. Таким чином, запропонований спосіб виміру розчину між навантаженими робочими валками прокатної кліті має нові операції і нову послідовність виконання операцій. Між відмітними ознаками і технічним результатом, що досягається, існує причинно-наслідковий зв'язок. Завдяки визначенню зусилля розпору робочих валків до і під час прокатки штаби стало можливим визначити його вплив на розчин між навантаженими валками прокатної кліті , врахувати це при регулюванні зазору між валками і тим самим забезпечити високу точність штаби, що прокочується, обумовлену точним визначенням розчину між навантаженими валками. Виключення з вищевказаної сукупності відмітних ознак хоча б одного не забезпечує досягнення технічного результату. Пропонований спосіб виміру розчину між навантаженими робочими валками прокатної кліті невідомий з рівня техніки і тому він є новим. Спосіб, що заявляється, має винахідницький рівень, тому що він для фахівця явно не випливає з рівня техніки. Пропонований спосіб промислове застосуємо, тому що його реалізація забезпечується існуючими пристроями і відомими елементами. З використанням цього способу розроблений проект модернізації стану 2840 Каменськ-Уральского металургійного заводу. Таким чином, винаходові, що заявляється, може надаватися правова охорона, тому що він є новим, має винахідницький рівень і промислове застосовано, тобто відповідає всім критеріям винаходу. Винахід пояснюється на прикладі його реалізації пристроєм виміру розчину між валками прокатної кліті, показаним на фіг.1. Пристрій містить перетворювач 1 зазору між подушками робочих валків з чуттєвими елементами 2 на входах, багатоконтактний ключ 3 настроювання, запам'ятовуючий пристрій 4, елемент 5 порівняння, вихідний суматор 6, вимірник 7 зусилля прокатки, до входів якого підключені перетворювач 8 повного зусилля кліті (месдоза) і перетворювач 9 зусилля розпору подушок робочих валків, множник 10, обчислювач 11 коефіцієнта передачі. Вихід перетворювача 1 зазору підключений до першого входу елемента 5 порівняння і, через замикаючий контакт ключа 3 настроювання, до входу блоку 4 запам'ятовування, вихід якого підключений до другого, інверсного входу елемента 5 порівняння, вихід якого, у свою чергу, підключений до першого входу вихідного суматора 6. Вихід вимірника 7 зусилля прокатки підключений до першого входу множника 10, до другого входу якого підключений обчислювач 11 коефіцієнта передачі. Вихід множника 10 підключений до другого входу вихідного суматора 6. Додатково до цього в пристрій входять другий блок 12 запам'ятовування, другий елемент 13 порівняння, другий множник 14, другий обчислювач 15 коефіцієнта передачі. Вхід другого блоку 12 запам'ятовування підключений через другий замикаючий контакт ключа 3 до виходу перетворювача 9 зусилля розпору. Перший вхід другого елемента 13 порівняння підключений до виходу перетворювача 9 зусилля розпору, другий, інверсний вхід підключений до виходу другого запам'ятовуючого пристрою 12, а вихід підключений до першого входу другого множника 14, другий вхід якого підключений до виходу другого обчислювача 15 коефіцієнта передачі. Вихід множника 14 підключений до третього, інверсного входу вихідного суматора 6. Штаба 16 прокочується робочими валками 17 прокатної кліті. Зазор Sd між подушками 18 робочих валків вимірюють чуттєвими елементами 2 (по двох з кожної сторони), показання яких усереднюються перетворювачем 1. Повне зусилля Pd в кліті вимірюють месдозою 8. Зусилля Qd розпору між подушками робочих валків вимірюють перетворювачем 9 по тиску в гідроциліндрах 19 розпору. Індекс d у позначеннях указує на сигнал від датчика. Сигнали Sd і Qd надходять відповідно на вузли порівняння 5, 13, на другі входи яких подаються опорні значення (установки) S0, Q0, що запам'ятовуються блоками 4, 12 при настроюванні вимірювальної системи, коли виробляється контактне зіткнення валків без металу під тиском. Запам'ятовування установок ініціюється одночасним замиканням на короткий час контактів ключа 3. Вихідні сигнали S, Q вузлів порівняння 5, 13 у цей момент дорівнюють нулеві. Сигнали S і Pd приймуть конкретні ненульові значення з появою металу в кліті, а сигнал Q відхилиться від нуля тільки у випадку примусової зміни зусилля розпору в процесі прокатки, зокрема, під впливом системи стабілізації профілю штаби. Сигнал S з вузла порівняння 5 подають на перший вхід вихідного суматора 6. Сигнал Рd повного зусилля кліті, що знімається з месдози 8, подають на перший вхід вимірника 7, на другий (інверсний) вхід якого подають сигнал Qd зусилля розпору, що знімається з перетворювача 9. Сигнал Р=Pd-Qd зусилля прокатки з виходу вимірника 7 подають на перший вхід множника 10, на другий вхід якого подають коефіцієнт kr, що знімається з виходу обчислювача 11. Множник 10 обчислює добавку U1=krP, що подають на другий вхід вихідного суматора 6. Сигнал Q додаткового зусилля розпору з виходу вузла порівняння 13 подають на перший вхід множника 14, на другий вхід якого подають коефіцієнт cr, що знімається з виходу обчислювача 15. Добавка U3=krP з виходу множника 14 подається на третій, інверсний вхід вихідного суматора 6. На четвертий вхід суматора 14 подають коригувальний вплив Uk із другого виходу блоку 19 автопідстроювання. Пристрій для здійснення запропонованого способу працює таким чином. Відразу після перевалки валки зближають до заданого зусилля стиску (встановлюють у “забій”). Контакти ключа 3 встановлюють у замкнуте положення. Запам'ятовуючий пристрій 4 запам'ятовує опорну відстань між подушками робочих валків S0=Sd. На виході вузла порівняння 5 при цьому буде нульовий сигнал S=0, що відповідає початковому нульовому розчинові між краями бочок робочих валків. Аналогічно запам'ятовуючий пристрій 12 запам'ятовує опорне зусилля розпору між подушками робочих валків Q0=Qd, При цьому на виході вузла порівняння 13 буде нульовий сигнал Q=Qd-Q0=0. Метал у валках прокатної кліті відсутній. Після цього розмикають контакти ключа 13, і пристрій стає готовим до роботи до наступної перевалки. Коли кліть виводять з “забою”, відстань Sd між подушками збільшується, на виході вузла 5 порівняння з'являється сигнал S=Sd-S0, дорівнює відстані між краями бочок робочих валків. Сигнал на виході суматора 7 при цьому звертається в “нуль”, тому що Рd=Qd. На виході суматора 6 установлюється величина Hr=S, іменована розчином ненавантажених валків. З появою металу в кліті на виході множника 14 з'являється сигнал U1=krP, що відповідає пружної деформації валкової системи і на виході суматора 6 формується сигнал Hr=S+krP, що відповідає розчинові навантажених робочих валків. При виході металу з кліті сигнал на виході вимірника 7 зникає, а сигнал на виході пристрою знову буде дорівнює розчинові ненавантажених валків Нr=S . У випадку примусової зміни зусилля розпору на виході вузла 13 порівняння з'явиться додаткове зусилля розпору Q=Qd-Q0, a на виході множника 14 і третьому вході суматора 6 з'явиться ненульовий сигнал U3= crQ. В остаточному підсумку вихідний сигнал суматора 6 і пристрою в цілому буде описуватися формулою (5). Застосування пропонованого способу забезпечує високу динамічну точність виміру розчину навантажених робочих валків прокатної кліті з використанням інформації по відстані між подушками робочих валків і по зусиллю прокатки завдяки безперервному підстроюванню по зусиллю розпору між ними.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for measuring clearance between loaded working rolls of rolling mill
Автори англійськоюBilobrov Yurii Mykolaiovych, Bortnyk Valerii Viktorovych, Stech Volodymyr Stanislavovych, Barabash Andrii Volodymyrovych, Yeletskykh Volodymyr Ivanovych
Назва патенту російськоюСпособ измерения раствора между нагруженными рабочими валками прокатной клети
Автори російськоюБилобров Юрий Николаевич, Бортник Валерий Викторович, Стеч Владимир Станиславович, Барабаш Андрей Владимирович, Елецких Владимир Иванович
МПК / Мітки
МПК: B21B 38/00
Мітки: валками, спосіб, виміру, робочими, прокатної, розчину, кліті, навантаженими
Код посилання
<a href="https://ua.patents.su/3-65797-sposib-vimiru-rozchinu-mizh-navantazhenimi-robochimi-valkami-prokatno-kliti.html" target="_blank" rel="follow" title="База патентів України">Спосіб виміру розчину між навантаженими робочими валками прокатної кліті</a>
Комплект подушок кліті листового стана
Номер патенту: 63215
Опубліковано: 15.01.2004
Автори: Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович
МПК: B21B 31/00
Мітки: кліті, комплект, стана, листового, подушок
Формула / Реферат:
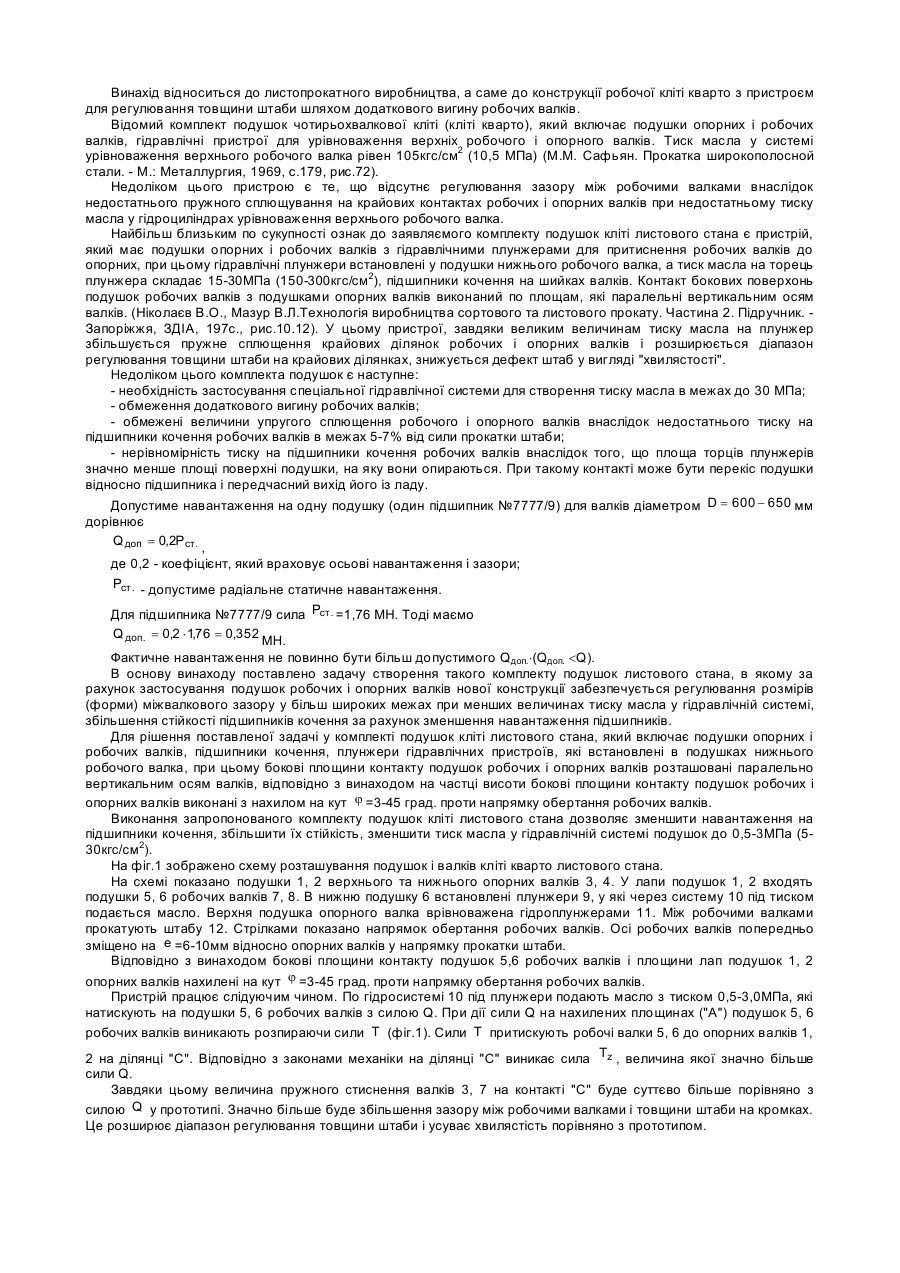
Комплект подушок кліті листового стана, який включає подушки опорних і робочих валків, підшипники кочення, плунжери гідравлічних пристроїв, які встановлені у подушках нижнього робочого валка, при цьому бокові площини контакту подушок робочих і опорних валків розташовані паралельно вертикальним осям валків, який відрізняється тим, що на частині висоти бокові площини контакту подушок робочих і опорних валків виконані з нахилом на кут
Гідравлічний зрівноважуючий пристрій валків прокатної кліті
Номер патенту: 44606
Опубліковано: 15.02.2002
Автори: Білобров Юрій Миколайович, Гордієнко Олександр Володимирович, Ульяницький Василь Никифорович, Кожевніков Георгій Васильович, Данько Надія Олексіївна
МПК: B21B 31/16
Мітки: кліті, зрівноважуючий, пристрій, валків, гідравлічний, прокатної
Формула / Реферат:
Гідравлічний зрівноважуючий пристрій валків прокатної кліті, що включає гідроциліндри зрівноважування, які через систему тяг підтискають подушки валків до гвинтів натискного механізму кліті, гідроакумулятор, трубопровід і розподільник рідини, а також зливальну магістраль, який відрізняється тим, що гідроциліндри зрівноважування виконані двохпорожнинними, причому їхні штокові порожнини за допомогою розподільника рідини з'єднуються з...
Гідромеханічний натискний пристрій прокатної кліті
Номер патенту: 63590
Опубліковано: 15.01.2004
Автори: Литвинов Олександр Васильович, Панченко Володимир Михайлович
МПК: B21B 31/16
Мітки: натискний, прокатної, пристрій, кліті, гідромеханічний
Формула / Реферат:
Гідромеханічний натискний пристрій прокатної кліті, що включає привідний натискний гвинт із гайкою, жорстко встановленою в станині кліті, сферичний підп'ятник і натискний гідроциліндр, корпус якого спирається на подушку верхнього валка, а плунжер якого розміщений під підп'ятником натискного гвинта і закріплений на натискному гвинті, а також вбудований у корпус гідроциліндра по його осі датчик лінійних переміщень, який відрізняється тим, що...
Комплект валків прокатної кліті листового стану
Номер патенту: 12070
Опубліковано: 25.12.1996
Автори: Штехно Олег Миколайович, Ніколаєв Віктор Олександрович, Пилипенко Сергій Степанович, Трофімов Віталій Олександрович, Мовшович Вілорд Соломонович, Тилик Василь Трохимович, Васильєв Олександр Геннадійович
МПК: B21B 27/00
Мітки: стану, прокатної, валків, кліті, комплект, листового
Формула / Реферат:
Комплект валков прокатной клети листового стана, содержащий опорные и рабочие валки, бочки которых выполнены с чередующимися разновысокими и разнонаправленными участками микрошероховатости, образованной линиями выступов и впадин, отличающийся тем, что, с целью снижения энергосиловых параметров прокатки путем улучшения условий захвата смазки при сохранении центрирования полосы, на более низких участках микрошероховатости линии выступов и...
Спосіб виміру натягу в безперервній групі клітей стану гарячої прокатки штаби
Номер патенту: 63378
Опубліковано: 15.01.2004
Автори: Леонідов-Каневський Євген Володимирович, Гагарін Павло Павлович, Стеч Володимир Станіславович, Барабаш Андрій Володимирович, Єлецьких Володимир Іванович, Каушанський Ігор Борисович, Биковський Анатолій Іванович
МПК: B21B 37/00
Мітки: клітей, спосіб, натягу, гарячої, штаби, прокатки, виміру, групи, стану, безперервний
Формула / Реферат:
Спосіб виміру натягу штаби в безперервній групі клітей стану гарячої прокатки, який включає безперервний вимір у кожній кліті горизонтальної сили, що діє на робочі валки, і зусилля прокатки, по отриманих даних і відомому (нульовому для першої кліті) задньому натягові розрахунок коефіцієнта пропорційності між горизонтальною силою і зусиллям прокатки до входу штаби в наступну кліть і розрахунок переднього натягу після входу штаби в наступну...
Попередній патент: Резисторний перетворювач напруги в мережах 3-35 кв
Наступний патент: Спосіб використання осушуваних органогенних ґрунтів полісся
Випадковий патент: Дерматом з круговим механізмом для отримування повношарового рельєфного аутодермотрансплантата