Верстат для виготовлення гвинтових гофрованих заготовок
Номер патенту: 67137
Опубліковано: 10.02.2012
Автори: Диня Іван Іванович, Гевко Богдан Матвійович, Гевко Ігор Богданович, Ляшук Олег Леонтійович, Любачівський Роман Орестович, Дячун Андрій Євгенович

Формула / Реферат
Верстат для виготовлення гвинтових гофрованих заготовок, що виконаний у вигляді станини, механізму гофроутворення, оправки, коробки швидкостей, механізмів приводу і подачі, механізму радіального підтиску, який відрізняється тим, що гофроформувальні колеса механізму гофроутворення виконані у вигляді конічних зубчатих коліс з можливістю регулювання зміни кута їх зачеплення відомим способом, а перед механізмом подачі стрічкової заготовки встановлено індуктор, який охоплює плоску стрічкову заготовку, що подається, з можливістю її відносного переміщення, а на оправці верстата, по ходу руху гвинтової гофрованої заготовки, встановлено калібрувальну конічну шестірню, яка з правого зубчатого торця є у взаємодії з гофрованою заготовкою, а та, в свою чергу, з другої сторони є у взаємодії з підтискною конічною калібрувальною шестірнею, яка підтиснута гайкою з можливістю осьового регулювання, а ширина підтискної конічної калібрувальної шестірні є меншою кроку гвинтової гофрованої заготовки, крім цього, під калібрувальними конічними шестернями, паралельно осі оправки, встановлено півкруглий жолоб, який є у взаємодії з гвинтовою гофрованою заготовкою.
Текст
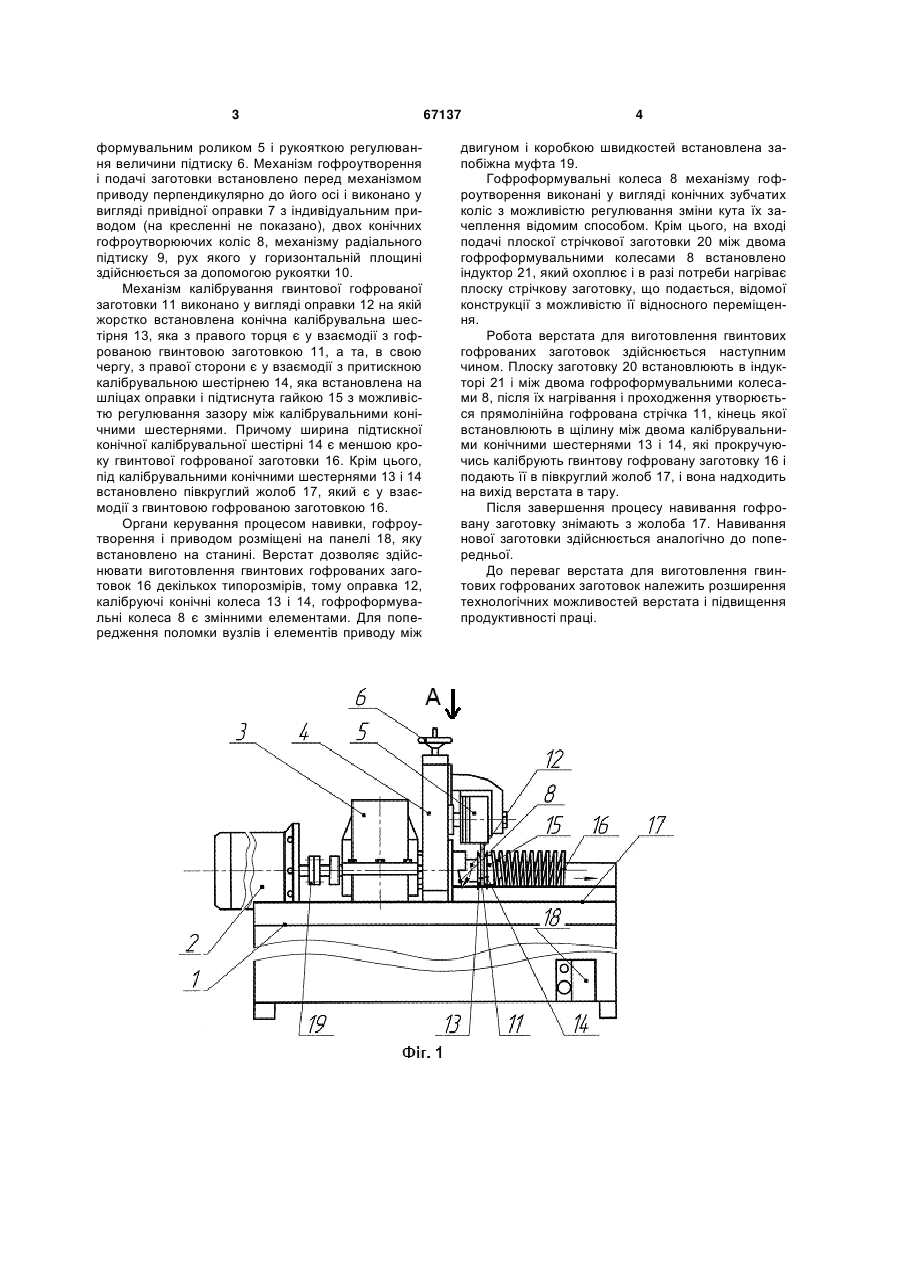
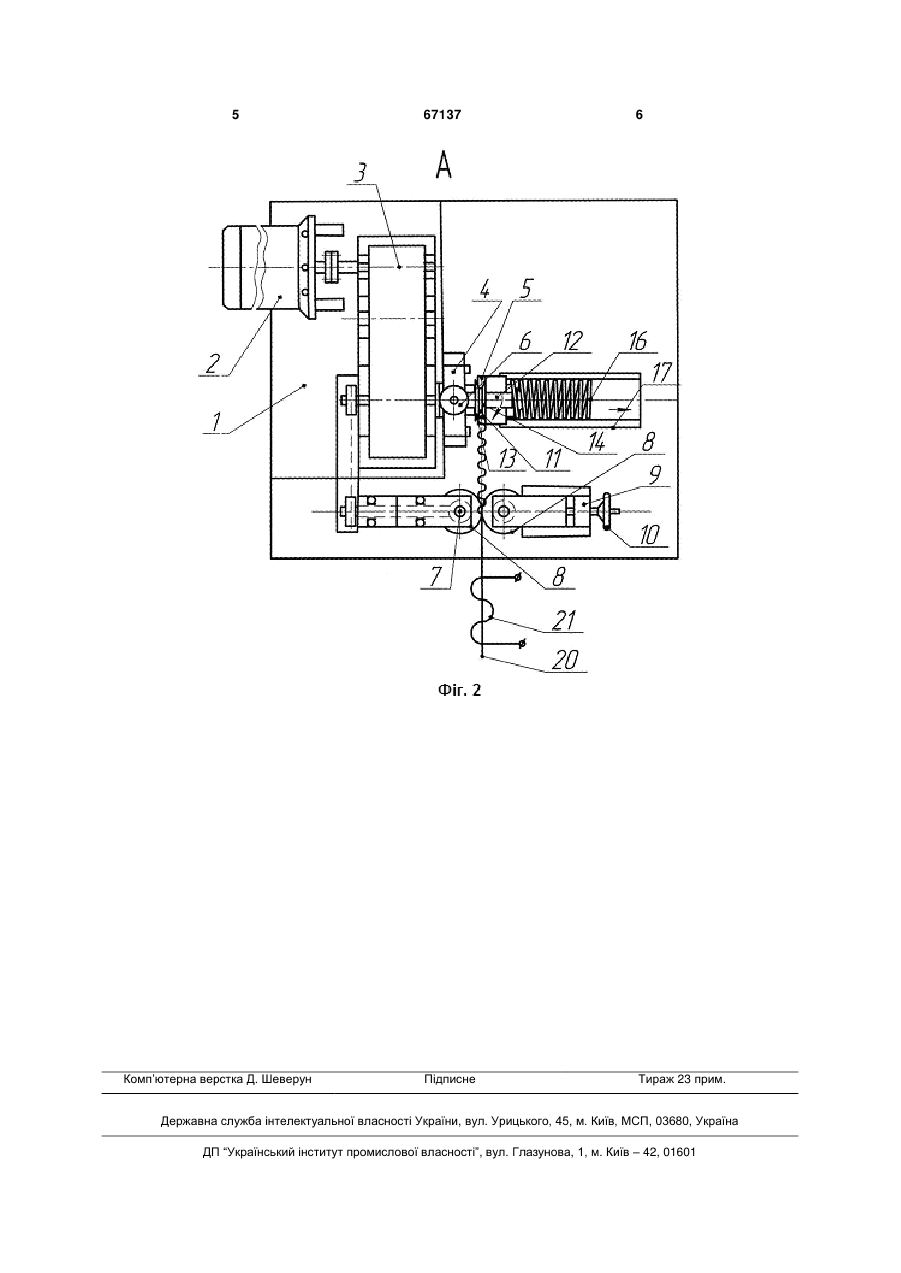
Верстат для виготовлення гвинтових гофрованих заготовок, що виконаний у вигляді станини, механізму гофроутворення, оправки, коробки швидкостей, механізмів приводу і подачі, механізму радіального підтиску, який відрізняється тим, що гофроформувальні колеса механізму гофроутворення виконані у вигляді конічних зубчатих коліс 3 формувальним роликом 5 і рукояткою регулювання величини підтиску 6. Механізм гофроутворення і подачі заготовки встановлено перед механізмом приводу перпендикулярно до його осі і виконано у вигляді привідної оправки 7 з індивідуальним приводом (на кресленні не показано), двох конічних гофроутворюючих коліс 8, механізму радіального підтиску 9, рух якого у горизонтальній площині здійснюється за допомогою рукоятки 10. Механізм калібрування гвинтової гофрованої заготовки 11 виконано у вигляді оправки 12 на якій жорстко встановлена конічна калібрувальна шестірня 13, яка з правого торця є у взаємодії з гофрованою гвинтовою заготовкою 11, а та, в свою чергу, з правої сторони є у взаємодії з притискною калібрувальною шестірнею 14, яка встановлена на шліцах оправки і підтиснута гайкою 15 з можливістю регулювання зазору між калібрувальними конічними шестернями. Причому ширина підтискної конічної калібрувальної шестірні 14 є меншою кроку гвинтової гофрованої заготовки 16. Крім цього, під калібрувальними конічними шестернями 13 і 14 встановлено півкруглий жолоб 17, який є у взаємодії з гвинтовою гофрованою заготовкою 16. Органи керування процесом навивки, гофроутворення і приводом розміщені на панелі 18, яку встановлено на станині. Верстат дозволяє здійснювати виготовлення гвинтових гофрованих заготовок 16 декількох типорозмірів, тому оправка 12, калібруючі конічні колеса 13 і 14, гофроформувальні колеса 8 є змінними елементами. Для попередження поломки вузлів і елементів приводу між 67137 4 двигуном і коробкою швидкостей встановлена запобіжна муфта 19. Гофроформувальні колеса 8 механізму гофроутворення виконані у вигляді конічних зубчатих коліс з можливістю регулювання зміни кута їх зачеплення відомим способом. Крім цього, на вході подачі плоскої стрічкової заготовки 20 між двома гофроформувальними колесами 8 встановлено індуктор 21, який охоплює і в разі потреби нагріває плоску стрічкову заготовку, що подається, відомої конструкції з можливістю її відносного переміщення. Робота верстата для виготовлення гвинтових гофрованих заготовок здійснюється наступним чином. Плоску заготовку 20 встановлюють в індукторі 21 і між двома гофроформувальними колесами 8, після їх нагрівання і проходження утворюється прямолінійна гофрована стрічка 11, кінець якої встановлюють в щілину між двома калібрувальними конічними шестернями 13 і 14, які прокручуючись калібрують гвинтову гофровану заготовку 16 і подають її в півкруглий жолоб 17, і вона надходить на вихід верстата в тару. Після завершення процесу навивання гофровану заготовку знімають з жолоба 17. Навивання нової заготовки здійснюється аналогічно до попередньої. До переваг верстата для виготовлення гвинтових гофрованих заготовок належить розширення технологічних можливостей верстата і підвищення продуктивності праці. 5 Комп’ютерна верстка Д. Шеверун 67137 6 Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMachine tool for manufacturing spiral corrugated blanks
Автори англійськоюHevko Bohdan Matviiovych, Liashuk Oleh Leontiiovych, Diachun Andrii Yevhenovych, Hevko Ihor Bohdanovych, Dynia Volodymyr Ivanovych, Liubachivskyi Roman Orestovych
Назва патенту російськоюСтанок для изготовления винтовых гофрированных заготовок
Автори російськоюГевко Богдан Матвеевич, Ляшук Олег Леонтиевич, Дячун Андрей Евгеньевич, Гевко Игорь Богданович, Дыня Владимир Иванович, Любачивский Роман Орестович
МПК / Мітки
МПК: B21D 11/06
Мітки: заготовок, виготовлення, гофрованих, гвинтових, верстат
Код посилання
<a href="https://ua.patents.su/3-67137-verstat-dlya-vigotovlennya-gvintovikh-gofrovanikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Верстат для виготовлення гвинтових гофрованих заготовок</a>
Верстат для виготовлення гвинтових гофрованих заготовок
Номер патенту: 7813
Опубліковано: 15.07.2005
Автори: Гевко Богдан Матвійович, Дячун Андрій Євгенович, Драган Андрій Петрович
МПК: B21D 11/06
Мітки: верстат, заготовок, виготовлення, гофрованих, гвинтових
Формула / Реферат:
Верстат для виготовлення гвинтових гофрованих заготовок, який виготовлено у вигляді станини, механізму формоутворення, коробки швидкостей, механізму приводу подачі, механізму радіального підтиску, торцевої і шліцевої втулок, який відрізняється тим, що перед механізмом приводу перпендикулярно до його осі встановлено механізм гофроутворення і подачі заготовки в зону навивання, який виконано у вигляді двох гофроутворюючих коліс, механізму...
Пристрій для виготовлення гофрованих гвинтових заготовок
Номер патенту: 65124
Опубліковано: 15.03.2004
Автор: Драган Андрій Петрович
МПК: B21D 11/06
Мітки: гофрованих, гвинтових, пристрій, заготовок, виготовлення
Формула / Реферат:
Пристрій для виготовлення гофрованих гвинтових заготовок, який виконано у вигляді ступінчатої оправки із торцевим виступом, осьовим пазом для затиску переднього кінця смуги і приводом обертання, формуючого і притискного роликів гвинтової заготовки з приводом переміщення формуючого ролика паралельно осі ступінчатої оправки, формуючий ролик встановлено на осі перпендикулярно осі ступінчатої оправки з можливістю вільного обертання, який...
Пристрій для виготовлення гофрованих гвинтових заготовок
Номер патенту: 5430
Опубліковано: 15.03.2005
Автор: Драган Андрій Петрович
МПК: B21D 11/06
Мітки: пристрій, заготовок, виготовлення, гофрованих, гвинтових
Формула / Реферат:
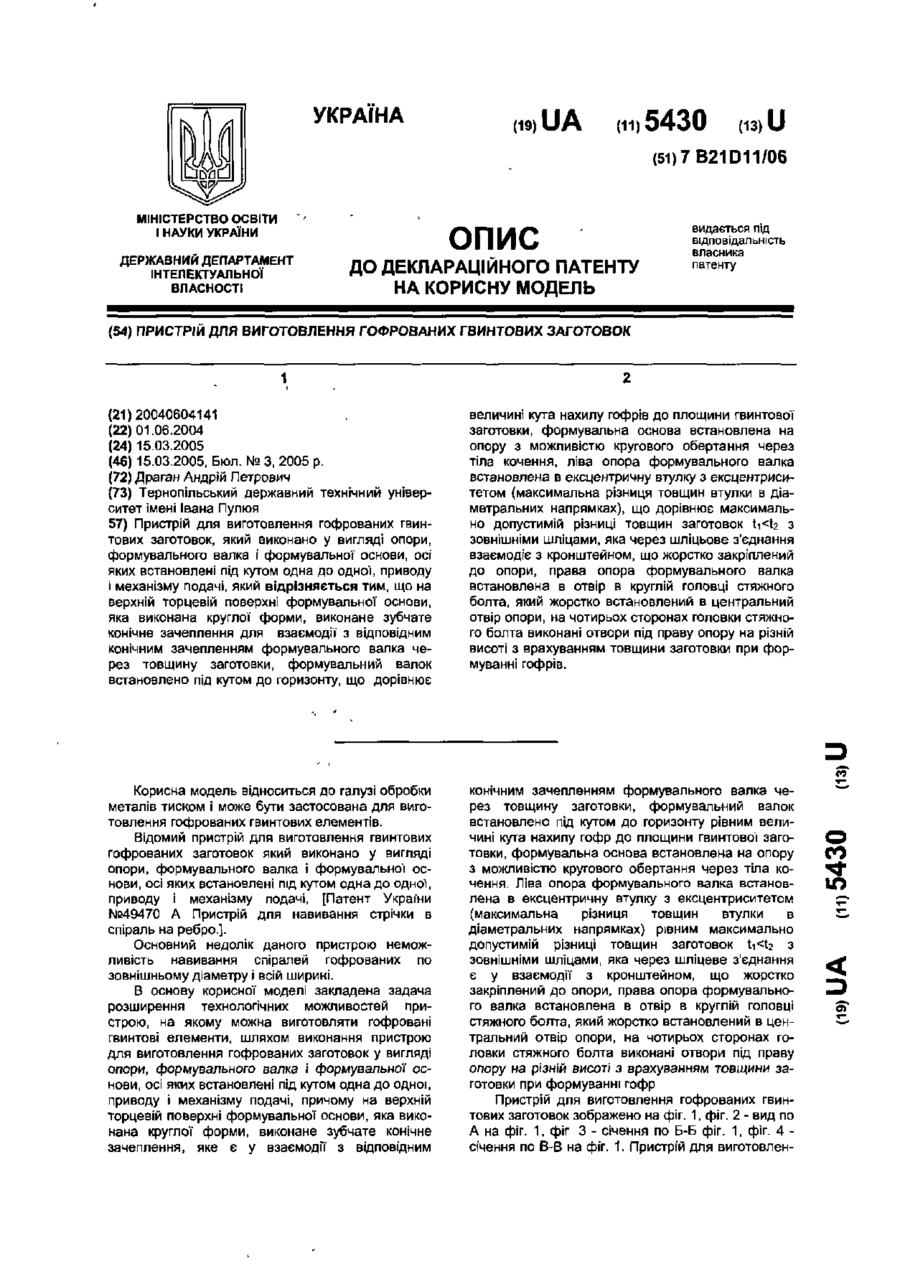
Пристрій для виготовлення гофрованих гвинтових заготовок, який виконано у вигляді опори, формувального валка і формувальної основи, осі яких встановлені під кутом одна до одної, приводу і механізму подачі, який відрізняється тим, що на верхній торцевій поверхні формувальної основи, яка виконана круглої форми, виконане зубчате конічне зачеплення для взаємодії з відповідним конічним зачепленням формувального валка через товщину заготовки,...
Спосіб виготовлення гофрованих гвинтових заготовок
Номер патенту: 28466
Опубліковано: 10.12.2007
Автор: Дячун Андрій Євгенович
МПК: B21H 3/00
Мітки: гвинтових, спосіб, гофрованих, заготовок, виготовлення
Формула / Реферат:
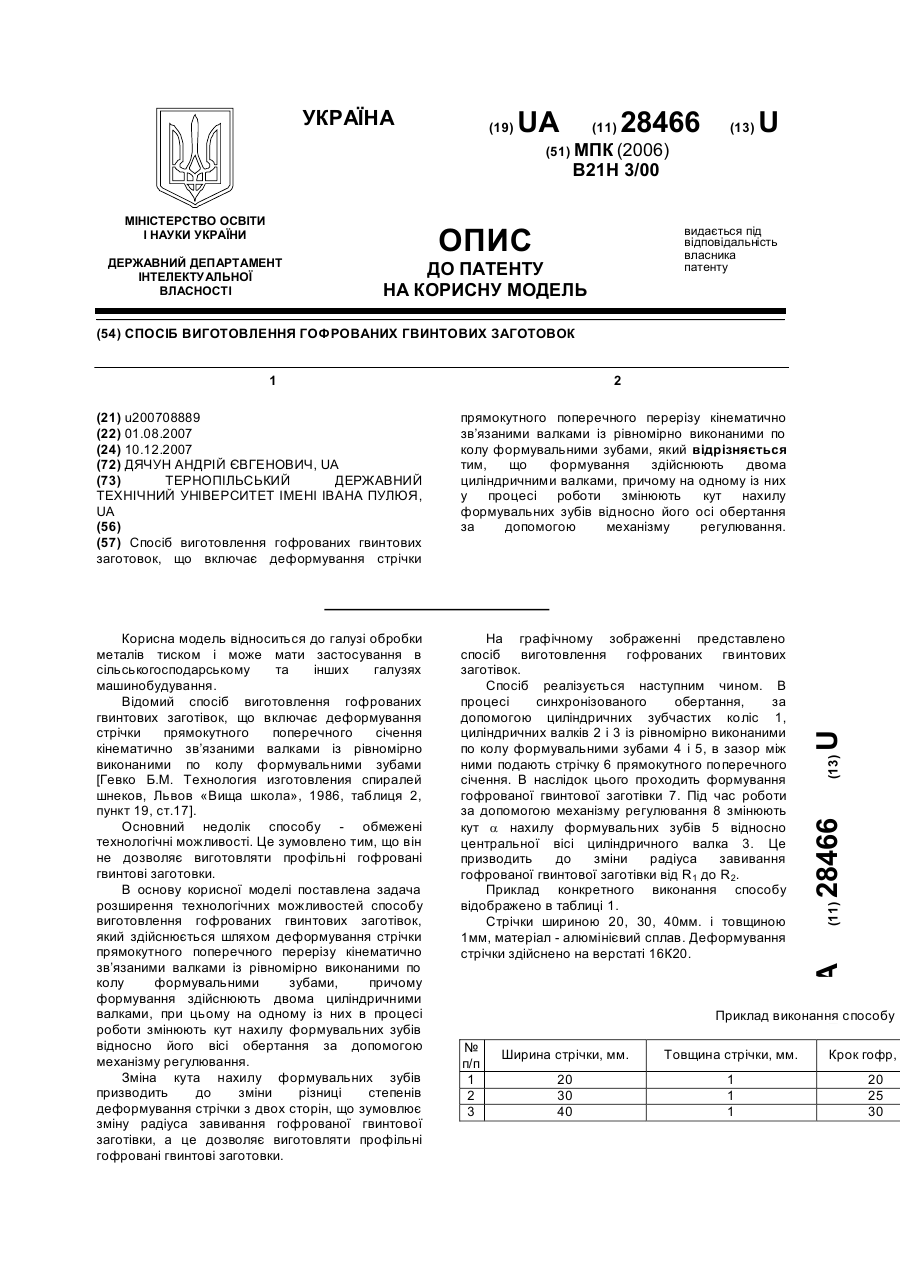
Спосіб виготовлення гофрованих гвинтових заготовок, що включає деформування стрічки прямокутного поперечного перерізу кінематично зв’язаними валками із рівномірно виконаними по колу формувальними зубами, який відрізняється тим, що формування здійснюють двома циліндричними валками, причому на одному із них у процесі роботи змінюють кут нахилу формувальних зубів відносно його осі обертання за допомогою механізму регулювання.
Пристрій для виготовлення гвинтових гофрованих заготовок
Номер патенту: 42572
Опубліковано: 10.07.2009
Автори: Васильків Василь Васильович, Радик Дмитро Леонидович
МПК: B21D 11/06
Мітки: гофрованих, заготовок, гвинтових, виготовлення, пристрій
Формула / Реферат:
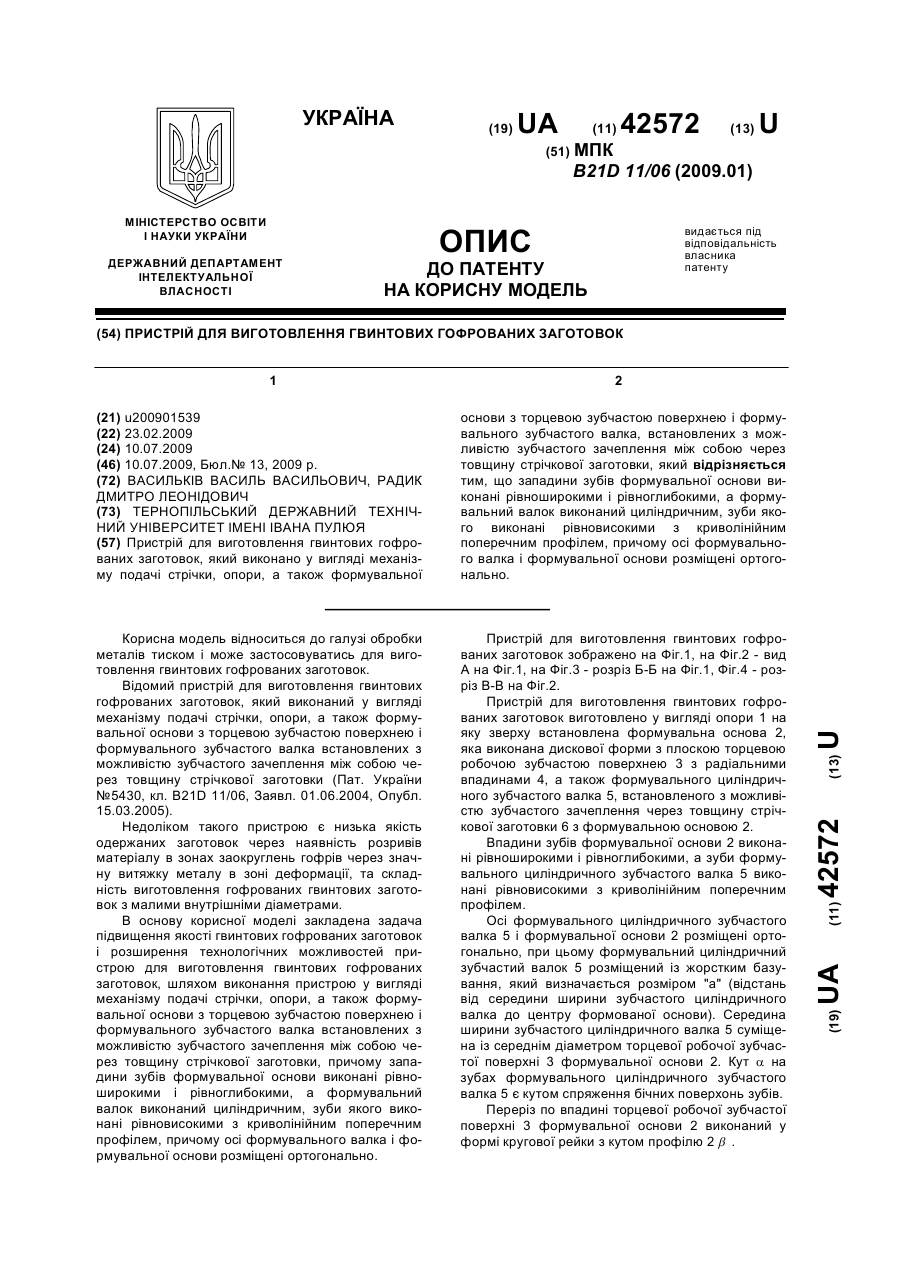
Пристрій для виготовлення гвинтових гофрованих заготовок, який виконано у вигляді механізму подачі стрічки, опори, а також формувальної основи з торцевою зубчастою поверхнею і формувального зубчастого валка, встановлених з можливістю зубчастого зачеплення між собою через товщину стрічкової заготовки, який відрізняється тим, що западини зубів формувальної основи виконані рівноширокими і рівноглибокими, а формувальний валок виконаний...
Попередній патент: Контрольний пристрій для заміру міжцентрової відстані між отворами
Наступний патент: Прохідна втулка для закріплення фільтрувальної серветки
Випадковий патент: Ходова частина або поворотний візок для рейкового транспортного засобу