Спосіб наплавлення деталей з плоскою поверхнею круглої або кільцевої форми
Номер патенту: 66116
Опубліковано: 15.04.2004
Автори: Войтенко Володимир Федорович, Лашко Анатолій Дмитрович, Ліпісій Віталій Іванович, Мархай Володимир Вікторович, Максименко Анатолій Вікторович, Сосюра Олег Миколайович

Формула / Реферат
Спосіб наплавлення деталей з плоскою поверхнею круглої або кільцевої форми у горизонтальній площині, при якому здійснюють відносне обертання деталі та зварювальної головки з одночасним переміщенням останньої у радіальному напрямку відносно центра обертання, який відрізняється тим, що наплавлення здійснюється у напрямку від внутрішніх ділянок до зовнішніх з переміщенням зварювальної головки у бік від центра обертання, при цьому кутову швидкість обертання зменшують за співвідношенням:
де ![]() - поточне значення кутової швидкості обертання;
- поточне значення кутової швидкості обертання;
![]() - початкове значення кутової швидкості обертання;
- початкове значення кутової швидкості обертання;
rn - початкове значення відстані зварювальної головки від центра обертання;
ri - поточне значення відстані зварювальної головки від центра обертання,
а швидкість переміщення зварювальної головки у радіальному напрямку зменшують за співвідношенням:
![]() ,
,
де:
Vri - поточне значення швидкості переміщення зварювальної головки у радіальному напрямку;
Vrn - початкове значення швидкості переміщення зварювальної головки у радіальному напрямку.
Текст
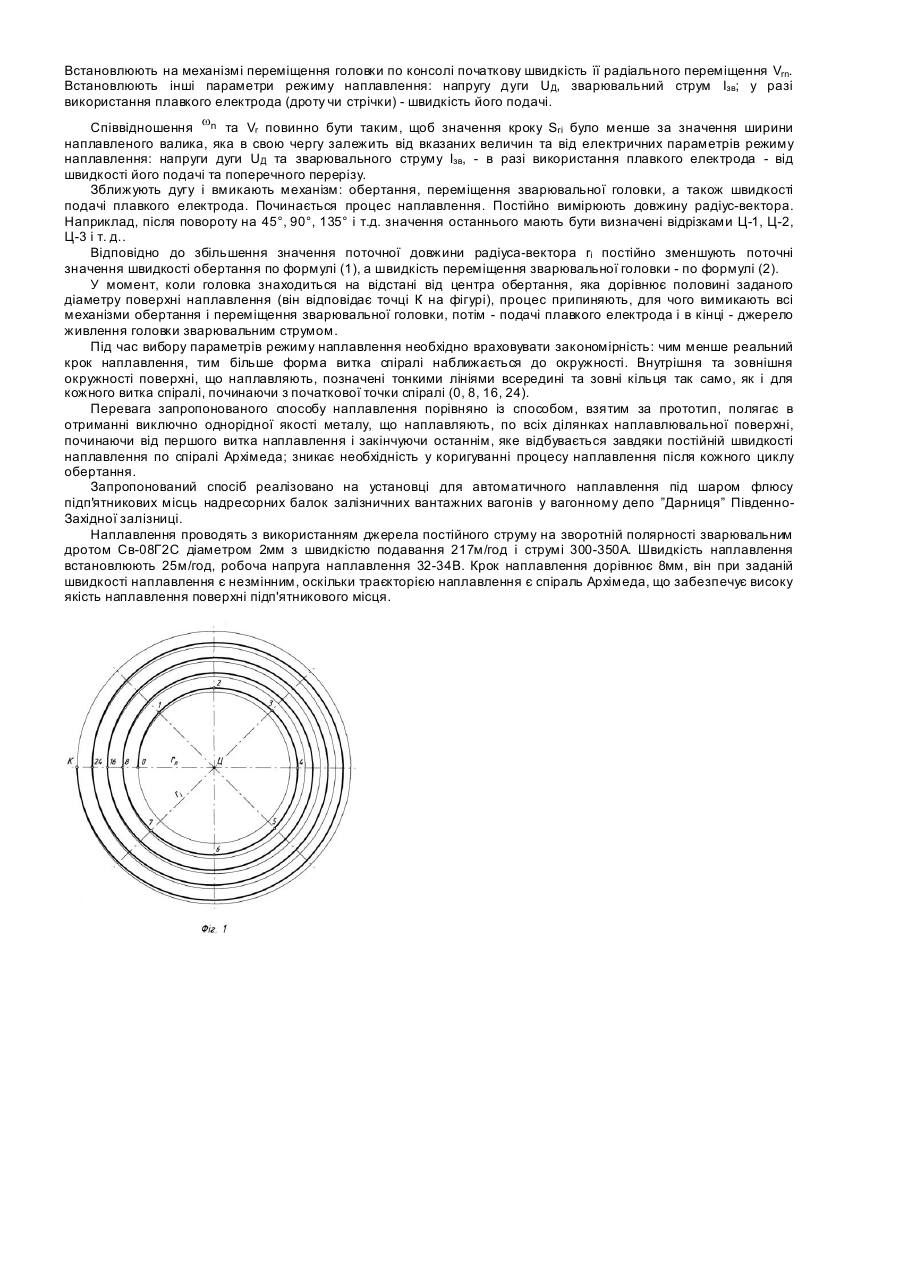
Винахід відноситься до машинобудування зокрема до технології відновлення та зміцнення деталей наплавленням і може бути застосований на залізничному транспорті, наприклад для відновлення зношених в процесі експлуатації підп'ятникових місць надресорних балок залізничних вантажних вагонів. Відомий спосіб наплавлення спрацьованих місць на поверхні деталі круглої або кільцевої форми, при якому поверхню наплавлення попередньо розбивають на окремі сектори, які в свою чергу, розбиті на ділянки у вигляді відрізків кілець; згадані ділянки наплавляють кількома матеріалами, які різняться коефіцієнтами тертя (патент Росії RU 2083336 МКВ6 В23К9/04 від 10.07.97р., Б№19). Недоліком згаданого способу є те, що його реалізація виключає використання механізованого процесу наплавлення, тому він є низькопродуктивним. Відомий спосіб механізованого дугового наплавлення плоских поверхонь із зворотно-поступальним переміщенням виробу, що наплавляють, розташованого на базовій платформі відносно зварювальної головки (заявка Росії RU 2000124772/02, МКВ 6 В23К9/04, 37/04, від 28.09.2000р., Б №24 2002р.). Недоліком вказаного способу є те, що його не можна використовувати для наплавлення круглих або кільцевих поверхонь деталей. Найбільш близьким по технологічній суті є спосіб наплавлення плоскої поверхні деталей круглої або кільцевої форми, при якому здійснюють відносне обертання в горизонтальній площині деталі, що наплавляють, і зварювальної головки з одночасним переміщенням останньої відносно центра обертання (патент Японії №5614066 MKB6 B23K9/04, 31/00 від 1981р., 02.04 Б№2). Декларується, що валик наплавляють по спіралі або у вигляді концентричних кілець послідовно від зовнішніх ділянок до внутрішніх з переходом від попередньої окружності, що наплавляється, до наступної у встановлений період часу по спіральним ділянкам однакової довжини. Недоліком даного способу є те, що швидкість наплавлення по спіралі або по концентричним окружностям з переходом від попередньої окружності, яка наплавляється, до наступної по спіральним ділянкам, яку визначають як векторну суму швидкостей переміщення по окружності та в радіальному напрямку, змінюється майже пропорційно відстані зварювальної головки від центра обертання (у даному разі - зменшується). Це означає непостійність одного з параметрів режиму - швидкості наплавлення, а в місцях переходу від попередньої окружності, що наплавляється, до наступної - стрибкоподібна зміна швидкості наплавлення. Це неприпустимо тому, що порушується формування наплавленого валика. Крім цього, переміщення у процесі наплавлення головки від зовнішніх ділянок до внутрішніх приводить до концентрації у внутрішній частині поверхні, що наплавляють, тепла та появі у зв'язку з цим залишкових напружень і деформацій у деталі, що наплавляють. Все це приводить до погіршення якості наплавлення і появи тріщин. В основу винаходу поставлена задача: підтримувати постійну швидкість наплавлення незалежно від відстані зварювальної головки від центра обертання, а також запобігання концентрації теплоти у внутрішній поверхні, що наплавляють. Поставлена задача вирішується таким чином, що у відомому способі наплавлення деталей з плоскою поверхнею круглої або кільцевої форми у горизонтальному положенні з відносним обертанням деталі та зварювальної головки з одночасним переміщенням останньої у радіальному напрямку відносно центра обертання, процес наплавлення здійснюють у напрямку від внутрішніх ділянок до зовнішніх з переміщенням зварювальної головки у бік від центра обертання, кутову швидкість обертання зменшують у співвідношенням: ær ö wi = wn ´ ç n ÷, (1) çr ÷ è i ø де: wi - поточне значення кутової швидкості обертання; wn - початкове значення кутової швидкості обертання; rn - початкове значення відстані зварювальної головки від центра обертання; ri - поточне значення відстані зварювальної головки від центра обертання, а швидкість переміщення зварювальної головки у радіальному напрямку зменшують у співвідношенні: ær ö Vr i = Vr n ´ ç n ÷, (2) çr ÷ è iø де: Vri - поточне значення швидкості переміщення зварювальної головки у радіальному напрямку; Vrn - початкове значення зазначеної швидкості. При здійсненні наплавлення за таким способом відбувається накладення валика на поверхню у вигляді спіралі з постійною швидкістю. Необхідність пропорційного, відносно відстані головки від центра обертання (радіус-вектора), зменшення кутової швидкості обертання зумовлено тим, що лінійна швидкість обертання (колова швидкість Vo) визначається за формулою: Vo = w ´ r, (3) де: w- кутова швидкість обертання; r - радіус-вектор, тобто відстань зварювальної головки від центра обертання. Через те, що радіус-вектор r у процесі наплавлення безперервно збільшується, так само безперервно повинна збільшува тися лінійна швидкість Vo. Щоб зберегти останню постійною в процесі наплавлення, необхідно кутову швидкість обертання зменшити у такій самій пропорції, у якій збільшується радіус-вектор: wi rn r = , тобто wl = wn ´ n , ( 4) wn ri ri тоді поточне значення лінійної швидкості обертання буде таке: ær ö Voi = wn ´ ç n ÷ ´ ri = const (5) çr ÷ è i ø Зменшення радіальної складової швидкості переміщення головки в такій саме пропорції необхідно для збереження рівності відстані між витками спіралі, що описується зварювальною головкою, кроку спіралі. Якщо задана швидкість переміщення збережеться постійною, то відстань між витками безперервно буде збільшуватись, оскільки відомо, що крок спіралі визначають співвідношенням: Sr = Vr ´ tц , (6 ) де Vr - швидкість радіального переміщення зварювальної головки; tц - тривалість циклу обертання, тобто оберту радіуса-вектора на 360° (2 p ). 2p ri tц = ´ , (7 ) wn rn тоді реальний крок спіралі: 2p ri Sr i = Vr ´ ´ , (8 ) wn rn Оскільки ri - величина, яка зростає з часом, відповідно зростає реальний крок спіралі Sri. Прирощення кроку спіралі визначають співвідношенням: ö 2p æ ri ö 2p 2p æ ri ´ ç ÷ - Vr ´ = Vr ´ ´ ç - 1÷ (9) ÷ wn ç rn ÷ wn wn ç rn è ø è ø ri = 2 ´ rn , DSr i = Sr , При тобто у разі збільшення радіуса-вектора у двічі прирощення кроку спіралі дорівнює кроку ”класичної” спіралі Архімеда; спіралі, яку описує точка, рівномірно обертаючись навколо центра і одночасно рівномірно віддаляючись від нього. r = 3 ´ rn , DSr i = 2 ´ Sr , При i прирощення кроку спіралі, яка пропонується, дорівнює двом крокам спіралі Ар хімеда, а при збільшенні радіус-вектора в чотири рази прирощення кроку дорівнювало б трьом крокам спіралі Ар хімеда і т. д. Спіраль, яку описує зварювальна головка на поверхні деталі, що наплавляють, в результаті переміщення головки відносно деталі у відповідності із запропонованими співвідношеннями, (див. (1), (2)) відображено кресленням на фігурі. Початковий радіус-вектор rn дорівнює відрізку прямої ЦО - відстані головки від центра обертання у початковий момент наплавлення, відповідає точці О - початковій точці руху головки. Поточне значення радіусавектора ri, після обороту останнього, наприклад на 315° відповідає точці 7; після завершення першого циклу обертання - точці 8 і т.д. Крок спіралі позначено символом Sr, який розташовано на фігурі між точками 0 та 8. Він є постійним по всім азимутам від центра обертання Ц. Зварювальна головка складається з струмопідвідного мундштука та електрода, що подається через мундштук, наприклад, електродного дроту або стрічки. Оскільки положення мундштука зафіксовано на зварювальній головці, то відповідно визначено однозначно й положення електрода, точка зустрічі останнього з поверхнею, що наплавляють. Цю точку приймають за положення зварювальної (наплавочної) головки, що рухається відносно поверхні, яку наплавляють. Можливі два варіанти відносного переміщення деталі, яку наплавляють, і зварювальної головки. Варіант перший: обертають деталь, яку наплавляють, а зварювальну головку переміщують відносно деталі, що обертається, у радіальному напрямку від центра обертання. Варіант другий: деталь, що наплавляють, нерухома, а обертають зварювальну головку відносно деталі, що наплавляється, одночасно переміщуючи її у радіальному напрямку від центра обертання. Перший варіант використовують у разі малих розмірів та ваги деталі, що наплавляють. В цьому випадку деталь встановлюють на платформі маніпулятора, яка обертається, а зварювальну головку на нерухому консоль з можливістю переміщення головки від центра обертання та навпаки. Другий варіант використовують, коли деталь, що наплавляють, має значні габарити і вагу. В цьому випадку деталь встановлюють на нерухомій платформі, яка має механізм коригування положення деталі у горизонтальній площині та по вертикалі, а зварювальну головку - на консолі, що обертається, з можливістю переміщення її вздовж консолі. Центр обертання та центр плоскої поверхні, круглої форми, що наплавляють, повинні співпадати. Деталь встановлюють так, щоб поверхня, яку наплавляють, мала горизонтальне положення. Запропонований спосіб наплавлення здійснюють таким чином. Встановлюють деталь, що наплавляється, на платформу та закріплюють. Коригують положення деталі на платформі, або самої платформи так, аби поверхня деталі, що наплавляють, прийняла горизонтальне положення. Суміщують центр обертання з центром поверхні, що наплавляють. Переміщують зварювальну головку вздовж консолі так, щоб вона зайняла положення, відповідне початковій точці спіралі валика, що наплавляють (точка О на фігурі). Встановлюють на механізм обертання платформи або консолі початкову кутову швидкість обертання wn. DSri = Sr i - Sr = Vr ´ Встановлюють на механізмі переміщення головки по консолі початкову швидкість її радіального переміщення Vrn. Встановлюють інші параметри режиму наплавлення: напругу дуги UД, зварювальний струм Ізв; у разі використання плавкого електрода (дроту чи стрічки) - швидкість його подачі. Співвідношення wn та V повинно бути таким, щоб значення кроку S було менше за значення ширини r ri наплавленого валика, яка в свою чергу залежить від вказаних величин та від електричних параметрів режиму наплавлення: напруги дуги UД та зварювального струму Ізв, - в разі використання плавкого електрода - від швидкості його подачі та поперечного перерізу. Зближують дугу і вмикають механізм: обертання, переміщення зварювальної головки, а також швидкості подачі плавкого електрода. Починається процес наплавлення. Постійно вимірюють довжину радіус-вектора. Наприклад, після повороту на 45°, 90°, 135° і т.д. значення останнього мають бути визначені відрізками Ц-1, Ц-2, Ц-3 і т. д.. Відповідно до збільшення значення поточної довжини радіуса-вектора ri постійно зменшують поточні значення швидкості обертання по формулі (1), а швидкість переміщення зварювальної головки - по формулі (2). У момент, коли головка знаходиться на відстані від центра обертання, яка дорівнює половині заданого діаметру поверхні наплавлення (він відповідає точці К на фігурі), процес припиняють, для чого вимикають всі механізми обертання і переміщення зварювальної головки, потім - подачі плавкого електрода і в кінці - джерело живлення головки зварювальним струмом. Під час вибору параметрів режиму наплавлення необхідно враховувати закономірність: чим менше реальний крок наплавлення, тим більше форма витка спіралі наближається до окружності. Внутрішня та зовнішня окружності поверхні, що наплавляють, позначені тонкими лініями всередині та зовні кільця так само, як і для кожного витка спіралі, починаючи з початкової точки спіралі (0, 8, 16, 24). Перевага запропонованого способу наплавлення порівняно із способом, взятим за прототип, полягає в отриманні виключно однорідної якості металу, що наплавляють, по всіх ділянках наплавлювальної поверхні, починаючи від першого витка наплавлення і закінчуючи останнім, яке відбувається завдяки постійній швидкості наплавлення по спіралі Архімеда; зникає необхідність у коригуванні процесу наплавлення після кожного циклу обертання. Запропонований спосіб реалізовано на установці для автоматичного наплавлення під шаром флюсу підп'ятникових місць надресорних балок залізничних вантажних вагонів у вагонному депо ”Дарниця” ПівденноЗахідної залізниці. Наплавлення проводять з використанням джерела постійного струму на зворотній полярності зварювальним дротом Св-08Г2С діаметром 2мм з швидкістю подавання 217м/год і струмі 300-350А. Швидкість наплавлення встановлюють 25м/год, робоча напруга наплавлення 32-34В. Крок наплавлення дорівнює 8мм, він при заданій швидкості наплавлення є незмінним, оскільки траєкторією наплавлення є спіраль Архімеда, що забезпечує високу якість наплавлення поверхні підп'ятникового місця.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for building-up the parts with flat surface of round or circular shape
Автори англійськоюVoitenko Volodymyr Fedorovych, Lashko Anatolii Dmytrovych, Lipisii Vitalii Ivanovych, Markhaj Volodymyr Viktorovych
Назва патенту російськоюСпособ наплавления деталей с плоской поверхностью круглой или кольцевой формы
Автори російськоюВойтенко Владимир Федорович, Лашко Анатолий Дмитриевич, Липисий Виталий Иванович, Мархай Владимир Викторович
МПК / Мітки
МПК: B23K 31/00, B23K 9/04
Мітки: деталей, круглої, наплавлення, спосіб, кільцевої, поверхнею, форми, плоскою
Код посилання
<a href="https://ua.patents.su/3-66116-sposib-naplavlennya-detalejj-z-ploskoyu-poverkhneyu-kruglo-abo-kilcevo-formi.html" target="_blank" rel="follow" title="База патентів України">Спосіб наплавлення деталей з плоскою поверхнею круглої або кільцевої форми</a>
Спосіб наплавлення деталей із вуглецевих сталей
Номер патенту: 57352
Опубліковано: 16.06.2003
Автори: Тивончук Петро Опанасович, Фастовець Павло Миколайович
МПК: B23K 9/04
Мітки: спосіб, вуглецевих, деталей, наплавлення, сталей
Формула / Реферат:
1. Спосіб наплавлення деталей із вуглецевих сталей, при якому спрацьовані циліндричні поверхні деталей наплавляють електродом, що плавиться, із вуглецевої сталі по гвинтовій траекторії із частковим переплавленням суміжних валиків, причому зварювальну ванну захищають газовим полум'ям із внутрішнім поздовжнім потоком кисню, орієнтуючи потік кисню під гострим кутом до електрода, який відрізняється тим, що потік кисню спрямовують у хвостову...
Спосіб виконання попередньо відформованих заготівок волокнистої структури для виготовлення деталей кільцевої форми із композиційного матеріалу
Номер патенту: 52627
Опубліковано: 15.01.2003
Автори: Окагне Жан, Бомпард Бруно, Олрі П'єр, Купе Домінік
МПК: D04H 18/00
Мітки: волокнистої, структури, матеріалу, відформованих, спосіб, заготівок, попередньо, деталей, кільцевої, виконання, виготовлення, композиційного, форми
Формула / Реферат:
1. Способ выполнения предварительно отформованных заготовок волокнистой структуры, предназначенных для изготовления деталей кольцевой формы из композиционного материала, включающий наматывание уложенными друг на друга слоями ленты винтовой или спиральной ткани, содержащей спиральные нити основы и строго радиальные уточные нити, отличающийся тем, что обеспечивают возрастание отнесенной к единице площади массы системы нитей основы спиральной...
Спосіб виготовлення виробів кільцевої форми
Номер патенту: 340
Опубліковано: 30.04.1993
Автори: Познянський Ілля Матвійович, Кривенко Валерій Георгійович, Іщук Валерій Фотієвич, Толдін Анатолій Андрійович, Кучук-Яценко Сергій Іванович, Кошелєв Володимир Борисович, Войтович Михайло Миколайович
МПК: B23K 11/04
Мітки: виробів, форми, спосіб, виготовлення, кільцевої
Формула / Реферат:
1. Способ изготовления изделий кольцевой формы, включающий вырубку полосы мерной длины с учетом припуска на оплавление и осадку, горячее формования замкнутой заготовки, сварку, удаление грата, отличающийся тем, что, с целью повышения производительности за счет исключения дополнительной механической обработки, снижения металлоемкости, энергоемкости процесса, повышения качества сварных соединений, замкнутую заготовку выполняют из полосы или...
Пристрій для скріплювання деталів чи вузлів з плоскою опорною поверхнею на основі
Номер патенту: 11756
Опубліковано: 25.12.1996
Автори: Філіпп'єв Анатолій Михайлович, Шагін Олег Володимирович, Ткаченко Леонід Георгійович
МПК: F16M 7/00
Мітки: опорною, пристрій, поверхнею, вузлів, деталів, скріплювання, основі, плоскою
Формула / Реферат:
1. Устройство для крепления детали или узла с плоской опорной поверхностью на основании, содержащее клиновой упор, установленный на основании с возможностью взаимодействия с одной из кромок закрепляемой детали, и, по меньшей мере, один прижим, расположенный с возможностью контактирования с закрепляемой деталью по другую сторону ее относительно упора под воздействием винта, отличающееся тем, что, с целью повышения надежности крепления,...
Спосіб виготовлення діаманта круглої форми
Номер патенту: 2201
Опубліковано: 26.12.1994
Автор: Травін Вячеслав Миколайович
МПК: B28D 5/00
Мітки: спосіб, круглої, виготовлення, форми, діаманта
Формула / Реферат:
Способ изготовления бриллианта круглой формы, включающий раскалывание алмаза, подшлифовку граней низа, обточку и огранку верха и низа, отличающийся тем, что, с целью повышения производительности, подшлифовку граней низа осуществляют угловыми гранями в плоских сетках куба с сохранением следов естественных граней алмаза, образующих шестигранную пирамиду с углом наклона граней к площадке, равным 43°, а огранку осуществляют с площадкой в...
Попередній патент: Соєво-гарбузовий концентрат киселю
Наступний патент: Спосіб реконструкції сонних артерій
Випадковий патент: Торцеве ущільнення