Установка для комбінованого шліфування торцевих поверхонь циліндричних деталей
Номер патенту: 67456
Опубліковано: 27.02.2012
Автори: Чалий Василь Дмитрович, Марчук Ірина Вікторівна, Лук'янчук Юрій Анатолійович, Пташенчук Віталій Віталійович
Формула / Реферат
1. Установка для комбінованого шліфування торцевих поверхонь циліндричних деталей, що містить два розташованих опозитно з зазором один до одного шліфувальних круги, кожен з яких має суміжні різної зернистості кільцеві ділянки, змонтовані з можливістю прилягання до зовнішнього діаметра та посадочного отвору відповідно, причому осі шліфувальних кругів встановлені з ідентичними протилежно спрямованими до горизонталі нахилами, яка відрізняється тим, що кільцева ділянка, що є прилеглою до зовнішнього діаметра шліфувального круга, має дрібну зернистість, та ділянка, що є прилеглою до посадочного отвору, має крупну зернистість, а на межі між суміжними кільцевими ділянками кожного з шліфувальних кругів виконані лотки для відведення продуктів чорнового шліфування, причому лотки виконані з двох ділянок, початок першої ділянки виконаний у вигляді дугової заглибини із збільшенням її глибини в сторону другої частини ділянки лотка, яка виконана у вигляді наскрізного отвору.
2. Установка за п. 1, яка відрізняється тим, що кількість лотків для відведення продуктів чорнового шліфування дорівнює щонайменше трьом.
Текст
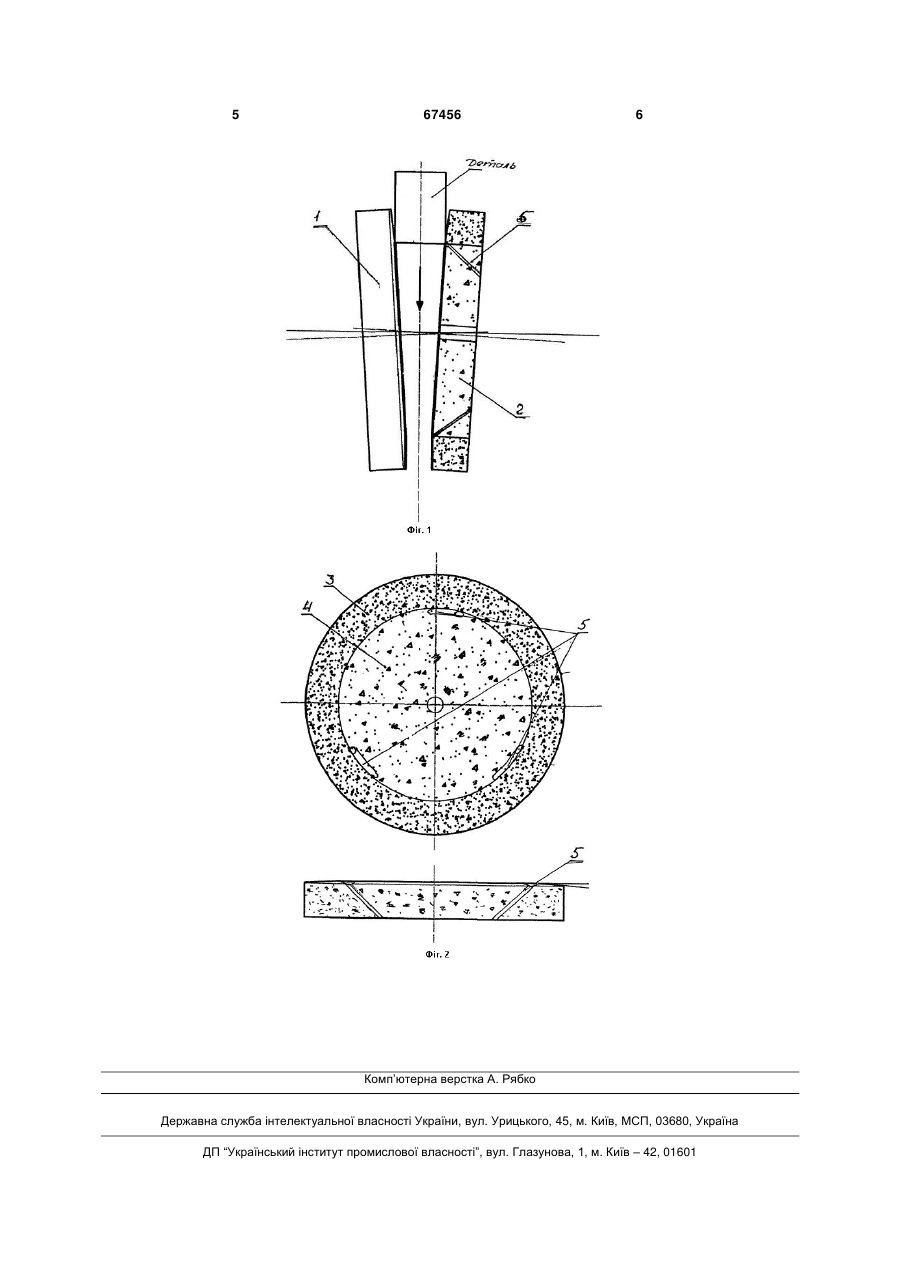
1. Установка для комбінованого шліфування торцевих поверхонь циліндричних деталей, що містить два розташованих опозитно з зазором один до одного шліфувальних круги, кожен з яких має суміжні різної зернистості кільцеві ділянки, змонтовані з можливістю прилягання до зовнішнього діаметра та посадочного отвору відповідно, причому осі шліфувальних кругів встановлені з 3 споряджені керамічною в'язкою і торцями одночасно спроможні виконувати чорнове шліфування обох торців деталей, які встановлені з можливістю переміщення відносно шліфувальних кругів, а кільцеві ділянки, що прилягають до посадочних отворів кругів, маючи відповідну зернистість, спроможні здійснювати чистове шліфування. [див. пат. України на винахід №40016 МПК В24В 5/04, опубл. 2001р.]. Суттєвим недоліком такої конструкції є те, що в ній не передбачений відвід продуктів шліфування, що суттєво знижує точність чистової обробки через малу площу контактної ділянки оброблювальної деталі та шліфувальних кругів в процесі чорнової обробки, чим зменшується продуктивність установки. Задачею, на вирішення якої спрямована корисна модель, що заявляється, є підвищення точності та продуктивності обробки шліфуванням. Поставлена задача вирішується таким чином. У відомій установці для комбінованого шліфування торцевих поверхонь циліндричних деталей, що містить два розташованих опозитно з зазором один до одного шліфувальних круги, кожен з яких містить суміжні різної зернистості кільцеві ділянки, змонтовані з можливістю прилягання до зовнішнього діаметра та посадочного отвору відповідно, причому осі шліфувальних кругів встановлені з ідентичними протилежно спрямованими до горизонталі нахилами, згідно з корисною моделлю, що заявляється, кільцева ділянка, що є прилеглою до зовнішнього діаметра шліфувального круга, має дрібну зернистість, та ділянка, що є прилеглою до посадочного отвору, має крупну зернистість, а на межі між суміжними кільцевими ділянками кожного з шліфувальних кругів виконані лотки для відведення продуктів чорнового шліфування. При цьому лотки виконані з двох ділянок, початок першої ділянки виконаний у вигляді дугової заглибини із збільшенням її глибини в сторону другої частини ділянки лотка, яка виконана у вигляді наскрізного отвору. Крім того, кількість лотків для відведення продуктів чорнового шліфування дорівнює щонайменше трьом. На кресленнях, що додаються, схематично представлена установка для комбінованого шліфування торцевих поверхонь циліндричних деталей. Так, на Фіг.1 - показане схемне розташування шліфувальних кругів та деталі, що обробляється в установці, а на Фіг.2 - робочий торець одного з 67456 4 шліфувальних кругів у фронтальній проекції та шліфувальний круг у профільній проекції. Установка для комбінованого шліфування торцевих поверхонь циліндричних деталей містить шліфувальні круги 1, 2, в яких виконані посадочні отвори, геометричні осі яких розміщені з ідентично та протилежно спрямованими нахилами до горизонталі. Крім того, кожен з шліфувальних кругів 1, 2 виконаний з двох суміжних кілець різної зернистості: периферійна ділянка (кільце) 3 шліфувального круга, що прилягає до зовнішнього діаметра має дрібну зернистість та призначена для чистового шліфування, а центральна ділянка (кільце) 4 шліфувального круга, що прилягає до посадочного отвору має крупнозернову структуру та призначена для чорнового шліфування. Ділянка 3 шліфувального круга для чистового шліфування виконана з кутовим нахилом до поверхні ділянки 4 для чорнового шліфування. На межевій лінії, яка являє собою коло, виконані лотки 5 для відведення продуктів чорнового шліфування. Лотки 5 представлені сукупністю двох ділянок: заглибин та наскрізних отворів. Заглибини лотків 5, що мають форму дуг у вертикальній проекції розміщені по межевій лінії та мають змінну глибину (нахил) в сторону наскрізного отвору. Установка для комбінованого шліфування торцевих поверхонь циліндричних деталей працює таким чином. Комбінованим за структурою шліфувальним кругам 1, 2 надають обертальний рух від приводу (привід на кресленнях не показаний) та у зазор між ними подають деталь, циліндрична поверхня якої призначена для обробки шліфування. Завдяки наявності кута нахилу зовнішньої ділянки 3 шліфувального кругу, деталь, не торкаючись до неї, проходить обробку чорновим шліфуванням центральною ділянкою 4. При цьому, завдяки наявності нахилів осей кожного з шліфувальних кругів 1, 2 до горизонталі, деталь шліфується з можливістю зняття припуску шліфування,який передбачений розрахунком та витриманий величиною зазору між шліфувальними кругами. Завдяки наявності лотків 5 продукти чорнового шліфування відводяться назовні з зони шліфування та не впливають на подальшу чистову обробку, яку здійснюють зовнішніми кінцевими ділянками 4 шліфувальних кругів. Таким чином точність обробки поверхонь циліндричних деталей підвищується, а висока продуктивність підвищується завдяки забезпеченню можливості безперервної подачі деталей, а також чистової та чорнової обробки за один прохід. 5 67456 6 Комп’ютерна верстка А. Рябко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюInstallation for combined grinding end faces of cylindrical parts
Автори англійськоюPtashenchuk Vitalii Vitaliiovych, Chalyi Vasyl Dmytrovych, Marchuk Iryna Viktorivna, Lukianchuk Yurii Anatoliiovych
Назва патенту російськоюУстановка для комбинированного шлифования торцевых поверхностей цилиндрических деталей
Автори російськоюПташенчук Виталий Витальевич, Чалый Василий Дмитриевич, Марчук Ирина Викторовна, Лукьянчук Юрий Анатольевич
МПК / Мітки
МПК: B24B 5/04
Мітки: циліндричних, установка, торцевих, комбінованого, шліфування, деталей, поверхонь
Код посилання
<a href="https://ua.patents.su/3-67456-ustanovka-dlya-kombinovanogo-shlifuvannya-torcevikh-poverkhon-cilindrichnikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Установка для комбінованого шліфування торцевих поверхонь циліндричних деталей</a>
Спосіб шліфування циліндричних і торцевих поверхонь

Номер патенту: 40015
Опубліковано: 16.07.2001
Автори: Кальченко Віталій Іванович, Кальченко Володимир Віталійович
Мітки: торцевих, циліндричних, спосіб, шліфування, поверхонь
Формула / Реферат:
1. Спосіб шліфування циліндричних і торцевих поверхонь обертовим кругом прямого профілю, складеним з суміжних кільцевих ділянок, відповідно до якого шліфувальний круг вводять в контакт з оброблюваною деталлю, переміщують вздовж осі її обертання і перпендикулярно до неї, який відрізняється тим, що шліфування циліндричних поверхонь здійснюють периферією круга, а його торцем шліфують торці групи деталей, які переміщують відносно круга в площині,...
Спосіб одночасного шліфування двох торців циліндричних деталей
Номер патенту: 10636
Опубліковано: 15.11.2005
Автори: Жадан Олександр Васильович, Кальченко Володимир Віталійович
МПК: B24B 5/00
Мітки: торців, двох, деталей, шліфування, спосіб, циліндричних, одночасного
Формула / Реферат:
Спосіб шліфування торців циліндричних деталей двома орієнтованими обертовими кругами, заправленими одночасно двома алмазними олівцями, осі яких переміщуються по окружності, що дотикається посадочних отворів шліфувальних кругів, центр якої співпадає з віссю, навколо якої здійснюють кругову подачу деталей у зону обробки і яка є перпендикулярною до оброблюваних поверхонь, який відрізняється тим, що одночасно з круговою подачею алмазів, що...
Підтримуючий ніж верстата для безцентрового поздовжнього шліфування зовнішніх поверхонь циліндричних деталей
Номер патенту: 14243
Опубліковано: 15.05.2006
Автори: Кальченко Володимир Віталійович, Родіонов Дмитро Володимирович
МПК: B24B 5/00
Мітки: безцентрового, підтримуючий, поздовжного, поверхонь, зовнішніх, верстата, циліндричних, шліфування, деталей
Формула / Реферат:
1. Підтримуючий ніж верстата для безцентрового поздовжнього шліфування зовнішніх поверхонь циліндричних деталей, що містить ділянку, де базується заготовка в процесі чорнового шліфування, яка спрягається з калібруючою ділянкою, де закінчується формоутворення деталі, який відрізняється тим, що в поздовжньому напрямку базова поверхня має похилу прямолінійну або криволінійну твірну на ділянці для чорнового шліфування, спряжену з прямолінійною...
Спосіб шліфування торців циліндричних деталей
Номер патенту: 40016
Опубліковано: 16.07.2001
Автор: Кальченко Володимир Віталійович
Мітки: спосіб, деталей, циліндричних, торців, шліфування
Формула / Реферат:
1. Спосіб шліфування торців циліндричних деталей двома орієнтованими обертовими кругами прямого профілю, складеними з суміжних кільцевих ділянок, заправлених по торцях, відповідно до якого деталі надають кругової подачі в зону різання навколо осі, перпендикулярної до шліфованих поверхонь, який відрізняється тим, що кільцеві ділянки, які прилягають до зовнішніх діаметрів кругів, мають керамічну в'язку і торцями одночасно виконують чорнове...
Спосіб безцентрового поздовжнього шліфування циліндричних поверхонь
Номер патенту: 14242
Опубліковано: 15.05.2006
Автори: Шам Максим Костянтинович, Кальченко Віталій Іванович, Кальченко Володимир Віталійович
МПК: B24B 5/00
Мітки: спосіб, поздовжного, шліфування, поверхонь, безцентрового, циліндричних
Формула / Реферат:
1. Спосіб безцентрового поздовжнього шліфування циліндричних поверхонь, за яким деталь переміщується в осьовому напрямку за рахунок розвороту ведучого круга і базується на ньому та опорному ножі, а шліфування виконується профільованим шліфувальним абразивним кругом, який відрізняється тим, що вісь деталі в процесі знімання припуску та формоутворення переміщують вздовж однієї прямої, яка співпадає з віссю номінальної циліндричної поверхні...
Попередній патент: Спіральне свердло
Наступний патент: Процес отримання сурми
Випадковий патент: Спосіб металоостеосинтезу перипротезних переломів стегнової кістки після ендопротезування кульшового суглоба