Виливок напівспокійної або киплячої сталі
Номер патенту: 67611
Опубліковано: 15.03.2006
Автори: ШУЛЬГІНА ІРИНА ПРОКОПІВНА, Феофілактов Андрій Вікторович, Маншилін Олександр Гейнійович, РЯБКІН ЮРІЙ ЮРІЙОВИЧ, Корінь Андрій Олександрович, Максаков Анатолій Іванович, Кукуй Давид Пенхусович
Формула / Реферат
Установка для наведення противикидного обладнання на гирло фонтануючої свердловини, яка містить притивикидне обладнання, герметизуючий елемент, приводи переміщення противикидного обладнання, вузол кріплення противикидного обладнання до гирла свердловини, яка відрізняється тим, що герметизуючий елемент містить корпус з центральним осьовим і боковим радіальним каналами, які сполучені між собою, корпус оснащений зовнішнім герметизуючим конусом, верхня частина корпусу герметизуючого елемента жорстко з'єднана з противикидним обладнанням, вузол кріплення противикидного обладнання до гирла свердловини виконаний у вигляді рухомого упора, упор оснащений гвинтовими приводами вертикального і горизонтального переміщення з дистанційним управлінням, установка оснащена механізмом дистанційної доставки герметизуючого елемента з противикидним обладнанням і упора до гирла свердловини, привід горизонтального переміщення герметизуючого елемента з противикидним обладнанням виконаний у вигляді порожнистої тяги з гвинтовим механізмом, порожниста тяга жорстко з'єднана з корпусом герметизуючого елемента, внутрішній осьовий канал порожнистої тяги сполучений з боковим радіальним каналом корпусу герметизуючого елемента, установка оснащена комплексом подавання бурового розчину під тиском і приводом дистанційного управління противикидним обладнанням.
Текст
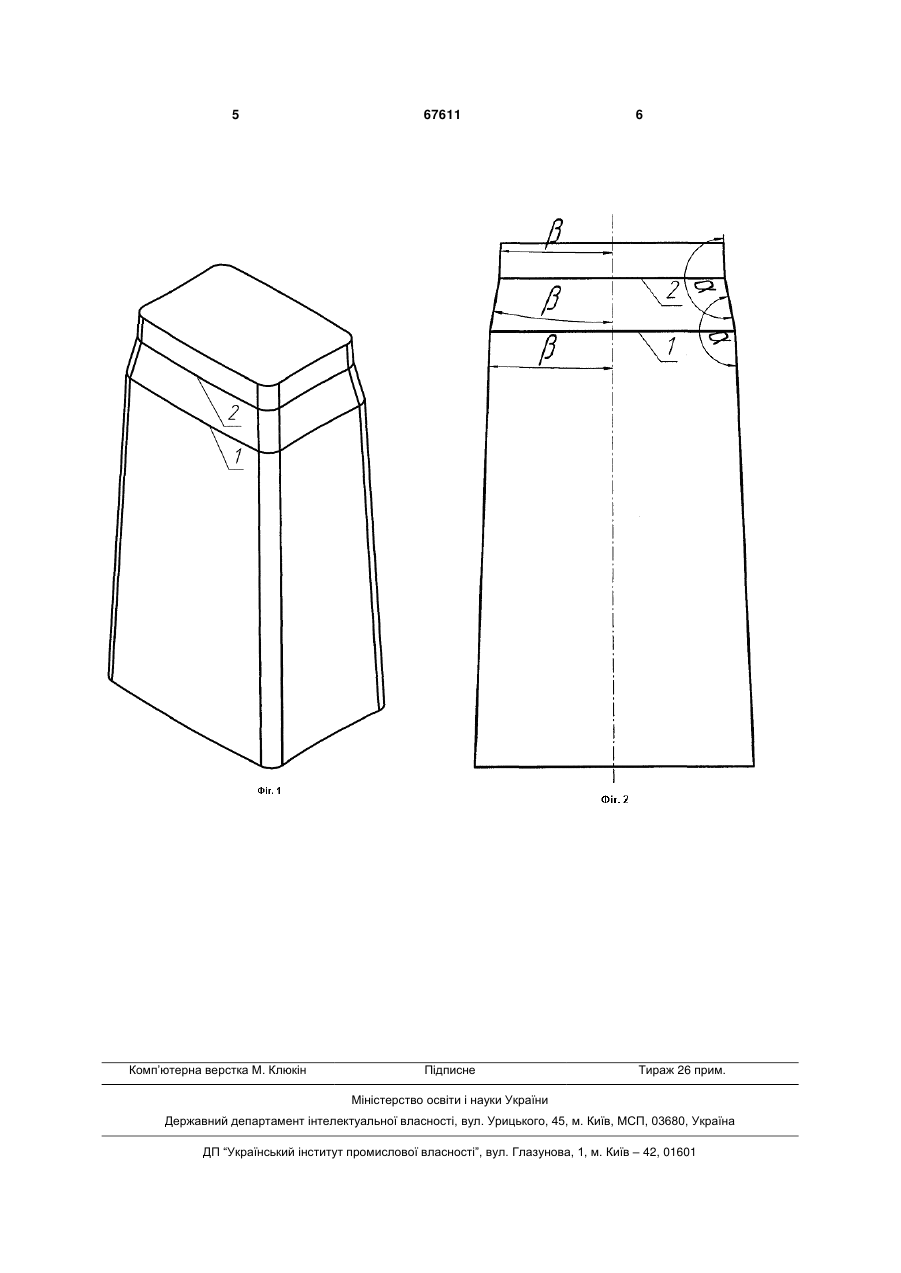
Виливок напівспокійної або киплячої сталі, поперечний переріз якого описано прямокутником, співвідношення сторін якого перевищує 1,2, звужений догори, що має верхню і нижню основи і бічні грані, який відрізняється тим, що щонайменше дві протилежні бічні грані виливка на висоті 0,7-0,97 висоти виливка від нижньої основи виконані щонайменше з одним перегином із внутрішнім кутом між твірними поверхонь виливка в площині, перпендикулярній його основі, в межах 130-230 при куті між твірною поверхні виливка і вертикальною віссю , що не перевищує 50 . Винахід може бути використаним на металургійних заводах при виробництві виливків із напівспокійних і киплячих сталей, призначених для прокатування на сляби, і відноситься до чорної металургії. Відомий виливок напівспокійної й киплячої сталі призначений для прокатування на сляби, що являє собою розширену донизу піраміду в основах якої розташовуються прямокутники з невеликою опуклістю чи увігнутістю стінок або із хвилястими стінками [Трубин К.Г., Ойкс Г.Н. Металлургия стали. Мартеновский процесе. М., Металлургия, 1970, с. 621 - стр.336]. Такі виливки знайшли широке застосування в металургійній промисловості при виробництві слябів. При прокатуванні виливків на слябінгу має місце нерівномірність витяжки по ширині виливка, обумовлена кристалічною структурою виливка. Результатом цього є виникнення накатів у головній частині виливка у вигляді «риб'ячого хвоста», і, як наслідок, обрізки з головної частини виливка, які видаляється, мають значну величину. Відомий спосіб прокатування виливків із попереднім обтисненням одного кінця виливка і наступним реверсивним прокатуванням, застосовуваний на заводі фірми «Кавасакі сєйтєцу» (Японія) у Тібе [Рациональные режимы работы блюминга, Гетманец В.В., Шевчук В.Я., М.: Металлургия, 1990, 136 с. - стр. 56]. Практично, застосуванням даного способу прокатування досягається зміна форми типового виливка, звуженого догори, і одержання такої його конфігурації, що забезпечує зменшення накатів у головній частині сляба (у головній частині виливка утворюються перегини граней). Такий спосіб значно зменшує торцеві обрізки і, крім того, забезпечує підвищення точності розмірів слябів по ширині. Однак для попереднього обтиснення одного кінця виливка витрачується додатковий час, що викликає деякі втрати загальної вартості продукції на виробництво, і додаткові витрати енергоносіїв. Найбільш близьким по технічній суті до запро (19) UA (11) 67611 (13) (21) 20031110079 (22) 10.11.2003 (24) 15.03.2006 (46) 15.03.2006, Бюл. № 3, 2006 р. (72) Кукуй Давид Пенхусович, Маншилін Олександр Гейнійович, Феофілактов Андрій Вікторович, Корінь Андрій Олександрович, Максаков Анатолій Іванович, Шульгіна Ірина Прокопівна, Рябкін Юрій Юрійович (73) Кукуй Давид Пенхусович, Маншилін Олександр Гейнійович, Феофілактов Андрій Вікторович, Корінь Андрій Олександрович, Максаков Анатолій Іванович, Шульгіна Ірина Прокопівна, Рябкін Юрій Юрійович (56) SU, 1 574 349, A1, публ. 20.06.1990, Бюл. 24 SU, 1 699 702, A1, публ. 23.12.1991, Бюл. 47 UA, 21 877, C2, публ. 30.04.1998, Бюл.2 Заявка UA, 95083661, A, публ. 29.08.1997, Бюл.4 RU, 2 078 422, C1, публ. 27.04.1997 RU, 2 167 026, C1, публ. 20.05.2001 RU, 2 198 763, C1, публ. 20.02.2003 GB, 1 126 133, A, publ. 05.09.1966 C2 1 3 67611 4 понованого винаходу є використовуваний на ряді головної частини, запропонованої в даному заводів виливок напівспокійної й киплячий сталі, винаході, дозволяє дістати мінімальні обрізки з отриманий розливанням у виливниці з головної частини виливка при використанні напівзакритим верхом. Звужена верхня частина режимів обтиснень, застосовуваних при виливниці при розливанні не заповнюється метапрокатуванні відомих виливків напівспокійної або лом, перегин у головній частині виливка киплячий сталі, розширених донизу. Кількість і кути утворюється при зростанні виливка після перегинів по кожній зі сторін виливка визначаютьвідливання. Площа верхнього перерізу у таких ся, виходячи з розмірів виливка, розмірів готових виливниць «у світлі» приблизно в 2 рази менше слябів і застосовуваних на слябінгу схем прокатуніж у звичайних наскрізних виливницях. Застосування й режимів обтиснень. При цьому лінія кожвання виливниць із напівзакритим верхом ного перегину по кожній зі сторін виливка не дозволяє знизити розміриобрізки з головної частиобов'язково повинна розташовуватися в площині, ни виливка при прокатуванні приблизно на 1% паралельної основі виливка. Кут перегину також [Рациональные режимы работы блюминга, Гетмаможе мінятися по довжині кожної зі сторін виливка. нец В.В., Шевчук В.Я., М.: Металургія, 1990, 136 с. Як показали лабораторні дослідження, вико- стoр. 70]. Вадою даної технології є те, що при нання перегинів на висоті від нижньої основи виробництві виливків у напівзакритих виливницях менш 0,7 висоти виливка ускладнює одержання їхня висота може коливатися, тому що величина правильної форми розкату в плані, а їхнє виконанзростання виливків не постійна. Як наслідок, ня на висоті більш 0,97 висоти виливка не надає відрізняються розміри верхнього перерізe виливка, якого-небудь впливу на форму головної частини що утруднює управління формою торця головної прокатного слябу. частини розкату. Такі виливки застосовуються в Мінімальний кут між твірною поверхні виливка основному при виробництві блюмів. і вертикальною віссю в площині перпендикулярній В основі запропонованого винаходу лежить його основі не повинен перевищувати 50°, що задача зменшення кінцевих обрізків із головної обумовлюється утворенням поверхневих дефектів частини виливка напівспокійної або киплячий сталі на виливках напівспокійної або киплячої сталі в після прокатування на слябінгу шляхом виконання зонах із великим кутом нахилу. Виконання цієї виливків із спеціальною формою головної частини умови визначає мінімальний внутрішній кут між з регламентованими співвідношеннями кутів між твірними поверхонь виливка в площині твірними поверхонь виливка і між вертикальною перпендикулярній його основі в зоні перегину віссю виливка й твірною його поверхні. 130°. Максимальний внутрішній кут між твірними Поставлена задача вирішується тим, що щоповерхонь виливка в площині перпендикулярній найменше дві протилежні бічні грані звуженого його основі в зоні перегину - 230° визначений для догори виливка напівспокійної або киплячої сталі, можливості одержання стінки виливка, з ухилом, поперечний переріз якого описане прямокутником, рівним ухилу стінки нижньої частини виливка при мають співвідношення сторін що перевищує 1,2, виконанні перегинів з кутами між твірними поверхонь виливка більшими 180° вище перегинів з куна висоті 0,7 0,97 висоти виливка від нижньої тами між твірними поверхонь виливка меншими основи і виконуються щонайменше з одним пере180°. гином. Внутрішній кут між твірними поверхонь виНа фіг. 1 зображений приклад слябового виливка в площині перпендикулярні його основі поливка, у якому для регулювання форми головної винний знаходитися в межах 130 230°, а кут між частини по всіх його сторонах виконано два перетвірною поверхні виливка і вертикальною віссю не гини 1 і 2. повинний перевищувати 50°. На фіг. 2 приведено поперечний осьовий Найближчий аналог - виливок напівспокійної й переріз цього виливка, показані перегини 1 і 2, а киплячий сталі, отриманий розливанням у також кути між твірними поверхонь виливка в виливниці з напівзакритим верхом, як і запропоноплощині перпендикулярній його основі в зоні переваний виливок, звужується догори, має верхню й нижню основи і бічні грані. У верхній частині вигину , і мінімальні кути між твірною поверхні виливка виконується перегин. ливка і вертикальною віссю . Від найближчого аналога запропонований виВипробування даного винаходу проведено в ливок відрізняється тим, що щонайменше на двох умовах ВАТ «Запоріжсталь» на виливках масою протилежних бічних гранях виливка на висоті від 16т. при прокатуванні слябів шириною 1300 мм. нижньої основи 0,7 0,97 висоти виливка Для проведення експериментів були виготовлені виконується щонайменше один перегин, причому спеціальні виливниці, що дозволяють одержати внутрішній кут між твірними поверхонь виливка виливок з одним перегином ( =148 150°) на знаходиться в межах =130 230° при куті між висоті від нижньої основи, рівної 0,93 від висоти твірною поверхні виливка і вертикальною віссю не виливка. При цьому мінімальний кут між твірною перевищуючому 50°. поверхні виливка і вертикальною віссю у Для регулювання форми розкату в головній частині виливка вище перегину склав горизонтальній площині застосовується зміна 32 35°. форми виливка, однак, якщо спосіб прокатування з Аналіз проведених експериментів дозволив попереднім обтисненням одного кінця виливка і зробити висновок, що розроблений виливок наступним реверсивним прокатуванням дозволяє скоротити обрізки з головної частини передбачає проведення спеціальних операцій на сляба на 1,4%. прокатному стані для корекції форми виливка, то виконання виливка зі спеціальною формою 5 Комп’ютерна верстка М. Клюкін 67611 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюCasting of semikilled or rimmed steel
Автори англійськоюKukui Davyd Penhusovych, Kukuj Davyd Penkhusovych, Kukui Davyd Penkhusovych, Manshylin Oleksandr Heiniiovych, Feofilaktov Andrii Viktorovych, Korin Andrii Oleksandrovych, Maksakov Anatolii Ivanovych, Riabkin Yurii Yuriiovych
Назва патенту російськоюОтливка полуспокойной или кипящей стали
Автори російськоюКукуй Давид Пенхусович, Маншилин Александр Гейниевич, Феофилактов Андрей Викторович, Коринь Андрей Александрович, Максаков Анатолий Иванович, Рябкин Юрий Юрьевич
МПК / Мітки
МПК: B22D 7/00
Мітки: киплячої, сталі, виливок, напівспокійної
Код посилання
<a href="https://ua.patents.su/3-67611-vilivok-napivspokijjno-abo-kiplyacho-stali.html" target="_blank" rel="follow" title="База патентів України">Виливок напівспокійної або киплячої сталі</a>
Виливок із напівспокійної й киплячої сталі
Номер патенту: 54220
Опубліковано: 17.02.2003
Автор: Дубина Олег Вікторович
МПК: B22D 7/06
Мітки: киплячої, сталі, виливок, напівспокійної
Формула / Реферат:
Виливок із напівспокійної й киплячої сталі, що має звужену донизу нижню частину і звужену догори головну частину з нахилом граней і ділянок заокруглення по ребрах, який відрізняється тим, що площа перерізу верху нижньої частини виливка в 1,005 - 1,1 рази перевищує площу перерізу низу головної частини виливка.
Виливок напівспокійної і киплячої сталі
Номер патенту: 39343
Опубліковано: 15.09.2003
Автори: Шибко Олександр Васильович, Євстаф'єв Євген Іванович, Юнаков Олександр Михайлович, Кукуй Давид Пенхусович, Тартачний Віктор Сергійович, Пищіда Валерій Іванович, Дишлевич Ігор Йосипович, Бембінек Юрій Євгенійович, Малий Юрій Георгійович
МПК: B22D 7/06
Мітки: сталі, киплячої, виливок, напівспокійної
Формула / Реферат:
Виливок напівспокійної і киплячої сталі, який складається із спряжених по гранях та ребрах нижньої частини і звуженої догори головної частини, який відрізняється тим, що нижня частина звужена донизу і має похил граней не менше 1,5% від висоти нижньої частини, верхня частина виливка має похил граней 1,0 ¸ 5,0% від висоти верхньої частини, а похил ділянок закруглень по ребрах 10 ¸ 20% від висоти верхньої частини.
Виливок напівспокійної та киплячої сталі

Номер патенту: 6335
Опубліковано: 16.05.2005
Автори: ШУЛЬГІНА ІРИНА ПРОКОПІВНА, Корінь Андрій Олександрович, Феофілактов Андрій Вікторович, Маншилін Олександр Гейнійович, РЯБКІН ЮРІЙ ЮРІЙОВИЧ, Максаков Анатолій Іванович, Кукуй Давид Пенхусович
МПК: B22D 7/06
Мітки: напівспокійної, киплячої, сталі, виливок
Формула / Реферат:
Виливок напівспокійної та киплячої сталі, що містить сполучені по гранях і ребрах звужену донизу нижню частину і звужену догори верхню частину, який відрізняється тим, що висоти нижньої і верхньої частин співвідносяться як 1:12 - 1:1,5, а сторона найменшого горизонтального перерізу низу нижньої частини становить не менше половини сторони горизонтального перерізу виливка в сполученні нижньої і верхньої частин виливка.
Виливок напівспокійної й киплячої сталі для прокатування у валках реверсивного обтискного стана
Номер патенту: 54848
Опубліковано: 17.03.2003
Автори: Кекух Анатолій Володимирович, Шеремет Володимир Олександрович, Теряєв Олександр Митрофанович, Омесь Микола Михайлович, Корінь Андрій Олександрович, Сокуренко Анатолій Валентинович
МПК: B22D 7/06
Мітки: сталі, прокатування, валках, реверсивного, напівспокійної, обтискного, стана, киплячої, виливок
Формула / Реферат:
Виливок напівспокійної й киплячої сталі для прокатування у валках реверсивного обтискного стана, що містить основну частину, звужену до низу, і головну частину, звужену до верху, який відрізняється тим, що основна і головна частини виливка сполучені по гранях і ребрах по дузі окружності, зверненою опуклістю до серцевини виливка, висота ділянки сполучення становить від...
Виливок із напівспокійної й киплячої сталі

Номер патенту: 50487
Опубліковано: 15.02.2005
Автори: Левицький Анатолій Петрович, Плеплер Марк Лазаревич, Подберезний Микола Петрович, Крикунов Борис Петрович, Онищенко Сергій Олександрович, Маншилін Олександр Гейнійович
МПК: B22D 7/06
Мітки: напівспокійної, сталі, виливок, киплячої
Формула / Реферат:
A method for complex utilization of nitro-acid oxidants of liquid rocket fuel with obtaining nitrates of mono- and polyatomic alcohols relates to the field of chemical processes. For a complex utilization of nitro-acid oxidants the known process for reprocessing solutions of nitric acid and nitrogen oxides containing hydrofluor and orthophosphoric acid and consisting in regeneration thereof by method of rectification with obtaining...
Попередній патент: Спосіб сухого гранулювання для одержання фармацевтичної композиції похідних тетрагідронафталін-2-олу та низькодозована композиція
Наступний патент: Спосіб визначення величини дихальної синусової аритмії
Випадковий патент: Спосіб облицьовування пляшки